降低水性双组分聚氨酯清漆起泡性的工艺优化
2017-10-10韦双颖刘雪铃张彦华
韦双颖,刘雪铃,张彦华
(1.东北林业大学材料科学与工程学院; 2.生物质材料科学与技术教育部重点实验室(东北林业大学),哈尔滨 150040)
降低水性双组分聚氨酯清漆起泡性的工艺优化
韦双颖1,2,刘雪铃1,张彦华1,2
(1.东北林业大学材料科学与工程学院; 2.生物质材料科学与技术教育部重点实验室(东北林业大学),哈尔滨 150040)
根据水性双组分聚氨酯(2K WPU)清漆的涂膜起泡来源,通过研究搅拌中心高度变化对预聚物分散效率、主副反应竞争程度及对实木基材表面润湿效果的影响,以优化2K WPU清漆低起泡性涂饰效果。研究结果表明:与搅拌中心始终位于反应体系体积中心的搅拌方式相比,搅拌中心高度由预聚物初始相界面处逐渐升高至反应体系体积中心处的搅拌方式,可有效提高预聚物分散效率,且促进主反应的进行、抑制副反应的发生;在该搅拌方式下共聚后,添加蒸馏水(质量分数2%~10%)、消泡剂Sago1710(质量分数2%)、润湿剂Sago3645(质量分数2%)后的涂料表面张力较小,与实木基材间的浸润功、黏附功和铺展系数较大;涂布量为0.5~1.0 kg/m2涂装时,涂膜起泡性较低。
水性聚氨酯清漆;低起泡性;工艺优化;消泡改性
我国自2015年起实施的 HG/T 4761—2014《水性聚氨酯涂料》标准,极大地提高了水性聚氨酯涂料适用性的使用需求。应用范围较广的水性双组分聚氨酯(2 packed waterborne polyurethane,2K WPU)涂料与传统溶剂型涂料相比,由于体系中水的表面张力较大,蒸发潜热较高,故在施工时容易产生气泡。此外,由于异氰酸酯基(—NCO)与水之间存在产生二氧化碳(CO2)气体的副反应,故更容易出现涂膜起泡缺陷[1-2]。目前,国内外对降低2K WPU涂膜起泡性的研究方向主要有添加消泡剂和优化涂装工艺参数。但这两种方式均未充分考虑预聚物共聚程度、气-液分散性质和涂料液体取代基材表面气体程度对涂膜起泡性的影响,且成本偏高、改性效果有限[3-5]。
笔者从抑制涂料制备过程中CO2气体的产生和提高涂料液体取代实木基材表面气体能力两方面入手,对涂料本身降低起泡性展开探讨。与聚羟基丙烯酸酯相比,固化剂异氰酸酯密度大、黏度高,因而在预聚物混合阶段易沉降至烧瓶底部且分散效率低。固定中心搅拌方式下的分散形式为固定中心的流体涡流运动,涡流中流体运动半径随距离搅拌中心处相对高度差的增加而较小,且运动速率随半径变化易导致液体局部压力不均,产生气穴现象[6]。故固定中心的搅拌方式下,距搅拌中心高度不同区域的预聚物分散效率具有差异性,且分散效率差随搅拌时间的累积而加大。笔者通过研究搅拌中心高度变化对预聚物分散效率、主副反应竞争程度及润湿实木基材表面能力的影响,实现对2K WPU清漆涂饰效果低起泡性的优化。
1 材料与方法
1.1 试剂与仪器
聚羟基丙烯酸酯二次分散体(Part 1,Bayhydrol XP 2651,化学纯,德国Bayer公司);亲水性脂肪族异氰酸酯三聚体(Part 2,Bayhydur XP 2655,化学纯,德国Bayer公司);蒸馏水;消泡剂BYK022、BYK093和润湿剂BYK333、BYK345(化学纯,德国BYK公司);消泡剂Sago1710、润湿剂Sago3645(化学纯,德国Sago公司)。
电动剪切搅拌器;恒温水浴锅;实木立方体(10 mm×10 mm×10 mm);聚乙烯(PE)薄膜(40 mm×80 mm);远红外干燥箱;比重杯(QBB 50 mL,天津精科仪器公司);傅里叶红外分析仪(FT-IR,Magna.IR560 E.S.P,美国Nicolet公司);纳米激光粒度仪(NLG,ZetaPALS,美国BIC公司);视频光学接触角测量仪(VOCAM,OCA 20,德国DataPhysics公司);生物光学显微镜(OM,XSZ-207,浙江宁波永新光学公司);计算机图像处理软件(Adobe Photoshop CS6,美国Adobe公司)。
1.2 试验方法
1.2.1 预聚物混合阶段
先后将66.5 g Part 1和11.6 g Part 2按羟基与异氰酸酯基摩尔比为1.0∶1.2的比例加入250 mL三口烧瓶中,并安装温度计、球形冷凝管和电动剪切搅拌器。在25℃恒温和持续搅拌条件下反应125 min,搅拌方式如图1所示。D1、D3分别为0 min时的预聚物初始相界面中心和烧瓶容积1/3处水平面中心,而D2为D1和D3的中点。A搅拌中心:0~65 min时,在D1处;66~95 min时,升至D2处;96~125 min时,位于D3处。B搅拌中心:0~125 min时,始终位于D3处。
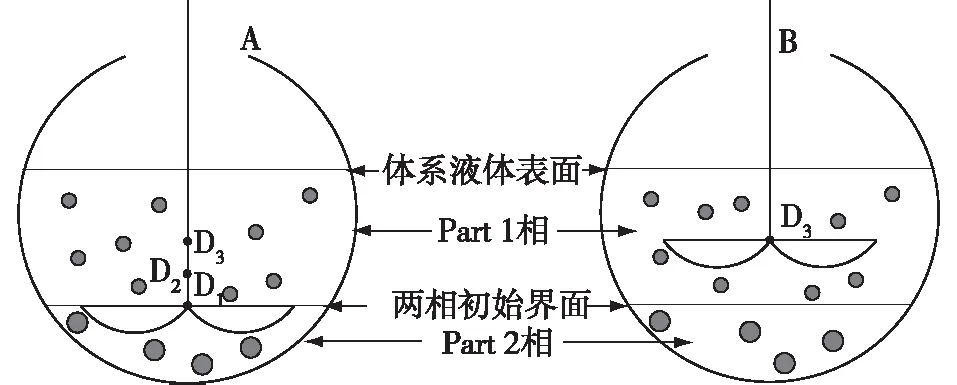
图1 搅拌方式示意Fig.1 The diagram of two stirring methods
1.2.2 涂装阶段
根据涂料黏度、润湿性及流动性等调整的需要,按涂-4杯黏度在25~40 s间的设计要求,分别按预聚物总质量的0~10%,2%和2%的比例添加蒸馏水、消泡剂和润湿剂,并搅拌均匀。在分析涂膜自身的起泡情况时,为了去除木材构造对观察涂膜气泡的影响,用线棒涂布器在PE膜表面按一定涂布量(0.5~4.0 kg/m2)进行涂装。在分析涂料对实木基材表面润湿性时,用1 mL医用注射器向实木基材表面滴加1 μL涂料。液态涂膜水平静置20 min后,在20℃远红外干燥箱中固化干燥2 h。
1.3 性能测试
1.3.1 涂料傅里叶红外光谱及分散体粒径分布测试
依照GB/T 32199—2015《红外光谱定性分析技术通则》和GB/T 19077—2016《粒度分析激光衍射法》,分别对涂料红外吸光度和粒径分布进行测试。
1.3.2 涂料液体表面张力测算

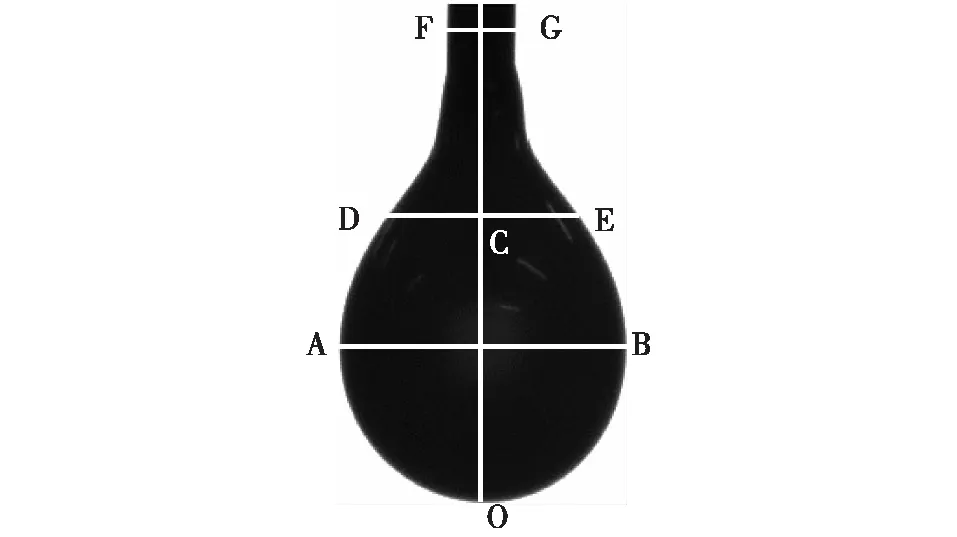
图2 测算VOCAM拍摄的涂料悬滴液Fig.2 Measure the drop image of coating liquid taken by VOCAM
1.3.3 涂膜起泡程度表征
首先,对将生物光学显微镜放大40倍后拍摄的涂膜数字图像,在Adobe Photoshop CS6软件中进行黑白处理[8]。由于像素间亮度、灰度、色相等图像性质存在差异,故可通过上述软件的轮廓识别工具对气泡与非气泡区域像素进行区分,并通过光亮强度直方图对填充为红绿蓝色彩系统中不同原色后的气泡与非气泡区域进行像素数量统计[9-10]。由于气泡缺陷分布不规则且易重叠,故可先统计光学显微镜视野内的涂膜总像素数(P1),再经轮廓识别统计非气泡区域像素数(P2),由两者差值(P3=P1-P2)表示视野内气泡区域像素数[11-13]。为便于比较不同样品的起泡程度,令气泡区域像素数与视野内涂膜总像素之比为K(K=P3/P1),以表示视野内气泡区域像素的出现概率。
2 结果与分析
2.1 不同搅拌方式对涂料制备中CO2产生的影响
预聚体聚合阶段的相关反应如下。
主反应:异氰酸酯基与聚丙烯酸酯上的羟基反应后,生成氨基甲酸酯。


预聚体在同一配比、同一温度分别以A、B两种方式搅拌125 min后测定红外透光率曲线,根据朗伯-比尔定律计算可得红外吸光光谱。预聚物搅拌前及不同方式搅拌后体系红外特征峰吸光强度变化情况的比较如图3。根据图3中的特征峰及共聚阶段的相关反应,可得表1。

图3 搅拌方式对预聚体聚合反应的影响Fig.3 The effect of stirring methods on the polymerization
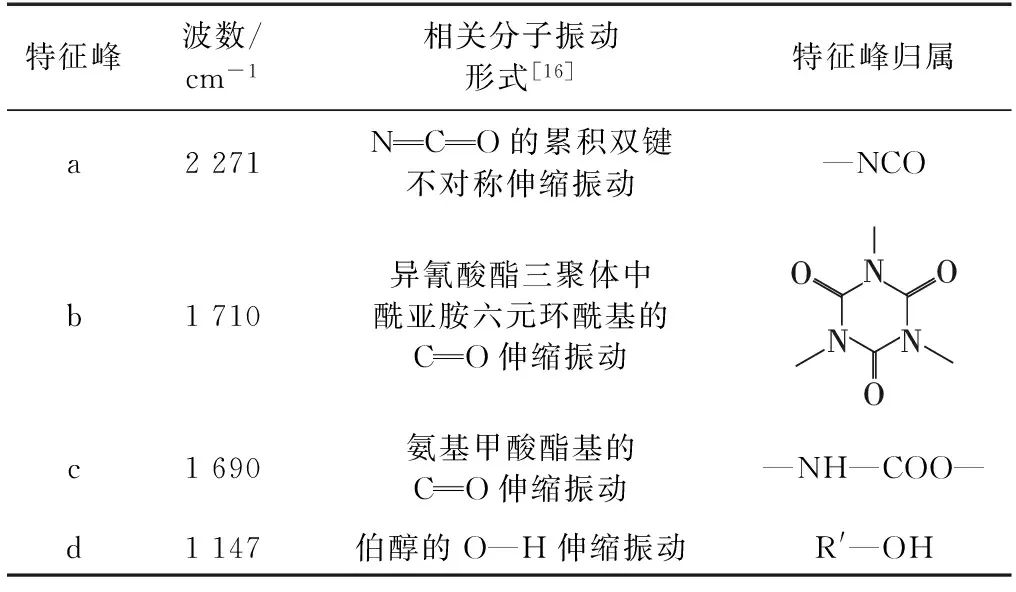
表1 红外特征峰归属Table 1 Infrared characteristic peaks
由于聚异氰酸酯中的酰亚胺六元环未参与反应,故选取b峰为内标定峰。结合图3与表1可知:预聚物聚合反应125 min后,以内标定基团b峰的峰强为参考时,可看出A搅拌体系在a峰处吸收度较B搅拌体系低,说明A搅拌体系中有更多的—NCO参与了反应。A搅拌体系较B搅拌体系在c峰处的吸光度更高,但在d峰处的吸光度更低,说明A搅拌体系中有更多的—NH—COO—生成,B搅拌体系最终有较多未反应的醇羟基[17]。故A搅拌方式更利于主反应的进行,不利于副反应的发生。因此,A搅拌体系中因副反应生成的CO2气体量较少。
2.2 不同搅拌方式对体系粒径分布及预聚物分散效率的影响
A、B两种搅拌方式在预聚物共聚开始后的第5,35,65,95和125 min(t1~t5)从体积中心处取样后测得的粒径分布情况见图4。根据图4a~c平均粒径的变化速率可看出:A搅拌体系中粒径减小速率明显快于B搅拌体系,说明A搅拌方式能更加快速地剪切、高效地分散密度较大及黏度较高的聚异氰酸酯,且A搅拌体系最终的平均粒径小于B搅拌体系,A搅拌体系分散粒子可获得更大的比表面积,提高与聚丙烯酸酯分子的接触面积,提高分散初始阶段主反应的发生速率[18]。从图4d可看出,两种搅拌方式下的分布指数(polydispersity index,PDI)均小于0.32,且A搅拌体系粒径分布变化更早趋于稳定,故A搅拌方式更利于主反应的进行且分散效率更高。

图4 搅拌方式对体系粒径分布的影响Fig.4 The influence of stirring methods on particle size distribution
2.3 不同搅拌体系中涂布量对涂膜起泡性的影响
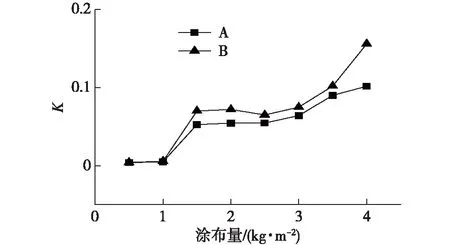
图5 不同搅拌方式下视野内气泡区域像素出现概率K随涂布量的变化Fig.5 The changes of bubble area ratio-K along with coating weight by different stirring methods
气泡区域像素数与视野内涂膜总像素之比K值随涂布量变化的统计结果见图5。K值越接近于1,表明视野内气泡区域像素出现概率越大;K值越接近0,则表明视野内气泡区域像素出现概率越小。由图5可看出:在涂布量在0.5~1.0 kg/m2区间内时,A、B两种搅拌体系的K值均接近于0;随着涂布量的增加,A体系的K值增长速度低于B体系,表明涂布量一定时A体系起泡程度更低。这可能是由于A体系较B体系取代基材表面气体的能力更强,故基材表面气体扩散进入涂膜内的程度较低[18],故A体系涂膜起泡性较B体系更低。
2.4 不同搅拌体系对实木基材表面润湿的影响
水稀释质量分数在0~10%区间内增加时, A、B体系在实木基材表面的接触角均减小,但A体系接触角减小速率大于B体系(图6a)。随着水稀释比例的增加,A体系表面张力增加幅度小于B体系(图6b),表明水稀释比例一定时A体系液体表面张力更小。由浸润功(Wi)、黏附功(Wa)和铺展系数(S)计算公式[19]:Wi=γ1gcosθ,Wa=γ1g(1+cosθ)和S=γ1g(cosθ-1)可得图6c~e。当水稀释质量分数为2%~10%时,A体系可获得比B体系更高的浸润功、黏附功和铺展系数,此时涂料液体取代实木基材表面气体相的能力较强,可获得较好的润湿效果。因此,由固体表面所吸附气体残留导致涂膜起泡缺陷的可能性较低。

图6 不同搅拌体系对涂料表面张力及基材表面润湿的影响Fig.6 The influences of different stirring methods on the surface tension of coating and wetting on solid wood surface different dilution ratios with water
添加质量分数为2%的不同消泡剂或润湿助剂后,A、B两种搅拌体系液滴的表面张力及对实木基材表面的润湿情况见图7。由图7可以看出:添加不同种类消泡或润湿助剂后,A体系接触角和液体表面张力均小于B体系(图7a、b);添加Sago1710和Sago3645时,A体系的浸润功、黏附功和铺展系数均高于B体系,此时可获得更好的润湿效果,利于降低起泡缺陷的发生(图7c~e)。
3 结 论
由不同搅拌方式对预聚物聚合反应、润湿实木基材和涂饰效果的分析可得出,A搅拌体系(搅拌中心高度由预聚物初始相界面处逐渐升高至反应体系体积中心处的搅拌方式)优于B搅拌体系(搅拌中心始终位于反应体系体积中心的搅拌方式)。与B搅拌体系相比,A搅拌体系主要优点:
1)分散系平均粒径更小、预聚物分散效率更高,且预聚物间接触面积更大,故主反应进行较快,副反应进行较慢,生成的CO2气体量较少。
2)涂布量在0.5~1.0 kg/m2区间内一定时,涂膜起泡性更低。
3)水稀释质量分数在0~10%区间内时,液体表面张力更小;水稀释质量分数在2%~10%区间内时,浸润功、黏附功和铺展系数更大。
4)按质量分数2%的比例添加Sago1710或Sago3645后,涂料对实木基材的润湿能力更强。
综上可知,A搅拌方式较B搅拌方式可提高预聚物分散效率,促进主反应的进行、抑制副反应的发生,提高涂料润湿实木基材的能力,并降低涂膜起泡性。
[1]李程,吴子刚,王晓彤,等.聚氨酯行业的现状及发展趋势[J].粘接,2016(11):63-70.LI C,WU Z G,WANG X T,et al.Current situation and development trend of polyurethane industry[J].Adhesion,2016(11):63-70.
[2]郑飞.水性聚氨酯改性的研究进展[J].合成树脂及塑料,2016,33(5):68-75.ZHENG F.Research progress of WPU modification[J].China Synthetic Resin and Plastics,2016,33(5):68-75.
[3]刘汉功.水性双组分聚氨酯面漆起泡原因分析[J].涂料技术与文摘,2016,37(7):47-54.LIU H G.Cause analysis of blister on surface of waterborne 2K PU topcoat[J].Coatings Technology and Abstracts,2016,37(7):47-54.
[4]徐梦达,宋群立,柴云,等.水性聚氨酯涂料改性研究进展[J].化学研究,2016,27(4):518-525.XU M D,SONG Q L,CHAI Y,et al.Progress on modification of waterborne polyurethane[J].Chemical Research,2016,27(4):518-525.
[5]NAZIR M H,KHAN Z A,STOKES K.Analysing the coupled effects of compressive and diffusion induced stresses on the nucleation and propagation of circular coating blisters in the presence of micro-cracks[J].Engineering Failure Analysis,2016,70:1-8.
[6]梁佳赟,王杰,郝惠娣,等.六斜叶圆盘搅拌桨的龙卷流型搅拌效能分析[J].中国科技论文,2016,11(23):2667-2671.LIANG J Y,WANG J,HAO H D,et alc.Effect analysis in tornado floe stirred vessel with six oblique leaf disc impeller [J].China Sciencepaper,2016,11(23):2667-2671.
[7]周斌,李思维,陈志勇,等.完全轮廓法计算液体表面张力的改进[J].清华大学学报(自然科学版),2016,56(12):1352-1356.ZHOU B,LI S W,CHEN Z Y,et al.Full-profile fit pendent drop method for surface tension measurements[J].Journal of Tsinghua University(Science and Technology),2016,56(12):1352-1356.
[8]REN Z X,YU H B,SHEN J L,et al.Preprocessing with Photoshop software on microscopic images of A549 cells in epithelial-mesenchymal transition[J].Analytical and Quantitative Cytopathology and Histopathology,2015,37(3):159-168.
[9]王兰,吕昊.基于数字图像的光学元件表面缺陷检测[J].激光杂志,2017,38(1):47-50.WANG L,LYU H.Surface defect detection of optical components based on digital image[J].Laser Journal,2017,38(1):47-50.
[10]王林林,孙跃东,聂琮,等.基于RGB色彩空间的花岗岩组成成分边界曲线识别与提取[J].中国科技论文,2016,11(13):1525-1529.WANG L L,SUN Y D,NIE C,et al.Boundary curve recognition and extraction of granite composition based on RGB color space[J].China Sciencepaper,2016,11(13):1525-1529.
[11]SEDGEWICK J.Using Photoshop with images created by a confocal system[J].Methods in Molecular Biology (Clifton N J),2014,1075:97-104.

[13]LAVOUÉ G,LIU H T,MYSZKOWSKI K,et al.Quality assessment and perception in computer graphics[J].IEEE Computer Graphics and Applications,2016,36(4):21-28.
[14]ZIA T U H,KHAN A N,HUSSAIN M,et al.Enhancing dielectric and mechanical behaviors of hybrid polymer nanocomposites based on polystyrene,polyaniline and carbon nanotubes coated with polyaniline[J].Chinese Journal of Polymer Science,2016,34(12):1500-1509.
[15]朱文凯,吴燕,曹坤丽,等.硅溶胶含量对UV固化水性木器涂料漆膜质量的影响[J].林业工程学报,2016,1(6):148-152.ZHU W K,WU Y,CAO K L,et al.Influence of silica sol content on quality of waterborne UV-curable wood coatings[J].Journal of Forestry Engineering,2016,1(6):148-152.
[16]SANGIAN D,ZHENG W,SPINKS G M.Optimization of the sequential polymerization synthesis method for polypyrrole films[J].Synthetic Metals,2014,189:53-56.
[17]曹坤丽,吴燕,于成宁,等.纤维素纳米晶体/KH560对UV固化水性木器涂层性能的影响[J].林业工程学报,2016,1(2):135-139.CAO K L,WU Y,YU C N,et al.The influence of CNC and KH560 on the properties of waterborne UV-curable wood coatings[J].Journal of Forestry Engineering,2016,1(2):135-139.
[18]MANICA R,KLASEBOER E,CHAN D Y.The hydrodynamics of bubble rise and impact with solid surfaces[J].Advances in Colloid and Interface Science,2016,235:214-232.
[19]JARRAY A,GERBAUD V,HEMATI M.Polymer-plasticizer compatibility during coating formulation:a multi-scale investigation[J].Progress in Organic Coatings,2016,101:195-206.
Optimization study of foam control in waterbornepolyurethane wood coating
WEI Shuangying1,2,LIU Xueling1,ZHANG Yanhua1,2
(1.Material Science and Engineering College of Northeast Forestry University;2.Key Laboratory of Bio-based Material Science and Technology (Northeast Forestry University), Ministry of Education,Harbin 150040,China)
According to the causes of foam in double-component waterborne polyurethane (2K WPU) wood coating,the effects of 2K WPU varnish were optimized through investigating the influence of the height variation of mixing center on the efficiency of the prepolymer dispersion,the competition degree between main and side effects,and the wet ability on the surface of solid wood.Based on the inhibition of CO2gas produced during the preparation of coating and the increase of the ability of replacing the gas of solid wood base material surface with coating liquid,this research was carried out.Compared with poly hydroxy acrylic ester,the molecular weight of hexamethylene diisocyanate(HDI) is heavier,and the viscosity is higher.In the fixed center mixing dispersion system,there was the fixed center flow vortex motion,the fluid movement rate decreased with the increase of the distance to the center of the mixing place.The movement rate changed with radius is prone to cause the partial pressure of liquid inequality.Thus,the fixed center mixing mode is easier to cause scattered difference with the accumulation of mixing time and increased efficiency.This paper optimized the low blister effect of WPU wood coating.Compared with the mixing center located in the volume center of the reaction system,mixing center height increased at the initial phase interface to the middle of reaction system volume mixing way,which can effectively improve the efficiency of prepolymer dispersion,promote the main reaction,and inhibit the occurrence of adverse events.After adding 2%-10% (mass percent) of distilled water and antifoaming agent Sago 1710 (2% mass percent) or wetting agent Sago 3645 (2% mass percent),the coating surface tension decreased,and the infiltration between the solid wood base material work,adhesion work and the spreading coefficient were improved.When the coating weight was between 0.5 and 1.0 kg/m2,coating foaming rate was lower.
waterborne polyurethane wood coating;low blister;optimization;antifoam
TQ639.8
A
2096-1359(2017)05-0132-06
2017-02-07
2017-04-18
中央高校基本科研业务费专项资金(2572017CB19);国家林业公益性行业科研专项(201504502);国家自然科学青年基金(312004400)。
韦双颖,女,副教授,博士,研究方向为水性涂料、水性胶黏剂及生物质基高分子改性利用。E-mail:dephnewsy@163.com
