改进支持向量机在SLA3D打印模型尺寸误差预测的应用*
2017-09-28陈晓波习俊通
董 雪,江 鹏,陈晓波,习俊通
(上海交通大学 机械与动力工程学院,上海 200240)
改进支持向量机在SLA3D打印模型尺寸误差预测的应用*
董 雪,江 鹏,陈晓波,习俊通
(上海交通大学 机械与动力工程学院,上海 200240)
采用SLA 3D打印机打印不同参数的同一模型,测量成型件模型尺寸参数,并利用改进的LS-SVM模型对不同参数的成型件尺寸误差进行预测。首先分析主要影响SLA 3D打印模型质量的原因,确定四个主要因素:叠层厚度,模型摆放角度和支撑密度,接触点大小。设计试验,采用SLA 3D打印机在此参数下打印,再对打印成型件进行测量确定成型件尺寸信息及尺寸误差,基于已有数据建立改进的LS-SVM模型对不同打印参数下的成型件的尺寸误差进行预测。结果表明模型预测正确率达到92.6471%,改进的LS-SVM相较于原寻优方法及BP神经网络对SLA 3D打印尺寸误差预测有良好的效果。
SLA3D打印;最小二乘支持向量机;打印质量预测
0 引言
3D打印采用材料积累的加工方法,区别于传统的材料去除工艺,是近些年新兴的一种工业快速成型技术[1]。目前的3D打印技术主要有立体平板印刷(SL),选择性激光烧结(SLS/SLM)分层实体造型(LOM)和熔融沉积造型(FDM)[2],其中选择性激光烧结技术以基于激光技术的立体光固化(SLA),激光选取烧结(SLS)为主,本文研究的是基于激光技术的立体光固化(SLA)3D 打印。
光固化(SLA)3D打印工作原理(图1)是树脂槽中放入光敏树脂,激光器安装在上方,通过电控激光器发射激光在树脂表面扫描、固化、成形[5]。
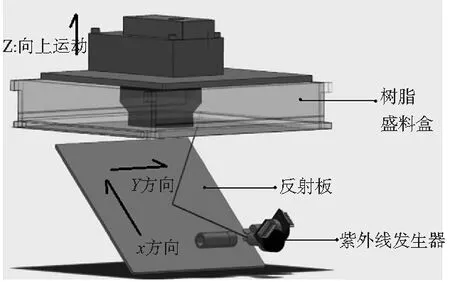
图1 SLA 3D打印机原理
光固化3D打印材料主要是粘稠状液体光敏树脂,光敏树脂在光下长期照射会造成材料变性,变硬凝结,所以打印过程要在避光条件下进行。本文实验使用的是透明的光敏树脂。
光固化3D打印成型件的几何精度受到很多外界条件的影响,外界条件如打印温度,光固化材料的纯净度,激光的扫描路径等,内在条件有打印模型的尺寸,复杂度,模型的支撑参数设计等,本文主要讨论在外界条件不变的情况下打印工艺参数对二维打印成型件尺寸误差的影响。
在模型打印过程中,随着模型形状复杂度的增加,支撑结构的支撑点数量和复杂度以更快的方式增加,这不仅耗费大量的打印材料和打印时间,也会因为支撑过多难以去除导致打印模型的表面质量退化。国内华南理工大学季良波建立了针对熔丝堆积三维打印精度预测的小波神经网络模型[3],西安理工大学李淑娟等建立了针对粉末材料的基于神经网络和遗传算法的三维打印工艺参数优化[4],目前尚未出现针对SLA三维打印机的打印质量预测模型分析。本文针对支撑形成原理未知的SLA 3D打印模型,提出通过采用改进的最小二乘支持向量机方法对打印结果进行预测,并对比了应用神经网络的预测结果,实际表明,改进的最小二乘支持向量机方法预测效果更好。
基于统计学习理论的支持向量机是一种专门研究小样本情况下的机器学习方法,在与SLA 3D打印质量预测的结合中,能在很大程度上解决各工艺参数和尺寸误差的建模选择以及模型训练过程的欠学习等问题。相比神经网络能有效避免过学习,局部最优化的问题,相比深度学习,能实现中小样本的高精度预测。
SLA 3D打印模型在打印过程中极易因工艺参数设置失误导致打印失败,造成材料和时间的浪费。本文创新性地提出对SLA 3D 打印模型的工艺参数数据和尺寸误差进行基于统计学理论的LS-SVM建模,并在模型参数寻优中引入遗传算法,加快计算速度,提高建模效率。该方法实现预测任意工艺参数下的模型尺寸误差,供准备打印的使用者参考,亦可作为打印预测参考,降低打印失败的几率,具有巨大的工程价值。
1 质量预测模型基本理论
1.1 支撑结构及其关键影响因子
和其他3D打印的成型过程一样,光固化3D打印也会使用复杂的支撑结构(图2),支撑结构的材料一般是光敏树脂。支撑结构是在考虑模型复杂程度和树脂特征及打印规律的基础上为了保证打印的成功率和模型的打印精度按照一定的规律生成,用以填补模型中的空洞、支撑悬空部分的结构。
常见的支撑结构为树杈状支撑,结构由两部分组成:水平基底和垂直支撑。垂直支撑保证零件悬空部分的打印稳定性和准确性;水平基底保证要打印的模型能良好的粘结在构造平台上,而从基底衍生的垂直支撑通过小的接触点与零件连接,保证支撑容易去除。
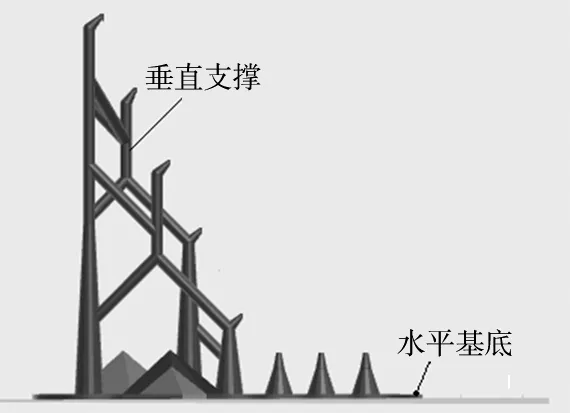
图2 支撑结构的基本特点
影响模型打印是否成功的因素有很多,由于模型打印内容主要是模型本体和支撑结构,因此分为两类:模型本体的结构复杂度和支撑结构的参数因子,如图3所示。
模型本体的结构复杂度在打印过程中体现为两个维度:叠层厚度和模型摆放角度。叠层厚度指3D打印时每层堆叠的厚度,当模型细节越多,越复杂时,模型的叠层厚度就要不断减小以实现细微结构的打印尺寸要求。模型摆放角度指模型在打印时的摆放角度。模型与水平方向所成角度越大,所需支撑结构高度增加,在打印层厚一定,支撑密度一定的情况下,打印时间越长,模型表面上相邻两支撑接触点的距离越大,耗费的材料越多,但支撑更易去除,反之,模型与水平方向所成角度越小,所需支撑结构高度减少,在打印层厚一定,支撑密度一定的情况下,打印时间越短,模型表面相邻两支撑点的距离越小,耗费的材料越少,但支撑难以去除,且新打印层较已打印层面积增加较多,影响打印表面质量[6]。
支撑结构的参数因子主要分类两点:支撑密度和接触点大小。支撑密度指支撑点在模型上布置时的密度,决定支撑柱的密集程度和支撑结构与模型的接触点数,改变密度同时会改变接触点在模型表面上水平方向和竖直方向的距离。接触点大小指支撑与模型接触时的接触点横截面积大小,面积越小,越节约材料但可能导致模型表面质量变差,反之则可能导致材料浪费和剥离困难。
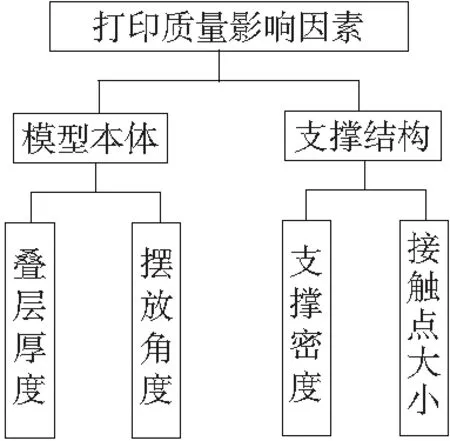
图3 打印质量影响因素
综上分析,本文主要考虑支撑结构的四个因子对打印模型最终成型件的影响:叠层厚度,模型摆放角度,支撑密度和接触点大小。并围绕这四个因子进行多水平的试验,建立改进的最小二乘支持向量机预测模型,并与神经网络模型及未改进的最小二乘支持向量机作对比。
1.2 最小二乘支持向量机改进算法
SVM本质是基于机器学习的分类模型[7],在统计分类及回归分析领域应用广泛。它通过寻找满足分类要求的超平面使选定的训练集的不同类型点相对于分类面的距离尽可能的远,实现对数据集的分类(见图4)。

图4 支持向量机的基本原理
最小二乘支持向量机(LS-SVM)算法是标准SVM的变形,将SVM求解二次规划问题转换为求解线性方程组,避免采用不敏感损失函数,大大降低了计算的复杂性,基于以上优点将其引入3D打印成型件的几何误差预测。
LS-SVM算法的具体推导过程如下:
给定N个训练样本{(xi,yi);…;(xN,yN)},其中xi为n维的训练样本输入,yi为训练样本输出。本文为{(xi1,xi2,xi3,yi)},其中xi1表示第i个训练样本中的第一个变量因素,xi2表示第i个训练样本中的第二个变量因素,xi3表示第i个训练样本中的第二个变量因素。
LS-SVM算法的目标优化函数为:
(1)
s.t.yi=wTφ(xi)+b+ei;i=1,…,N
(2)
式中:φ()为核空间映射函数;w为权矢量;ei为误差变量;b为偏置量;μ和γ为可调参数。为求解函数的最小值,构造Lagrange函数:
(3)
式中,αi为拉格朗日乘子。
对式(1)求偏导可得:
(4)
(5)
i=1,…,N

(6)

(7)
通过消去w和e,求解的优化问题转化为求解线性方程:
(8)
其中,
y=[y1;…;yN],Iv=[1;…;1],α=[α1,…,αN],
Ω=φ(xi)Tφ(xi)=K(xi,xl)
(9)
i,l=1,…,N
通过求解式(4)可得到和则用于函数估计的LS-SVM为:
(10)
式中,k(x,xi)为核函数。常用的核函数主要有多项式,RBF(径向基),Sigmoid等,一般采用径向基核函数,即:
(11)
基于径向基核函数的LS-SVM,需确定惩罚因子γ和核参数σ两个参数[8]。核参数σ是径向基核函数自带的参数,主要决定映射后产生作用的维数实际大小,σ越大,高次特征的权重就衰减的越快,相当于映射到低维子空间;反之,σ越小,又会造成任意的数据映射结果线性可分割。而γ的选择,主要是针对分割过程可能出现的奇异点引入软间隔超平面,决定对分割面准确性的容忍程度,γ越大,表示分割过程选取支持向量的错误容忍程度增加,造成分割不准确,反之又可能造成分割无法完成。
对于γ和σ的确定,传统算法一般采用网格搜索法,此处进行改进采用遗传算法对参数γ和σ进行优化选择,采用3折交叉验证分类准确率作为适应度函数,γ的取值范围是(0.01~100),σ的取值范围是(0.01~100)。
遗传算法(Genetic Algorithm)是一种启发式算法,它借鉴生物界自然选择和自然遗传机制,较网格搜索等传统方法更方便、具有鲁棒性更强、便于并行处理等特点。在处理支持向量机存在的两个模型参数γ和σ寻优时,首先初始化模型参数,设定二进制编码,随机确定模型参数的初始种群,对支持向量机模型进行训练。遗传算法是对适应度函数的最大化寻优,而支持向量机模型参数选择是最小化优化问题,因此作如下转换:
(12)
计算出适应度函数后,判断是否为全局最优解,如果满足条件的话,所确定的参数γ和σ纳入支持向量机模型训练中,否则,迭代地进行种群再生、选择、交叉、变异,指导满足终止条件为止,其计算效果对比见表1。

表1 分类结果比较
2 二维打印模型的设计及3D打印设置
使用SolidWorks软件设计了一种只在二维方向上有尺寸信息的模型,该模型具有打印模型通常具备的圆弧,直线,圆孔及尖点,尺寸约为25×25×2(mm3),其CAD图如图5所示。

图5 打印模型图
本实验在Formlabs SLA 3D打印机上进行(见图6),Formlabs 3D打印机由Formlabs公司生产,打印精度最高可达到0.025mm,该打印机内嵌支撑生成软件,打印者可通过更改支撑及打印参数生产支撑结构。将设计好的打印模型导入到SLA三维打印软件Preforms中,形成具有支撑结构的打印模型(见图7)。
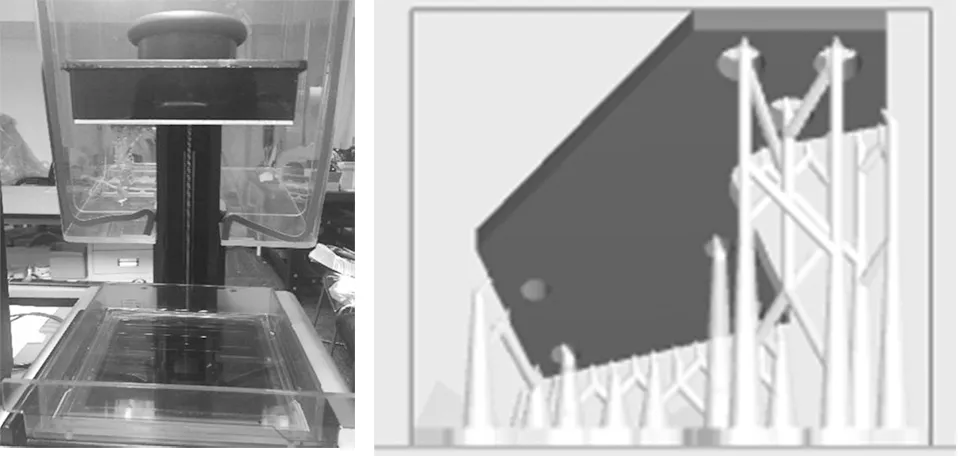
图6 模型打印 图7 支撑结构的模型
2.1 不同打印参数设置
在外界打印条件不变的情况下,室温23℃,光固化材料型号Clear FLGPCL02,模型支撑参数设计如图所示,模型打印均选择单位成型厚度为0.025mm,0.05mm,接触点大小选择0.50mm,1.00mm,其中摆放角度分别取5°、-85°,步长为5°,支撑密度取0.50,1.00,1.50,打印成型件及有缺陷件如图8所示。
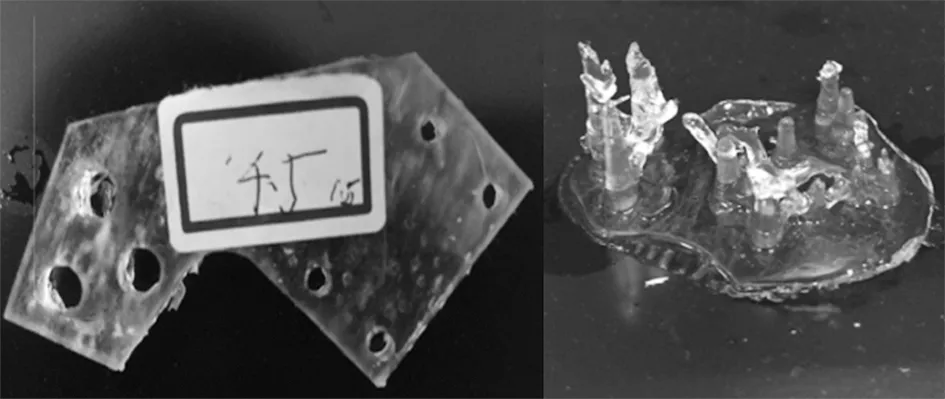
(a)打印成功的模型件 (b)支撑失败状态图8 成型件的成功、失败状态
2.2 采用光学测量仪对成型件进行测量
所测量点如图9所示,分别为圆心点位置:C1,C2,C3,C4,C5,C6,C7,交点位置D1,D2,D3,D4,D5,D6。
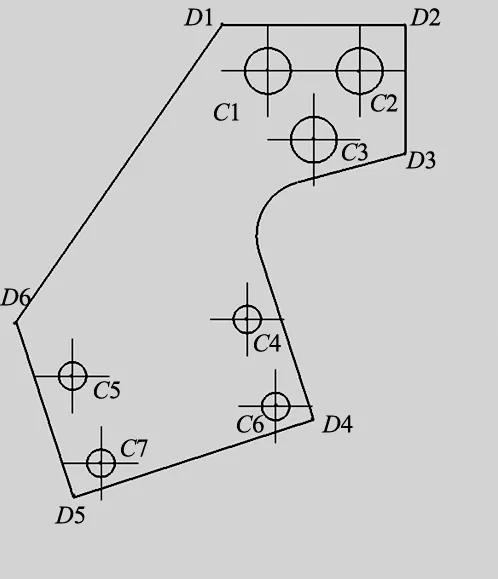
图9 模型需测点
采用这种方法得到成型工件的尺寸信息,并与原设计CAD图的尺寸信息对比计算得出尺寸误差的标准误差。

(13)
其中,i为第i个模型;j为匹配后第i个模型上测得的第j个关键点的实际位置与标准位置的距离。
3 改进LS-SVM尺寸误差预测模型
由于LS-SVM是二分类预测模型,所以使用M值作为标签点参数。
根据3D模型的经验表明,当模型几何尺寸的标准误差小于0.3时,模型质量良好。
当σi≤0.3,设定M=+1;σi≥0.3,设定M=-1。测量计算数据记录及整理见表2。
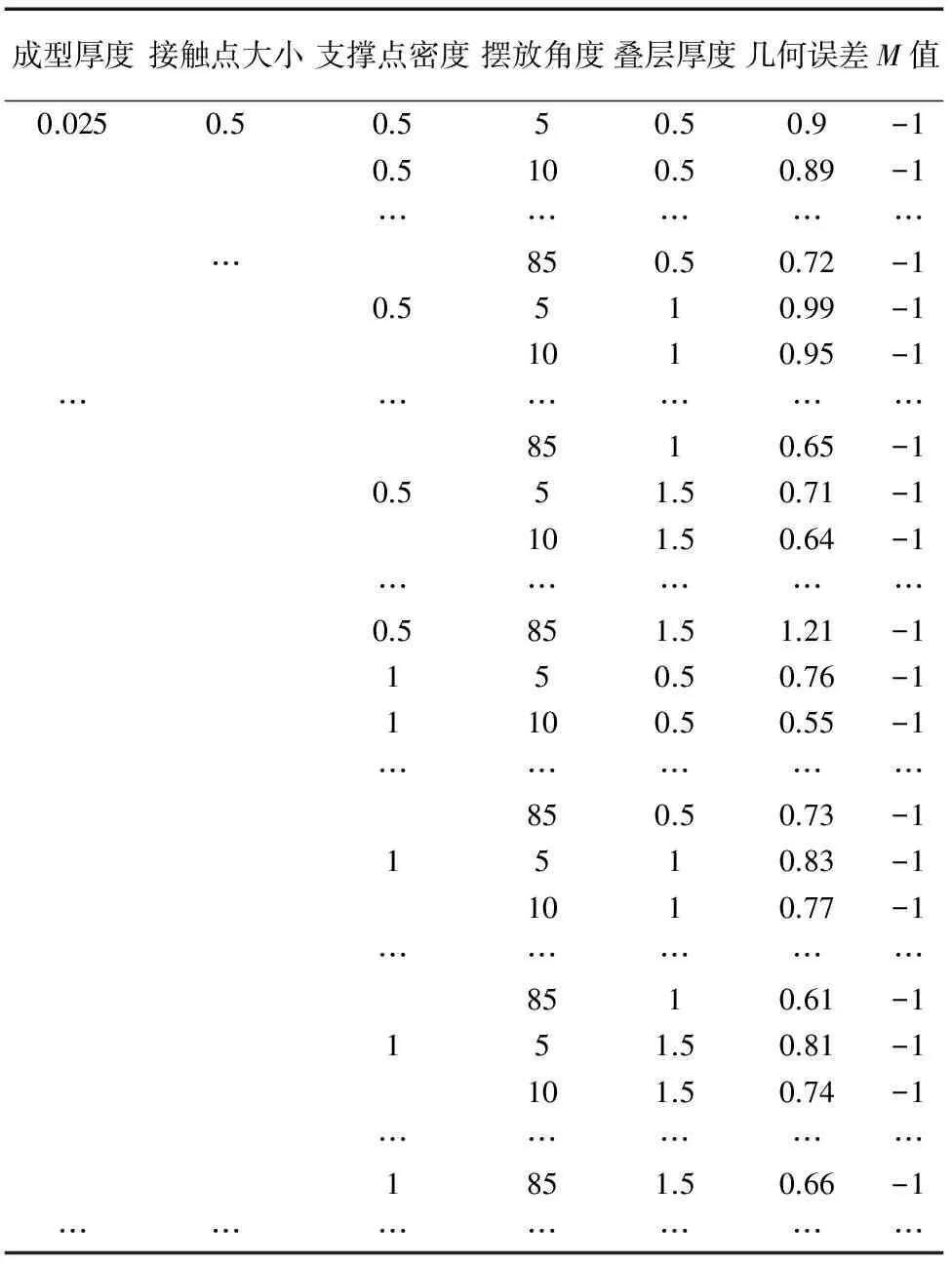
表2 支撑结构参数设置
故工艺参数形成{x1,x2,x3,x4,y}的特征向量及标志值共计68组,其中x1代表接触点大小,x2代表支撑点密度,x3代表摆放角度,x4代表叠层厚度,y代表每组特征向量的标志,由几何误差转换而来。 LS-SVM算法建模中高斯核函数的两个参数是惩罚因子和核参数[8],本文根据最小二乘支持向量机的原理应用matlab2013a软件实现,使用3折交叉验证法训练模型,并分别采用网格搜素法和遗传算法确定核函数惩罚因子和核参数的最优值,其中网格搜索法确定γ=1,σ=78,预测准确率为85.2941%(58/68),遗传算法确定γ=1.2,σ=76,预测准确率为92.6471%(63/68),而使用BP神经网络建模正确率仅为60.2941%(41/68),其中输入层、隐含层和输出层神经元个数分别为6、12、4个,传递函数依次为线性传递函数,正切S型传递函数。
故在打印前对参数打印结果进行预测可有效提高打印的成功率,有利于降低材料的损耗和时间的浪费[9]。
针对γ,σ寻优,网格搜索法相比遗传算法准确性更低的原因是网格搜索法设置搜索步长,会降低搜索到最恰当数值的可能性;而在参数寻优时遗传算法优于网格搜索的地方有两点:速度更快,降低计算量,节省计算时间;没有步长限制,精度更高。
针对最小二乘支持向量机预测模型效果优于BP神经网络的原因有两点,第一是BP神经网络容易陷入求解局部最优而忽略整体最优解,第二少量样本情况下BP神经网络对于特征向量与标志值之间的复杂关系难以完全建立。
4 结论
通过利用支持向量机预测模型对不同支撑参数下打印出的成形件尺寸误差进行训练预测,可得到当折数为3,核函数参数1.2,76,最高预测准确率为92.6471%的模型,虽然通过对二维模型的打印成型件数据具有一定的局限性,如结构过于简单,参数设置范围较窄等,但其原理对于其他复杂模型的打印质量预测具有指导意义。
[1] 李祥,李涤尘,卢秉恒,等. 三维骨微管结构支架构造及体外培养研究[J]. 中国生物医学工程学报,2006,25(2):147-150.
[2] 颜永年,李生杰,熊卓,等. 基于快速原型的组织工程支架成形技术[J]. 机械工程学报,2010,46(5):93-98.
[3] 李淑娟,陈文彬,刘永,等.基于神经网络和遗传算法的三维打印工艺参数优化[J].机械科学与技术,2014,33(11):1688-1693.
[4] 纪良波.基于小波神经网络熔丝堆积三维打印精度预测模型[J].上海交通大学学报,2015,49(3):375-378,382.
[5] 江静,祁文军,阿地力·莫明.快速成型技术在医学上的应用[J].机械设计与制造,2011(5):254-256.
[6] Vapnik V N.An Overview of Statistical Learning Theory, 1999 , 10(5):988-999.
[7] 毛勇.基于支持向量机的特征选择方法的研究与应用[D].杭州:浙江大学,2006.
[8] 刘松青.基于LS-SVM软测量建模方法的研究[D].南京:南京理工大学,2008.
[9] Ong C J,Sui D,Gilbert E G.Enlarging the terminal region of nonlinear model predictive control using the support vector machine method[J].Automatica,2006,42(6):1011-1016.
(编辑李秀敏)
ImprovedLeastSquaresSupportVectorMachine(SVM)UsedonSizeErrorPredictionofSLA3DPrintingModel
DONG Xue,JIANG Peng,CHEN Xiao-bo,XI Jun-tong
(School of Mechanical Engineering, Shanghai Jiaotong University, Shanghai 200240,China)
SLA 3D printer prints the same model of different structural parameters, and to acquire the size error of different models printed models are measured ,finally an improved LS-SVM prediction model is built to predict the size error of model printed on other structural parameters . Firstly four factors that affects quality of the printed model are analyzed including thickness of the printing, the area of touch segment ,density of supporters and the angle of the model set .Then an experiment that consists of the different structural parameters is desiged and implemented. Models are measured and size information is got. Then transforming analysis of experimental data into size error and sorting the results with certain tolerance threshold .Finally improved LS-SVM model is built to predict models’ size error. Results show that the model prediction accuracy reached 92.6471% and the improved LS-SVM prediction method works well on error prediction of SLA 3D printing models than other methods such as the former one and the BP-neural network.
SLA 3D printing; LS-support vector machine (LS-SVM); size error prediction
TH164;TG506
:A
1001-2265(2017)09-0035-05
10.13462/j.cnki.mmtamt.2017.09.010
2016-11-03;
:2016-11-28
上海市科委项目(15111102203、16111106102);上海交通大学医工(理)交叉基金资助(YG2014MS04、YG2015MS09)
董雪(1991—),女,成都人,上海交通大学硕士研究生,研究方向为质量预测,(E-mail)dongxueviva@sjtu.edu.cn。