带有高增益观测器的MDF连续热压系统滑模控制
2017-09-27朱良宽王沛煜王子博花军
朱良宽,王沛煜,王子博,花军
(东北林业大学 机电工程学院,哈尔滨 150040)
带有高增益观测器的MDF连续热压系统滑模控制
朱良宽,王沛煜,王子博,花军
(东北林业大学 机电工程学院,哈尔滨 150040)
中密度纤维板(Medium Density Fiberboard,MDF)作为木材综合利用率高的一种人造板材,其厚度精度决定了板材的力学性能,从而影响其质量。本文将连续热压机电液位置伺服系统作为被控对象,针对MDF板坯厚度控制问题,提出一种带高增益观测器的滑模控制策略。首先通过设计高增益观测器对系统输出的位置信号进行观测,将位置、速度及加速度信号的估计值返回滑模控制器,实现了无需速度、加速度测量的滑模控制,保证了观测误差一致最终有界。然后通过构造合适的Lyapunov函数,证明了所提出的控制策略不但能使系统指数渐近稳定,而且保证了跟踪误差的一致最终有界性。仿真实验结果表明,所提出的控制方法可以保证系统精准快速地跟踪位置信号,从而可以保证MDF获得良好的厚度精度。
中密度纤维板;连续热压;电液位置伺服系统;高增益观测器;滑模控制
0 引言
中密度纤维板(Medium Density Fiberboard,MDF)作为木质人造板材的主要板种之一,其花色品种多样,材质的物理学性能、再加工性能等均佳,受到人们的青睐[1]。MDF可以合理的利用木材加工的废料、低质材、未利用材为原料,极大地缓解了木材资源匮乏的状况,为保护生态环境及森林资源做出了积极的贡献。
热压是生产纤维板的关键工序,在其过程中通过对板坯进行加热和施加压力,将板坯压制成所需厚度、密度和物理学性能的纤维板[2]。板材厚度精度是热压生产中一个十分重要的指标,其厚度决定了板材的力学性能,从而影响其质量。目前,国内MDF生产过程中对板厚的控制方法可分为压力控制法与位置控制法。后者是连续热压机以闭环位置控制的方式控制各组压缸实现板坯的厚度控制。
对于MDF连续热压板厚控制问题的研究,目前仍处于起步阶段,所取得的研究成果也很有限。MDF板厚控制大多采用电液伺服系统完成的,针对电液伺服系统控制问题,PID控制策略在工程上得到了广泛的应用[3-6]。近年来又有学者应用先进控制理论,拟解决电液伺服系统非线性干扰等问题。文献[7]~[9]提出了反步控制策略,并证明了该控制策略对电液伺服系统的不确定性问题具有良好的鲁棒性。文献[10]~[13]通过滑模控制保证了系统具有良好的鲁棒性。文献[14]提出一种基于Lyapunov直接法的控制策略,使系统的控制器设计更为简单,具有一定的实用价值。值得注意的是,上述方法都是建立在测量信号的速度及加速度的基础上进行控制,且测量精确度对控制结果至关重要。然而在实际工程中,对速度和加速度的精确测量本身就具有一定的难度,且测量经济成本较高,上述控制方法在实际控制中仍具有一定的局限性和挑战性。
近年来,有学者提出输出反馈控制策略[15-16],在无需测量速度或加速度的状况下对系统进行反馈控制。高增益观测器能够根据系统的输出估计系统输出的导数项,且不依赖于系统的数学模型,在非线性输出反馈控制中得到广泛应用[17-21]。文献[17]提出一种带高增益观测器的船舶航迹鲁棒跟踪控制,实现了水面船舶航迹的精确跟踪控制;文献[18]针对感应电机强耦合线性系统,提出一种非线性高增益观测技术引入到感应电机的磁链观测中,并证明了高增益观测器的收敛性;文献[19]通过设计高增益观测器实现了对船舶动力定位系统的输出反馈控制,使船舶的位置的艏摇角收敛于期望值,并保证船舶动力定位系统所有信号均一致最终有界。
借鉴上述思想,针对MDF连续热压机控制问题,在已知模型信息的情况下,提出一种带高增益观测器的MDF连续热压电液伺服位置控制方法。首先采用传统滑模进行滑模控制,并选取饱和函数作为切换函数,然后设计高增益观测器对系统信号进行估计,将估计值引入所设计的控制律,实现无需速度和加速度测量的滑模控制。
1 热压工艺及系统描述
1.1 MDF热压工艺简述
热压是MDF生产过程中一个重要环节,通过热压机对板坯进行加热和施压,使板坯内的胶黏剂固化并在纤维之间形成胶合点,由此完成热压过程,达到控制板坯厚度和密度的目的。在连续热压机工作的流程中,在定厚段排出板坯中剩余的水蒸气以避免分层及鼓泡等缺陷,从而使其获得稳定的厚度。由于此过程中MDF板坯内存在蒸汽压力,致使板坯容易出现厚度偏差,导致水蒸气不能充分排出,进而造成MDF板材品质下降。由此可见,必须在此阶段对板坯进行严格的厚度控制。
1.2 数学模型建立
对MDF连续热压机控制系统进行位置跟踪控制,首先需要建立该系统的数学模型。目前,大多数MDF连续热压机板厚控制系统采用的是液压位置控制系统,控制原理如图1所示。液压缸选取四通阀控对称液压缸,并选取单液压缸作为研究对象。四通阀控液压动力机构如图2所示。四通阀控动力机构的3个基本方程如公式(1)所示,详细推导请参看文献[22]。

图1 MDF连续热压机液压位置控制系统Fig.1 MDF continuous hot-press electro-hydraulic position servo system
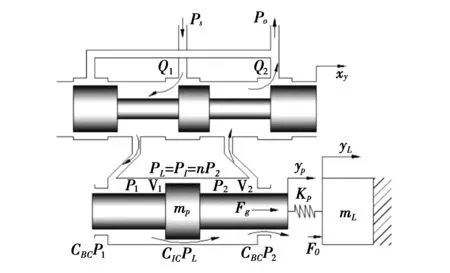
图2 四通阀控液压缸动力机构Fig.2 Configuration of the EHSS with a single cylinder
(1)
式中:QL为负载流量;cd为滑阀口流量系数;ω为滑阀节流窗口面积梯度;xv为阀芯位移;ρ为液压油密度;ps为供油压力;pL为负载压力;A为液压缸活塞有效面积;y为活塞位移;Ct为液压缸外泄漏系数;Vt为液压缸油腔总体积;βe为油液弹性模量;m为活塞和负载的总质量;Bc为活塞的黏性阻尼系数;K为负载弹簧刚度。
将伺服放大器等效为比例环节,且伺服阀输入电流与阀芯位移之间的关系也可以等效为比例环节,则如下等式成立:

(2)
式中:Ksv为伺服阀增益;Ka为伺服放大器增益;i为伺服阀输入电流;u为控制器输出电压。
(3)
2 带高增益观测器的滑模控制器设计
基于高增益观测器的滑模控制系统如图3所示。首先利用观测到的位置信息,通过高增益观测器去估计MDF连续热压电液伺服位置控制系统的位移、速度以及加速度,再将估计值返回滑模控制器对系统进行无需速度和加速度测量的滑模控制。
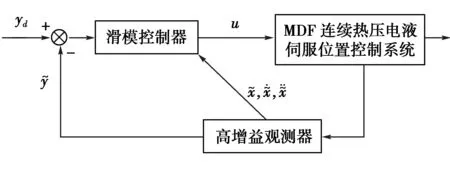
图3 带高增益观测器的滑模控制系统Fig.3 Configuration of the proposed controller
2.1 滑模控制器设计
针对公式(3),首先设计如下滑模函数:
(4)
其中c1>0,c2>0,e=x1-yd。
取控制律为:

(5)
由于传统滑模抖振存在问题,用饱和函数代替理想滑动模态中的符号函数,并改进控制率如下式[23]:
(6)
其中,
(7)
2.2 高增益观测器的设计
高增益观测器是指在增益趋于无穷大(或者充分小)的时候,对给定信号提供准确的时间导数。针对被控对象公式(3)的三阶高增益观测器表达为:
(8)


(9)
若取A为Hurwitz,即A的特征值为负,需要设计h1、h2和h3,使A满足Hurwitz。


(10)
其中,φ0和σ0为正的常数。
因此,设计控制率如下式:

(11)

3 稳定性证明
由于系统的稳定性决定了控制输出的精度,而控制输出又影响着MDF板厚的精度,因此有必要对系统的稳定性进行证明。针对公式(3),采用高增益观测器的滑模控制设计步骤虽然简洁,但由于使用估计值进行滑模控制,使得系统的稳定性证明略具复杂性。
根据公式(7)、公式(11),取|s|≤Δ,并令η=kμ,有下式成立:

(12)


(13)





(14)
(15)
即
(16)
由于V(t)≥0,故t→∞时,V(t)=0,且V(t)指数收敛,收敛精度取决于η。
在公式(7)中,当s>Δ或s<-Δ时,稳定性证明过程同上,因此不再赘述。
由上述证明可以保证跟踪误差渐近收敛为0,因此本文所提控制方法可以保证板厚控制精度在预期范围内。
4 仿真分析
针对MDF连续热压电液伺服位置控制系统,根据实际热压工艺并针对其定厚段,为验证本研究提出策略的有效性,通过Matlab2014a/Simulink进行仿真实验。
外负载力F主要来自板坯内部蒸汽压力,本文只考虑连续热压机的定厚段,并假设在压机出口处检测到板坯出现了厚度误差,以0为基准进行纠偏,并选取四通阀控液压缸主要标称参数如下[25]:
Ksv/(m·A-1)=0.01,Ka/(A·V-1)=0.012 5,cd=0.61,ρ/(kg·m-3)=850,A/(m2)=0.1256,ω/(m)=0.025,βe/(MPa)=685,F/(N)=54 780,ps/(Mpa)=25,Ct/(10-16m5·N-1·s-1)=5,Bc/(106N·s·m-1)=2.25,k/(GN·m-1)=2.4,Vt/(10-3m3)=2.356,m/(kg)=1×103,pL=ps/3。
情形1:无干扰情形,即d=0。假设液压缸活塞初始位置x0=0,给定期望板厚纠偏信号为yd=0.1mm,对其进行位置跟踪。

热压工艺过程不可逆,位置跟踪的超调现象是绝对不允许的。图4为采用传统滑模控制(见公式(5))与本文方法(见公式(11))的位置跟踪以及误差跟踪曲线。根据图4所示,与前者相比,所提方法无需速度与加速度测量值且无超调,实现了快速跟踪期望位置的目标,逼近误差也可以收敛到零附近的一个很小的邻域内。
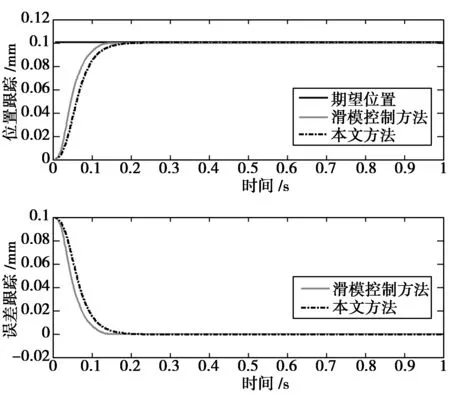
图4 位置跟踪和误差跟踪Fig.4 Position tracking and tracking error
图5~图6是系统的速度、加速度与其估计值的对比,可以看出,在系统存在初始速度与加速度的情况下,高增益观测器可以迅速估计其值并跟踪,可以达到代替实际值进行控制的要求。控制输入曲线如图7所示,曲线较为平滑,说明此控制方法下系统具有较低的输入电压,且几乎无抖振。
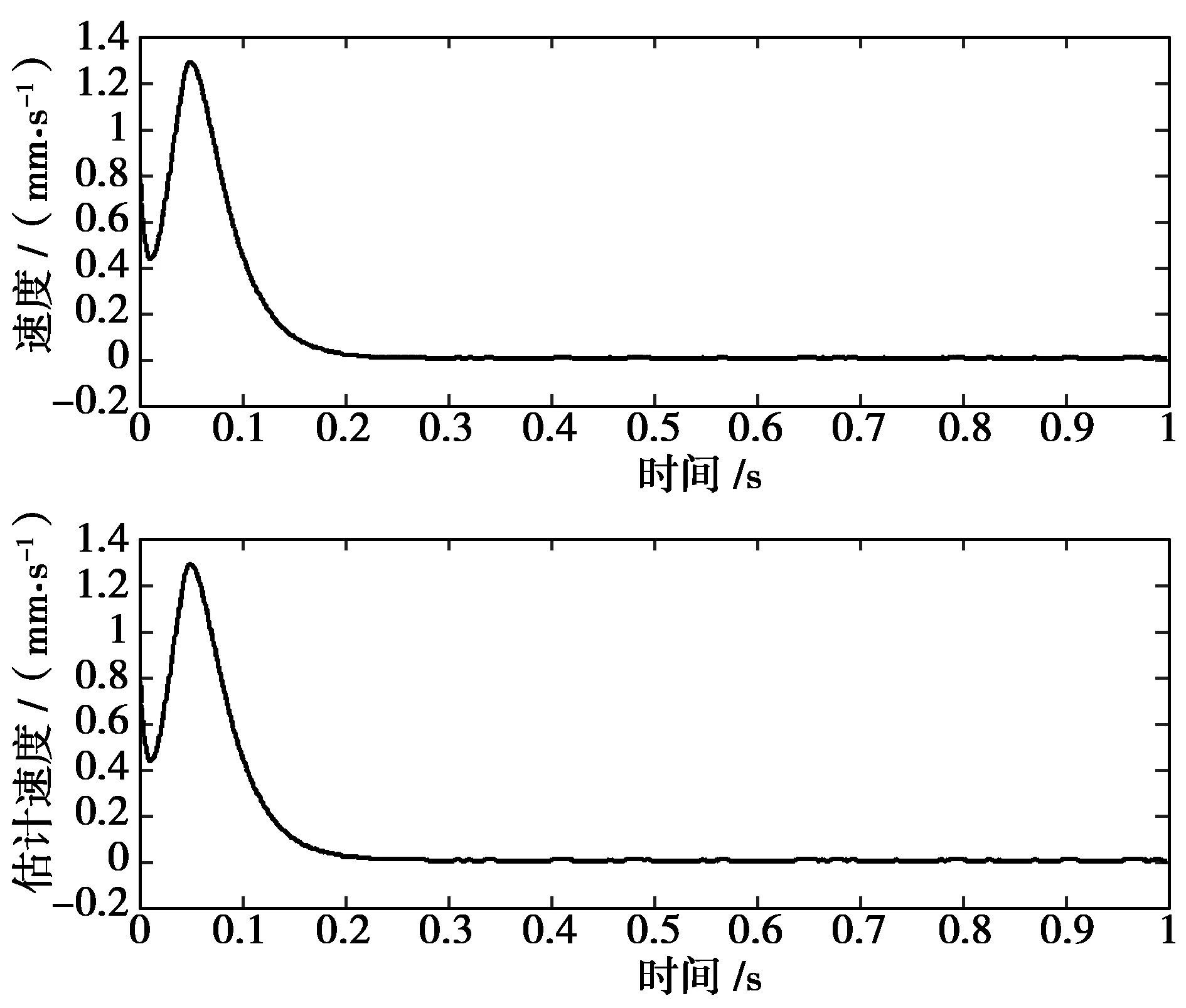
图5 速度与估计速度对比Fig.5 Comparison between velocity and estimated velocity
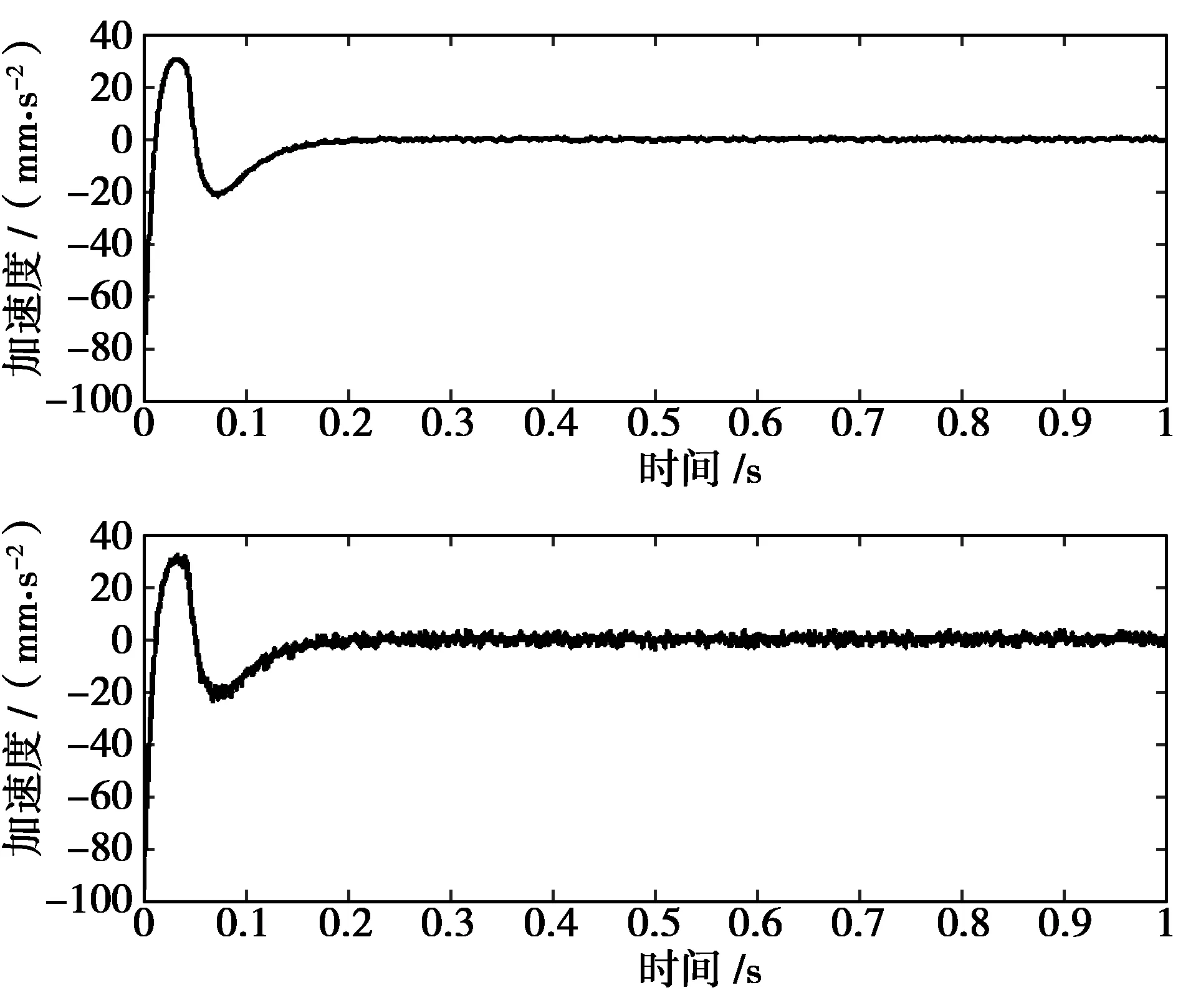
图6 加速度与估计加速度对比Fig.6 Comparison between acceleration and estimated acceleration

图7 带高增益观测器的滑模控制输入曲线Fig.7 Input curve of sliding control on high gain observer
情形2:存在干扰情形,由于外负载力的影响[20],取干扰:
d=0.002 3cos4πt-50.265 5sin4πt-0.031 9假设液压缸活塞初始位置x0=0,给定期望板厚纠偏信号为yd=0.1mm,对其进行位置跟踪。选取的仿真参数为:k=100,即Δ=0.01;c1=8 000,c2=300,μ=150;k1=3,k2=3,k3=1,ε=1×10-4。仿真结果如图8~图9所示。
图8为传统滑模控制与本文方法位置跟踪及误差跟踪曲线。在加入了外干扰的条件下,无需速度与加速度测量便可实现对期望位置的快速逼近。系统控制输入如图9所示,与图7相比,虽然在有干扰存在的条件下系统输入电压变化速率快,且峰值较高,但仍在保持系统稳定的输入范围内。
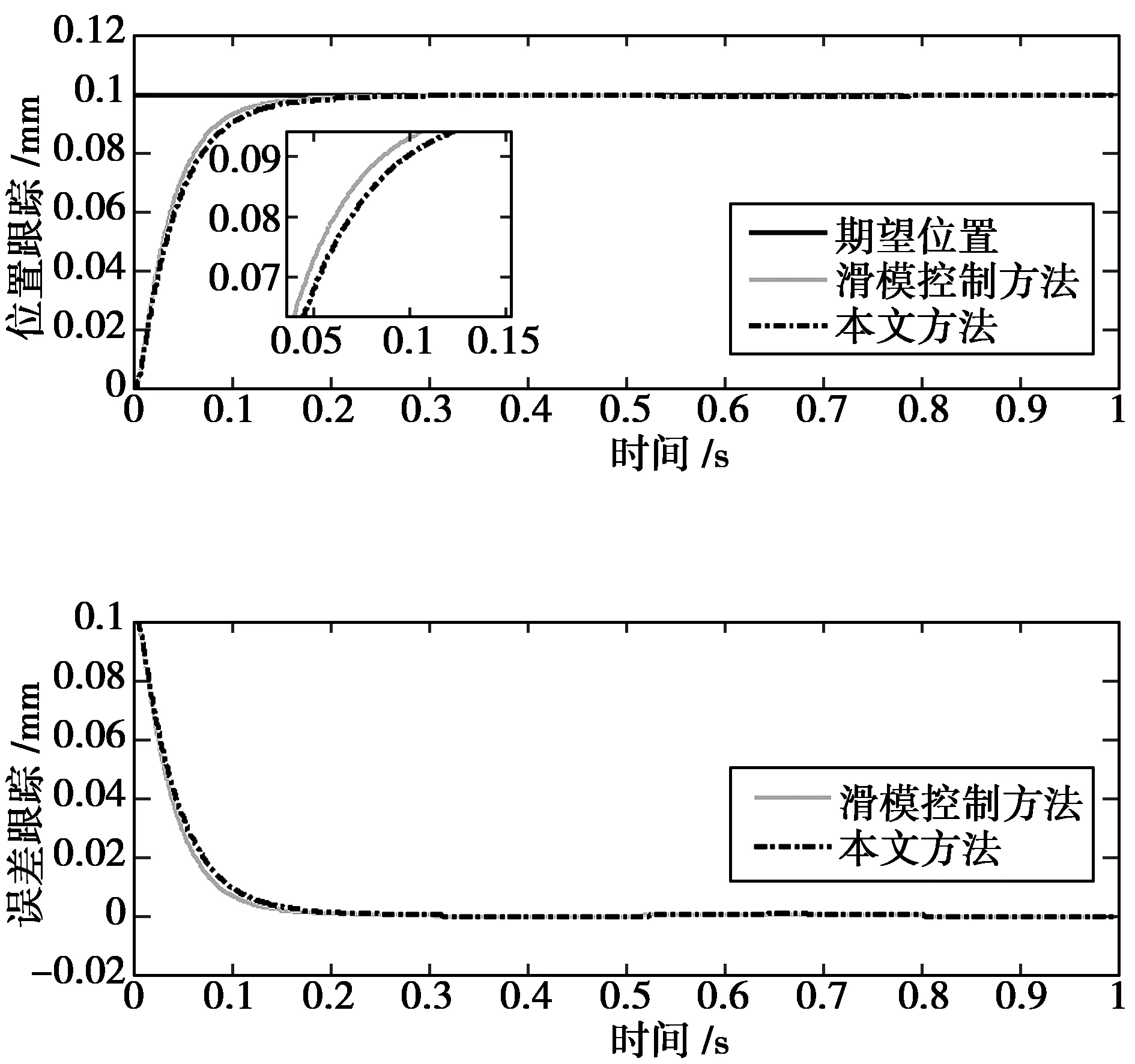
图8 位置跟踪和误差跟踪Fig.8 Position tracking and tracking error
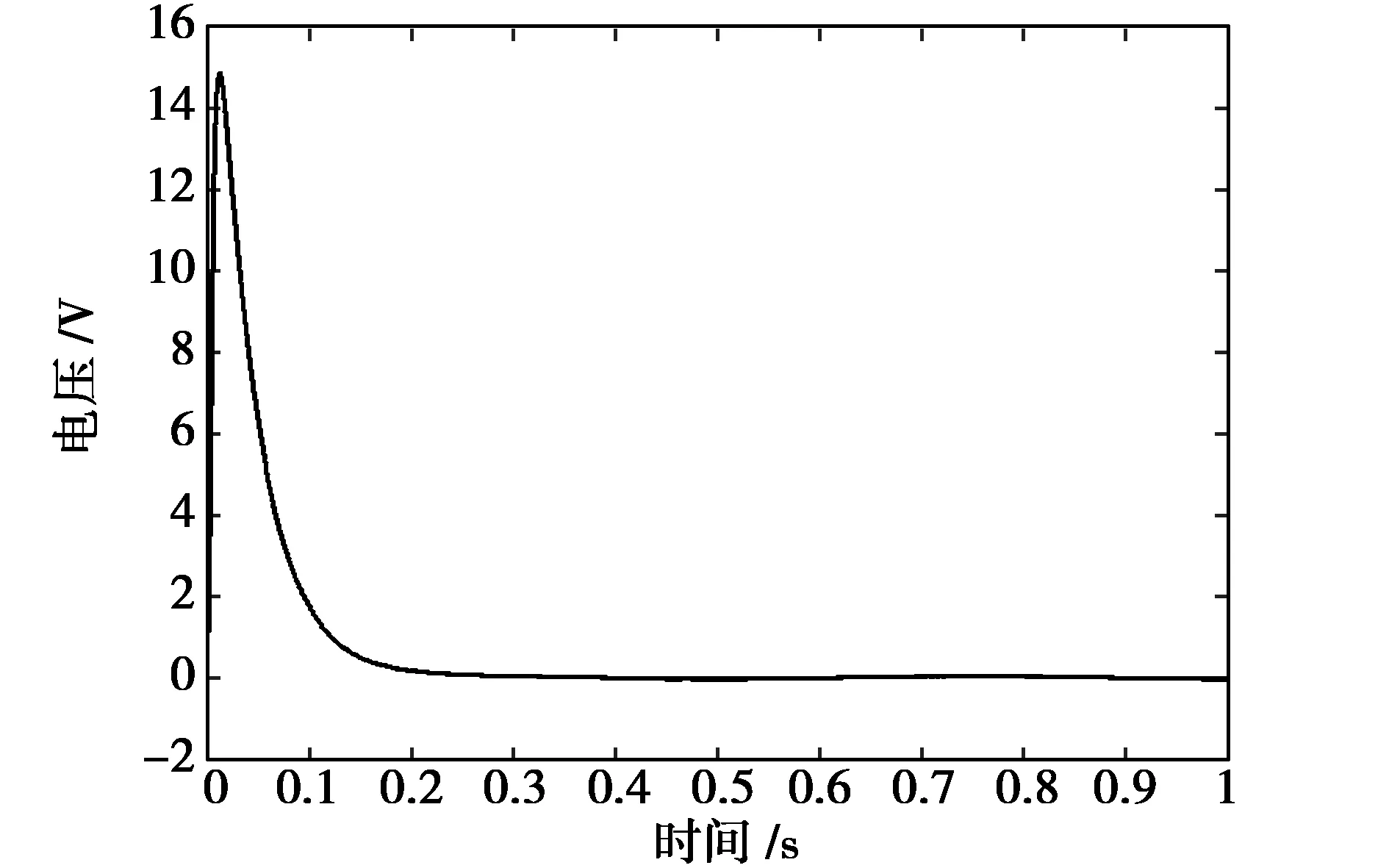
图9 带高增益观测器的滑模控制输入曲线Fig.9 Input curve of sliding control with high gain observer
5 结论
本文针对MDF连续热压电液伺服位置控制系统,提出一种带高增益观测器的滑模控制策略。通过选取适当的参数,实现了快速跟踪期望位置的目标,应用Lyapunov理论,证明了所设计的控制律能够保证系统指数渐近稳定,且逼近误差可以收敛到零附近的一个很小的领域内。由于将高增益观测器和滑模控制相结合,使得所设计控制律具有不要求提供速度和加速度的测量值,且控制律简单,易于工程实现等优越性。进一步,通过仿真实验研究,验证了所提方案的有效性。
[1] 邵小东,朱良宽,曹军.MDF连续平压位置伺服系统的反步控制[J].森林工程,2014,30(4):103-106.
[2] 张洋.纤维板制造学[M].中国林业出版社,2012.
[3] 邹俊,傅新,杨华勇,等.自适应交互PID在液压伺服系统中的应用[J].机械工程学报,2006,42(11):179-183.
[4] 魏建华,熊熙程,管成.两级电液伺服位置控制研究[J].农业机械学报,2006,37(4):102-106.
[5] 邵俊鹏,张领,金朝辉.基于重复控制补偿的电液位置伺服系统分数阶PID控制[J].北京工业大学学报,2015,41(4):519-525.
[6]ElbayomyKM,JiaoZX,ZhangZX.PIDcontrolleroptimizationbyGAanditsperformancesontheelectro-hydraulicservocontrolsystem[J].ChineseJournalofAeronautics,2008,21(4):378-384.
[7] 付培华,陈振,丛炳龙,等.基于反步自适应滑模控制的永磁同步电机位置伺服系统[J].电工技术学报,2013,28(9):288-293.
[8] 汪成文,尚耀星,焦宗夏,等.阀控电液位置伺服系统非线性鲁棒控制方法[J].北京航空航天大学学报,2014,40(12):1736-1740.
[9]KaddissiC,KenneJP,SaadM.Identificationandreal-timecontrolofanelectrohydraulicservosystembasedonnonlinearbackstepping[J].IEEE/ASMETransactionsonMechatronics,2007,12(1):12-22.
[10] 李运华,杨丽曼,张志华.电液伺服系统的二阶滑模控制算法研究[J].机械工程学报,2005,41(3):72-75.
[11]GhazaliR,SamYM,RahmatMF,etal.SlidingmodecontrolwithPIDslidingsurfaceofanelectro-hydraulicservosystemforpositiontrackingcontrol[J].AustralianJournalofBasicandAppliedSciences,2010,4(10):4749-4759.
[12]JingJ,YingyingY,YanxianF.Optimalsliding-modecontrolschemeforthepositiontrackingservosystem[J].WSEASTransactionsonSystems,2008,7(5):435-444.
[13]GuanC,PanS.Adaptiveslidingmodecontrolofelectro-hydraulicsystemwithnonlinearunknownparameters[J].ControlTheoryandAppplications,2008,16(11):1275-1284.
[14] 贾超,吴爱国.基于李雅普诺夫直接法的电液伺服系统控制[J].吉林大学学报(工学版),2012,42(3):696-701.
[15] 李建雄,方一鸣,石胜利.轧机液压伺服位置系统的自适应输出反馈控制[J].电机与控制学报,2012,16(1):104-110.
[16]KimW,WonD,ShinD,etal.Outputfeedbacknonlinearcontrolforelectro-hydraulicsystems[J].Mechatronics,2012,22(6):766-777.
[17] 王虎军,王璐.基于高增益观测器的船舶航迹鲁棒跟踪控制[J],中国造船,2015,56(3):146-153.
[18] 潘月斗,陈虎.基于高增益观测技术的高精度感应电机磁链观测器研究[J],控制与决策,2014,29(8):1495-1500
[19] 杜佳璐,杨杨,郭晨,等.基于高增益观测器的船舶动力定位系统的输出反馈控制[J].控制理论与应用,2013,30(11):1486-1491.
[20] 骆金平.热压机机架改造工艺浅析[J].林业机械与木工设备,2016,44(10);42-45.
[21] 黄国樑,雒鹰,吴晓平,等.6HW-12B型高射程喷雾机液压控制系统设计与计算[J].林业机械与木工设备,2015,43(2);8-9.
[22] 吴振顺.液压控制系统[M].北京:高等教育出社,2008.
[23] 韩京清,王伟.非线性跟踪─微分器[J].系统科学与数学,1994,14(2):177-183.
[24] 高为炳.变结构控制的理论及设计方法[M].北京:科学出版社,1996.
[25] 邵小东.MDF连续热压机板厚控制液压系统位置跟踪控制研究[D].哈尔滨:东北林业大学,2015.
SlidingModeControlforMDFContinuousHot-pressSystemwithHighGainObserver
Zhu Liangkuan,Wang Peiyu,Wang Zibo,Hua Jun
(College of Mechanical and Electrical Engineering,Northeast Forestry University,Harbin 150040)
Medium Density Fiberboard(MDF)is a kind of artificial board with high comprehensive utilization ratio of wood.Its thickness and precision determine the mechanical properties of the board,thus affecting its quality.In this paper,the continuous hot pressing electro-hydraulic position servo system is taken as the controlled object.Aiming at the problem of MDF slab thickness control,a sliding mode control strategy with high gain observer is proposed.A high gain observer is designed to observe the output position signal of the system,and the estimation of the position,velocity and acceleration signals is returned to the sliding mode controller.The sliding mode control without speed and acceleration measurement is realized,which ensures that the observation error is consistent.Then,by constructing the proper Lyapunov function,it is proved that the proposed control strategy can not only guarantee the exponential asymptotic stability of the system,but also guarantee the consistent boundness of the tracking error.The simulation results show that the proposed control method can ensure that the system can track the position signal accurately and quickly,which can ensure the MDF has good thickness and precision.
Medium Density Fiberboard;hot-press;electro-hydraulic servo system;high gain observer;sliding mode control
TP 273
:A
:1001-005X(2017)05-0079-06
2017-03-21
林业科学技术推广项目(2016-34);国家自然科学基金(30370710);黑龙江省博士后启动基金(LBH-Q13007)
朱良宽,副教授,硕士生导师。研究方向:优化控制理论及木材科学与技术,复杂系统建模与仿真。E-mail:zhulk@126.com
朱良宽,王沛煜,王子博,等.带有高增益观测器的MDF连续热压系统滑模控制[J].森林工程,2017,33(5):79-84.