不同气体及熔滴过渡方式对气体保护焊熔敷金属的影响
2017-09-11李隆骏古朋赞洪君华
李隆骏,古朋赞,洪君华
(1.台州市特种设备监督检验中心,浙江 台州 318000;2.台州龙江化工机械科技有限公司,浙江 温岭 317500)
不同气体及熔滴过渡方式对气体保护焊熔敷金属的影响
李隆骏1,古朋赞2,洪君华1
(1.台州市特种设备监督检验中心,浙江 台州 318000;2.台州龙江化工机械科技有限公司,浙江 温岭 317500)
对CO2焊、富氩焊的短路过渡与非短路过渡熔敷金属进行试验,研究表明,富氩焊飞溅小,焊工操作体验好,熔敷金属综合性能优异,焊缝含氧量较低。去应力热处理后强度降低,冲击吸收能量有所提高。同等条件下短路过渡冲击吸收能量高于非短路过渡,但强度及化学成分与熔滴过渡形式关系不大。熔敷金属的硫、磷含量与焊丝有关,与保护气体无关。
气体保护焊;熔敷金属;熔滴过渡形式;化学成分;力学性能
0 前言
目前,熔化极气体保护焊已广泛应用于各种金属和结构中。对于常用的50 kg级气保焊丝ER50-6,保护气体有纯CO2和富氩混合气,熔滴过渡形式有短路过渡与非短路过渡,使用状态有焊态与焊后去应力热处理态,焊丝厂家质保书均按GB/T 8110-2008《气体保护电弧焊用碳钢、低合金钢焊丝》提供特定工艺下的熔敷金属试验结果,标准中虽然指出生产时不限于使用其他焊接条件和保护气体,但实际中的工艺多种多样,如熔敷金属的成分、力学性能、弯曲性能及含氧量的变化等。针对这些问题,通过试验研究了不同保护气体、不同熔滴过渡形式及焊后是否热处理对熔敷金属成分及性能的影响,对气体保护焊在实际生产中根据不同需要合理选择工艺具有积极意义。
1 焊接试验方案
1.1 试验设备、母材及焊材
试验焊机选用山大奥太NBC-500,焊丝选用某公司生产的ER50-6焊丝,直径φ1.2 mm。试件母材为GB/T 700-2006的Q235B,厚度20 mm,保护气体为CO2或富氩混合气(φ(Ar)80%+φ(CO2)20%),熔滴过渡形式有短路过渡和非短路过渡(TSG Z6002-2010《特种设备焊接操作人员考核细则》及NB/T 47014-2011《承压设备焊接工艺评定》对熔化极气体保护焊的划分均按熔滴过渡形式分为短路过渡和非短路过渡,本研究也做如此归类,CO2焊大电流非短路过渡实为滴状排斥过渡,富氩焊则为射滴过渡),焊后状态有焊态及热处理态。焊丝ER50-6熔敷金属力学性能见表1,焊丝化学成分见表2。

表1 焊丝的熔敷金属力学性能

表2 焊丝化学成分%
1.2 焊接试件编排方案
试件按GB/T 8110-2008的要求施焊,挑选优秀焊工,试件焊前做反变形,焊后角变形量不大于5°,焊接工艺见表3,每种工艺做2块试件。短路过渡电流160~180 A,电压21~23 V,焊速25~30 cm/min,非短路过渡的电流260~280 A,电压31~33 V,焊速30~35 cm/min,焊接线能量平均分别为10 kJ/cm和16 kJ/cm,层间温度小于200℃。
2 试验过程及结果分析
2.1 焊前反变形、焊接过程体验及表面成形
试验证明,试件焊前做反变形易操作且焊后角变形很小,均在3°以内,符合标准,如图1所示。
小电流短路过渡焊接时,为保持熔滴呈短路过渡形式,电压尽量低,以缩短弧长,使熔滴未长成大滴前就与熔池短路,在表面张力及电磁收缩力的作用下过渡[1]。大电流非短路过渡则尽量提高电压及弧长,使熔滴自由过渡,再配合调整其他焊接参数,直到电弧稳定燃烧。
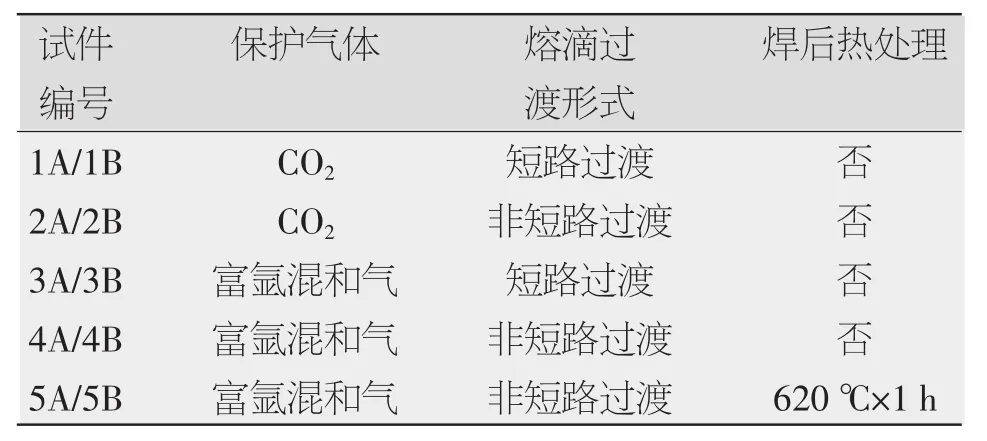
表3 焊接试件编排
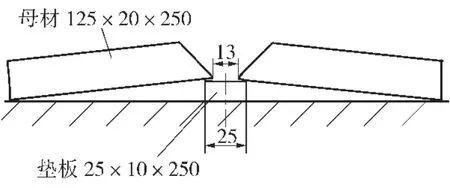
图1 焊接反变形示意
焊接过程中,熔滴呈短路过渡时的两种气体保护焊电弧均能稳定燃烧,富氩焊飞溅比CO2焊少。大电流非短路过渡时,CO2焊由于熔滴底部有电磁排斥力,产生非轴向大滴过渡,飞溅大且成形不良[2]。富氩焊的电弧燃烧稳定,形态呈现钟罩形的射滴过渡形式,飞溅较小,且焊后容易去除,焊工体验最好。熔敷效率方面小电流短路过渡均表现为速度慢、熔池小、效率低,大电流非短路过渡则相反,产生的熔池大、熔敷效率很高。
焊后观察焊缝表面,CO2焊的焊缝表面成形粗糙,富氩焊则相对光滑,成形美观。这是由于富氩混合气既具有氩弧的特点,电弧燃烧稳定,飞溅小,又具有氧化性,克服了纯氩保护时的表面张力大、液体金属粘稠、易咬边和斑点漂移等问题,同时改善了焊缝成形[2]。
2.2 射线检测
试件外观经检验合格,去除垫板后按NB/T47013-2015《承压设备无损检测》进行RT射线检测,CO2焊内部无缺陷,富氩混合气有单个的小气孔,但都满足RT-Ⅰ级。
2.3 熔敷金属力学性能、弯曲试验、化学成分试验结果及分析
试件的熔敷金属力学性能和弯曲试验结果见表4,熔敷金属化学成分见表5。
2.3.1 拉伸试验
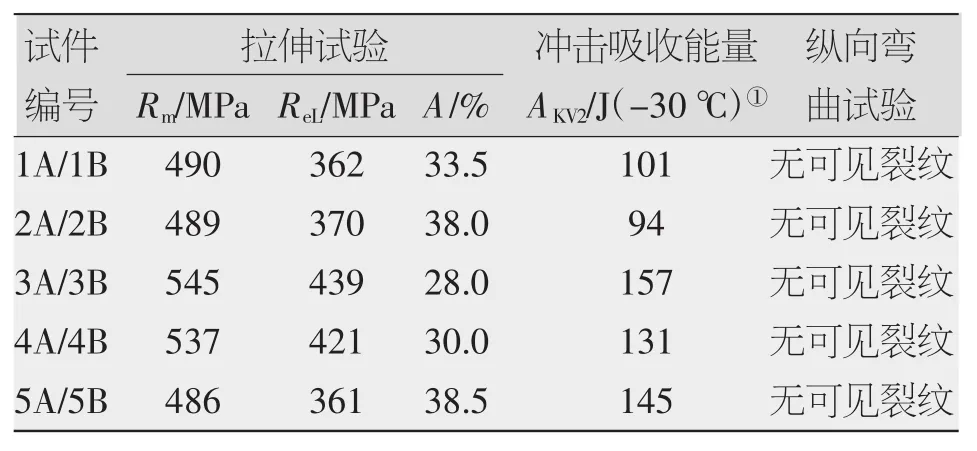
表4 试件熔敷金属力学性能及弯曲试验结果
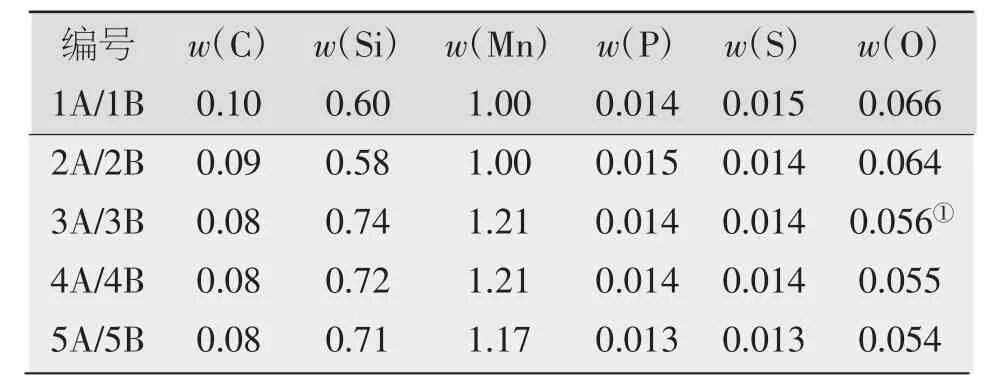
表5 试件熔敷金属化学成分%
由表4可知,无论是CO2焊还是富氩焊,短路过渡与非短路过渡的拉伸性能相差无几,富氩焊的强度数值高于CO2焊,相应的伸长率则低于CO2焊。对照表5可知,富氩焊的C含量略低于纯CO2,但合金元素Si及Mn含量较高,这是因为富氩电弧的氧化性比CO2弱,同等条件下合金元素的氧化烧损较少,强度较高,在晶粒度一定的情况下,强度越高则伸长率降低。
2.3.2 冲击试验
由表4得出富氩焊的冲击吸收能量明显高于CO2焊,而试样的冲击吸收能量是强度、塑性、断裂韧性的综合反映[3],并且还与焊缝的含氧量有关。在氧化性混合气体中随着CO2含量的增加,氧化性增强,焊缝中非金属夹杂物和氧的含量增加[4]。由表5可知,富氩焊含氧量较低,强度较高,表现为冲击吸收能量高。短路过渡的冲击吸收能量略高于同样气体保护的非短路过渡,这与短路过渡时线能量较小、铁素体晶粒细小有关[4]。
2.3.3 纵向弯曲试验
纵向弯曲试验弯轴直径是4倍试样厚度,对应延伸率为20%[5]。此次所有的熔敷金属纵向弯曲试验均合格,延伸率28%~38.5%,说明熔敷金属完好性及塑性良好。
2.3.4 热处理前后力学性能及冲击吸收能量变化
富氩焊非短路过渡熔敷金属试件经过620℃×1 h的焊后热处理,内部弹性变形基本消除,塑性变形增加,焊接应力降低,抗拉强度比焊态略有下降。当碳、锰含量低时,焊后热处理有益于塑韧性。本次试验抗拉强度下降了9.5%,屈服强度下降了14%,屈强比下降,焊缝金属软化,延伸率上升了27%,冲击吸收能量上升了10.7%,焊缝金属的综合性能得到改善。
2.3.5 P、S、O含量
焊缝中的硫容易使焊缝产生结晶裂纹,还会降低冲击韧性,P也能增加焊缝金属的冷脆性,因此应尽量减少焊缝中的S、P含量。焊缝中的S主要来源有两个方面:一是母材,母材中的S几乎全部过渡;二是焊丝,有70%~80%过渡[3],熔敷金属试验母材对焊缝影响不大,而焊丝中含S量为0.017%,熔敷金属中约为0.014%,证实了这个结论。P主要来源于母材和焊丝,熔敷金属含量与焊丝基本相同。由此可见,S、P含量与保护气体无关。
焊缝中的氧含量高也会降低冲击韧性,含氧量一般指总含氧量,包括溶解的氧和非金属夹杂物中的氧。由表2可知,尽管焊丝中的含氧量很低,但是金属与气体相互作用,焊缝金属的含氧量是增加的,此次试验焊丝中含氧量为0.012%,熔敷金属中含量约为0.06%,与文献[4]描述的0.02%~0.07%一致。
3 结论
熔敷金属的综合性能及化学成分与熔滴过渡类型关系不大,与保护气体的氧化气氛强弱有关。大电流的非短路过渡形式可以发挥气保焊熔敷效率高的优点,但大电流的CO2焊飞溅较大,成形粗糙。熔滴过渡为非短路过渡时,可以采用富氩保护避免飞溅大,短路过渡则既可以选择富氩保护,也可以选择CO2保护。
[1]姜焕中.电弧焊及电渣焊[M].北京:机械工业出版社,1993:56.
[2]中国机械工程学会焊接分会.焊接手册[M].北京:机械工业出版社,2003:199-221.
[3] 王礼梅,乔宝峰.10#钢管冲击韧性的探究[J].工业,2016,12(3):00091.
[4]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1993:66-114.
[5]刘传玉,郭军,李卫东.关于修订弯曲试验有关规定的依据[J].东北电力技术,2004,26(3):24-26.
Effect of different gas and droplet transfer modes on the deposited metal of gas shielded arc welding
LI Longjun1,GU Pengzan2,HONG Junhua1
(1.Taizhou Special Equipment Supervision and Inspection Center,Taizhou 318000,China;2.Taizhou Longjiang Chemical Machinery Technology Co.Ltd.,Wenling 317500,China)
Through the experimental study on CO2 welding,short circuit transition of argon rich welding and non-short circuiting transition of deposited metal,the result shows low spatter of the argon rich welding,the good welding operating experience,excellent comprehensive properties of weld metal,and low oxygen content of welds.After heat treatment of stress relieving,the strength decreases and the impact energy increases.Under the same conditions,the impact absorbed energy of short circuit transition is higher than that of the non-short circuit transition,but the strength and chemical composition are not related to the droplet transfer form.The content of sulfur and phosphorus in the deposited metal is related to the welding wire but not related to the shielding gas.
gas shielded welding;deposited metal;droplet transfer form;chemical composition;mechanical properties
TG457.6
A
1001-2303(2017)08-0124-03
10.7512/j.issn.1001-2303.2017.08.25
2017-04-27;
2017-05-23
李隆骏(1971—),男,高级工程师,学士,主要从事承压类特种设备的监督检验与检测技术研究工作。E-mail:13857677129@163.com。
本文参考文献引用格式:李隆骏,古朋赞,洪君华.不同气体及熔滴过渡方式对气体保护焊熔敷金属的影响[J].电焊机,2017,47(08):124-126.
