变压吸附回收发生贮斗置换尾气中乙炔技术
2017-09-08宁全岗
宁全岗
(山西榆社化工股份有限公司,山西 晋中 000000)
变压吸附回收发生贮斗置换尾气中乙炔技术
宁全岗
(山西榆社化工股份有限公司,山西 晋中 000000)
介绍了山西榆社化工有限公司采用变压吸附法回收发生器贮斗尾气中乙炔的技术特点和经济性,并总结了该技术的运行情况。
乙炔;变压吸附;回收技术
以电石法制备氯乙烯单体技术路线是中国氯碱工业生产聚氯乙烯的主要方法。由于该工艺路线的乙炔发生器贮斗在加料前需大量氮气置换,在置换贮斗过程中,置换后尾气中有8%~20%的乙炔气,既污染环境,又浪费乙炔,造成了生产成本上升,这一问题一直是困扰聚氯乙烯企业的难题。
通过对活性炭吸附、膜吸附、变温吸附和变压吸附的调研和小试,山西榆社化工股份有限公司选择采用变压吸附回收置换贮斗后尾气的乙炔技术。
1 原料气组成及产品气要求
1.1 原料气条件
(1)尾气组成(见表1);

表1 尾气成分表
(2)尾气输入压力:常压,按0.01 MPa考虑;(3)尾气温度:常温;
(4)尾气流量:200 Nm3/h。
1.2 产品气指标
(1)产品气中C2H2回收率≥99%;
(2)产品气压力:10~20 kPa;
(3)产品气温度:常温。
2 流程简述
乙炔尾气回收流程示意图见图1。

图1 乙炔尾气回收流程示意图
装置由缓冲罐、水洗塔、净化塔及相关程控阀、调节阀通过管道连接而成,首先将6台发生器贮斗不断排出的氮气置换后的尾气汇集到原料气缓冲罐,经水洗后加压约0.08 MPa,进入尾气回收装置。在此,由入口端通入原料气、乙炔等吸附能力较强的组分,被吸附后氮气等排出净化塔,作为放空气放空,被吸附的乙炔等气体在送放和抽空阶段解吸出来,作为产品气输送到乙炔气柜回收利用。
由于装置氮气可能瞬间氧含量偏高,在每个发生器氮气出口配置氧含量在线分析仪,当氧含量超过设定值后,自动将部分置换气放空处理,确保回收气体在较低的安全范围内。
3 装置主要配置
3.1 非标设备(见表2)
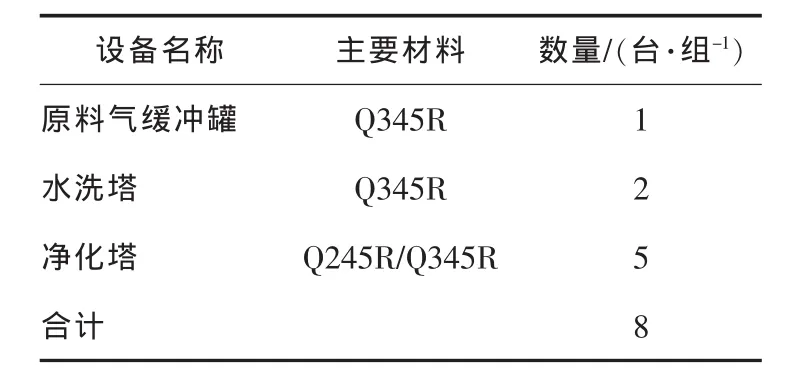
表2 非标设备表
3.2 动力设备(见表3)

表3 动力设备表
3.3 吸附材料
采用以下各种专用吸附材料:KY1301、KY1302、KY1303、KY1305,见表4。
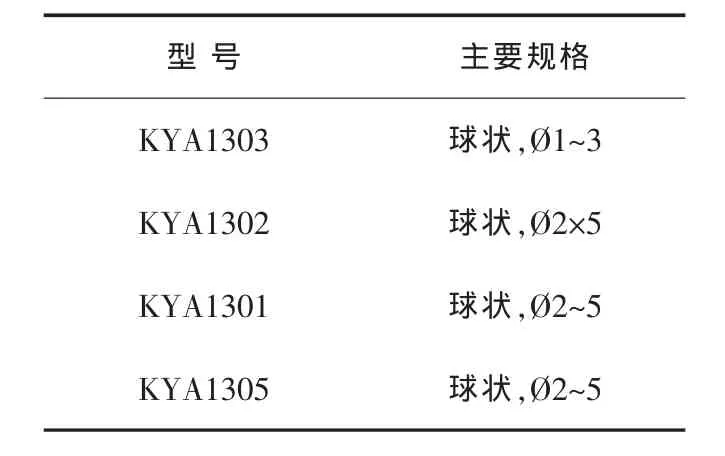
表4 吸附材料规格表
3.4 程序控制阀门
程控阀是变压吸附装置完成工艺过程的重要部件,亦是装置实现正常运转、可靠工作的关键设备。由于变压吸附装置工艺的特殊性,需要大量的程控阀频繁动作,因此,程控阀的操作指标和要求均较一般阀门高,除了应具有良好的密闭性能、快速的启闭速度和调节能力外,还必须能在频繁动作下长期可靠运行。
3.5 控制系统和仪器仪表
(1)概述
PSA装置的特点是程序控制阀门多,程控阀门切换时间短、动作频繁,顺序控制结合常规模拟控制。
(2)控制范围
控制范围是界区内的所有程控阀的开关、阀位检测,及装置的压力、温度、流量、调节等监控回路,还包括动力设备的开停车状态等。
(3)控制系统
a.顺序控制系统。所有程控开关阀按照事先给定的逻辑程序顺序执行;
b.常规PID控制系统。部分调节回路以压力、流量或液位为控制对象实现常规PID控制;
c.顺序控制结合曲线控制系统。这种控制方式目的是将某一个吸附塔的压力;在一定的时间内平稳地从一个压力点升高或减低到另一个压力点,来保证变压吸附工况的稳定;
d.联锁控制系统。包括PSA装置安全联锁、动力设备开停车联锁等;
e.故障自动检测切换系统。故障自动检测切换专家诊断系统完成的功能是在同一套PSA装置中,可实现多个吸附塔的任意组合和任意切换,即可在装置出现故障时报警并自动及时切换,保证产品质量,重新组合,稳定生产避免非计划停车;又可在不停车的情况下,有计划地进行维修,确保PSA装置的长期、稳定、安全运行,同时大大提高装置操作的灵活性;
f.自调整优化控制系统。该智能控制系统可根据原料气组成和压力的变化、产品质量或控制指标等的变化,自动对吸附时间、调节阀开度等操作参数进行调整,使装置始终处于最佳的运行状况,避免了操作人员调整不及时或操作水平的不同而对装置运行效果的影响。
(4)现场仪表选型
a.充分考虑现场仪表先进、可靠、稳定和较好的性能;b.在动作频繁且对性能有特别要求的电磁阀、阀位检测开关,采用进口仪表,现场仪表选型情况见表5。

表5 现场仪表选型表
4 装置经济效益
以20万t/a聚氯乙烯计算,回收乙炔发生器贮斗用氮气置换出来尾气中的乙炔,按平均含量16%考虑,尾气流量200 Nm3/h,该回收装置对乙炔的回收率按99%考虑,每年(按8 000 h计算)可回收的量如下。
200×0.16×0.99×8 000 h=253 440(Nm3)
电石的平均发气量按285 Nm3/t来考虑,每年回收的乙炔折电石量为889.3 t,电石按2 600元/t考虑,每年可创造效益231.218万元。
尾气中回收的乙炔,不仅可以带来经济效益,也可以带来显著的环保效益和社会效益。
5 工艺及装置的特点
(1)装置从水洗、净化、吸附工艺设计,合理、简洁,整个装置DCS控制,整个回收过程精确自控。
(2)起关键作用吸附剂,吸附剂强度高、效率高、寿命长、吸附剂选择合理。
(3)整个系统安全性高,系统成套性强,保证了清净、安全高效。
6 结束
为了让企业实现更清净的绿色发展,企业对所有尾气进行综合治理,让污染回归资源,让尾排变为空气,为企业绿化发展、健康发展、科学发展奠定了良好基础。
PSA recovery ofacetylene technology ofsbustitation tailgas in storage tank ofgenerator
NING Quan-gang
(ShanxiYushe ChemicalCo.,Ltd.,Jinzhong 031800,China)
This paperintroduces the technicalcharacteristics and economy ofacetylene recovery from tailgas ofstorage tank ofgeneratorby PSA,and summarizes the operation ofthis technology.
acetylene;PSA;recovery technology
TQ325.3
B
1009-1785(2017)08-0019-02
2017-03-10
