基于PLC控制的全自动免熔铅制粒机
2017-09-03钟志万
钟 志 万
(绵阳职业技术学院 信息工程系, 四川 绵阳 621000)
基于PLC控制的全自动免熔铅制粒机
钟 志 万
(绵阳职业技术学院 信息工程系, 四川 绵阳 621000)

针对国内铅酸电池生产污染大、能耗高的状况,提出了一种免熔铅加工铅粒的技术方法。免熔制铅粒机由PLC和人机界面实现整个生产过程的自动控制,主要特点是采用光电信号传感器采集各相关的参数,并经过PLC集中优化处理,从而实现进料到出料的自动化控制。介绍了控制系统设计所需的硬件和软件,硬件设计包括PLC的选型、触摸屏选型等;软件设计包括控制系统结构原理、电气控制原理以及PLC控制流程设计。该全自动免熔铅制粒机已经通过企业使用,操作简单,节能环保且性能稳定。
制粒机; 铅粒; 控制系统
0 引 言
在铅酸企业加工中,铅粒的制造是必不可少的核心环节之一[1]。由于传统铅粒铸造工艺具有其缺陷性,“高污染、高能耗”是整个生产铅粉流程的显著特征,必须开发全自动免熔铅制粒机,降低能耗,提高生产效率与质量,达到“节能、环保”的目的。
免熔铅制粒机大致由输送、切片、滚切制粒 三部分组成。具体来说,机架、进料总成、减速器等都是其组成部分[2]。在运行中,铅锭会沿着对应的输送轨道传输到切片装置中,顺利完成铅锭切片,并将其落入到滚切结构中,便可以自动制作成铅粒。在输送带作用下,制作成的铅粒会被输送到储仓中,供铅粉制作使用。就免熔铅制整机来说,运行过程中借助光电信号传感器,准确采集不同控制点的参数,在PLC中,对其进行统一化处理,从进料到出料整个过程都实现了自动化控制。
1 免熔铅制粒机特点
就传统铅粒制造来说,有两种制造方法[3-4]。它们都需要先给铅锭加热,使其彻底融化,在制粒过程中,还需要借助循环冷却水实现冷却。整个生产过程消耗的能量特别多,而在加热熔化之后,铅液会产生大量的铅烟,严重污染周围环境,产生大量的氧化渣,大幅度降低了铅的利用率,而工作环境也比较差,自动化程度不高,大大增加了制造成本。
和传统铅粒制造方法相比,免熔铅制粒机[1,5]更具优势,不需要对铅锭进行加热熔化,简化了制造工艺流程,提高了生产效率与质量。表1是新旧铅制工艺对比情况。
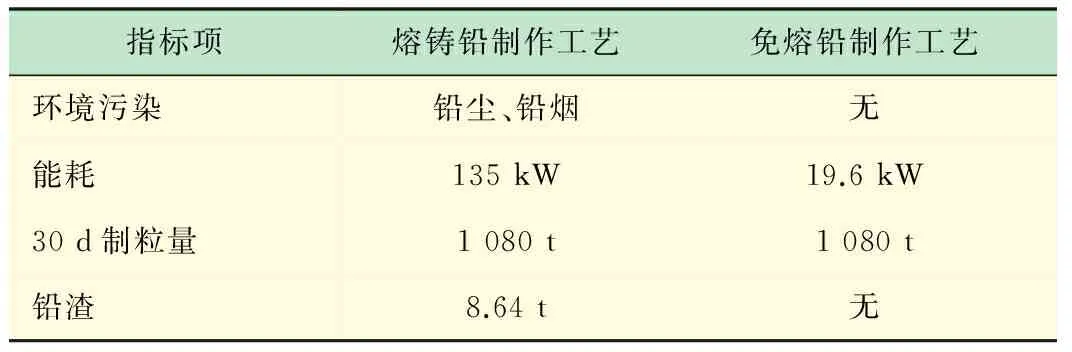
表1 新旧工艺对照表
2 PLC控制的全自动免熔铅制粒机
2.1 控制系统总体设计
控制系统的硬件部分主要由PLC、触摸屏、伺服电动机、三相异步电动机、电磁阀、换向阀组成[6]。在设计过程中,要充分利用步进伺候电动机的多样化优势,比如,运行可靠、便于控制、结构简单化,利用直线位移取代脉冲信号的位置,位移量与脉冲数、移动速度与脉冲频率都有着某种必然联系,但不属于反比例关系[7-9]。在此基础上,步进伺服电动机取代进给装置的位置,提高定位精准率,优化调整进料机的移动速度,确保各生产环节顺利进行。
就控制系统来说,要以PLC为核心,全方位准确分析触摸屏、PLC两者的特征,多角度顺利实现双向通信。在操作触摸屏基础上,根据生产具体情况,优化调整进料速度、步进伺候电动机转速,借助PLC,动态控制其中的驱动器。在生产过程中,设备维修人员可以在触摸屏弹出的故障窗口中全方位了解故障发生的真正原因,及时采取可行的措施有效解决故障问题,防止设备故障范围进一步扩大,确保系统设备处于安全、稳定运行中。在电动机运行过程中,一旦出现故障问题,对应的系统便会第一时间自动产生急停信号,自动切断动力电源,也可以人为按下控制柜外面的急停按钮来切断动力电源。就气缸活塞来说,在运行过程中,相关人员可以充分利用其中的传感器,动态化检测各系统设备运行情况,也就是说其中传感器会自动检测信号输入的PLC系统,而PLC系统也会根据已接收的一系列数据信号,向设备提出合理化的指令,比如,电磁阀、换向阀,全方位动态控制液压油缸、气缸。控制系统结构原理如图1所示。

图1 控制系统结构原理图
2.2 电气控制原理
本设计所用电动机为普通三相交流电动机、步进电动机和伺服电动机,继电器和接触器组合控制电动机的启动和停止[6]。以液压电动机为例,PLC输入传感器得到信号后,PLC输出继电器KA2线圈有电,接触器触点KA2闭合,接触器线圈KM2得电,液压电动机接通交流电,电动机启动;反之,PLC输入传感器失去信号,继电器线圈失电,导致接触器线圈失电,使其接触器的触电断开,液压电动机停止。上料电动机、滚切电动机、翻转电动机的启动和停止与上料电动机的启动原理一致。图2给出电动机控制原理图。

图2 电动机控制原理图
根据控制系统的I/O信号类型、I/O口的总点数,再综合考虑考虑各种因素,PLC选取了德国西门子公司的SIMATIC S7-200产品。本设计中,PLC的输入点分配如表2所示[10],输出控制电路如图3所示。
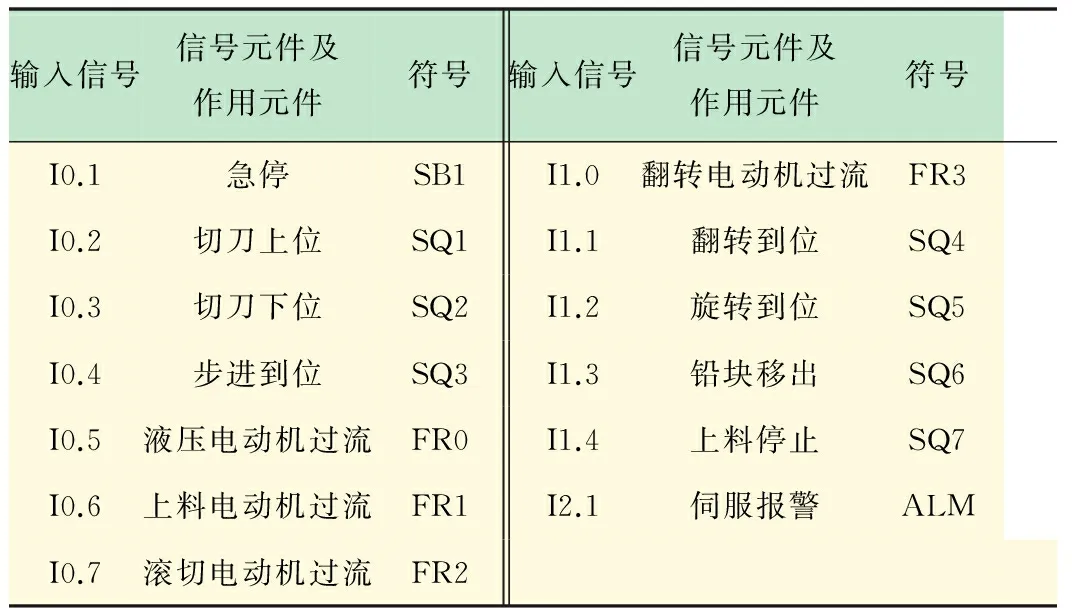
表2 PLC输入点分配表
2.3 PLC软件部分
在PLC编程过程中,编程人员必须全面、客观分析各方面影响因素,综合分析对应的流程工艺、PLC指令系统,借助模块化结构思想,综合分析主客观影响因素,逐一分解模块,确保不同模块充分发挥其逻辑互锁功能,顺利完成整个PLC系统程序编制。就制粒机控制系统来说,并不是由单一模块组成,比如,自动运行、报警、手动操作[11],各自发挥着不同的作用。就信号输入来说,要以步进到位传感器等的信号为基点,而输出数据信号要以PLC控制系统的电磁阀、换向阀等发出的指令为媒介,确保传输的数据信号更加准确。
PLC信号的输入以步进电动机到位传感器、切刀上下限传感器接收的信号、翻转动作接收传感器、托辊平台接收传感器为准,输出信号为PLC控制系统对换向阀、伺服驱动器、电磁阀等发出命令。其工作流程如图4所示。
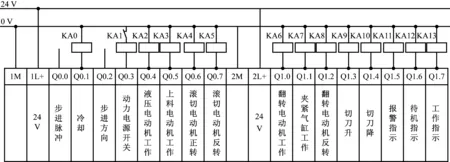
图3 S7-200 PLC输出端接线图

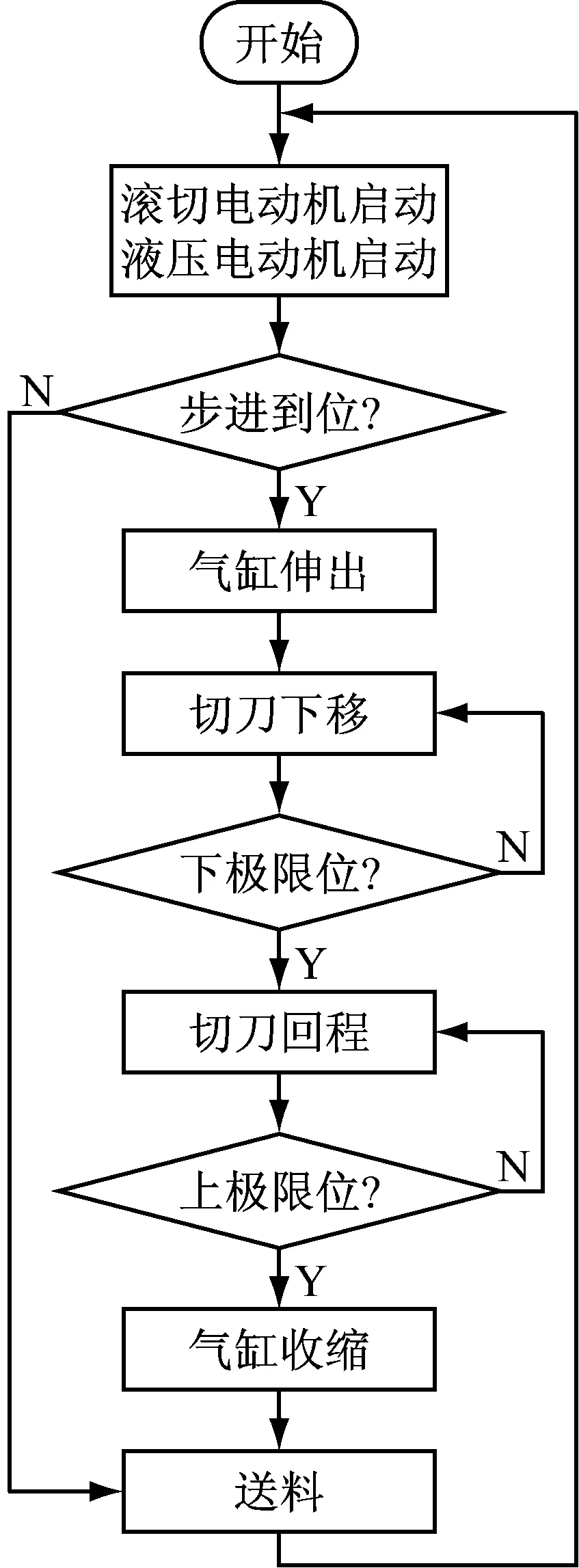

(a)输送区工作流程图(b)加工区工作流程图
图4 控制流程图
根据以上分析,各个电动机及相关部件的控制均采用模块化编程或根据工作流程图采用步进指令编程[12],本文采用模块化编程。上料电动机启停控制比较简单,采用常规电动机控制就能满足控制要求;液压电动机和滚切电动机的控制程序与翻转电动机的控制程序类似;气缸控制与切刀控制程序类似,所以本文输送区和加工区控制程序主要由系统启动及指示控制、报警显示控制、翻转电动机控制、切刀控制程序段构成,如图5所示。程序段中的中间继电器意义描述如下:M0.0表示系统启动信号;M0.1表示输送区启动信号;M0.2表示加工区启动信号;M1.0表示翻料处传感器给出的有料信号;M1.1表示翻料处传感器给出的无料信号;M1.3表示托辊平台传感器给出的无料信号,输入输出口的意义见图3。
2.4 触摸屏设计
触摸屏作为当下最新的电脑输入、输出设备,简单、方便的人机交互理念是触摸屏风靡的主要原因。本设计中触摸屏采用威纶通科技有限公司出品的MT6100i作为和PLC通信的人机界面[13-14],两者之间通过异步串口通信。触摸屏主要显示主界面、手动运行、自动运行、参数设置和报警设置4个模块。

(a) 系统启动及指示控制程序

(b) 翻转电动机控制程序段

(c) 切刀控制程序段
图5 控制程序梯形图
3 结 语
基于PLC控制的全自动免熔铅制粒机,能够在一定程度上有效弥补传统铅制工艺缺点,优化完善冷态加工铅粒制造工艺,为生产铅酸电池提供了一个全新的平台,“低能耗、低污染”是其显著特征,生产过程中提高了各方面能源利用率,有利于缓解新时期日益加重的能源危机,在降低铅粒生产成本的基础上,实现最大化的经济效益,对周围环境的污染也比较少,有利于改善周围环境。同时,PLC具有较好的自动控制功能,简化操作流程,提高了人力资源利用率,极大地提高了工作效率与质量,具有较好的“经济、社会、生态”效益。站在长远的角度来说,基于PLC的全自动免熔铅制粒机具有较高的应用价值,有着广阔的市场前景,有利于铅酸企业走上健康持续的发展道路,不断促进社会经济持续发展。
[1] 孙翔鸿,朱家诚.基于PLC控制的全自动免熔铅制粒机的研究[J].机械设计与制造,2013(6):152-154.
[2] 牛义生,陈志雪,毛治国,等.免熔铅制粒机在铅粉制造中的应用[J].蓄电池,2014(6):275-278.
[3] 黎兴国, 吴盛祺, 赖品丽,等. 蓄电池铅粉生产的方法及设备: CN102935517A[P]. 2013.
[4] 朱秀成. 全自动免熔化铅锭造粒机辊轴的加工方法: CN103600208A[P]. 2014.
[5] 周明明, 谢鸣生, 杜恩生,等. 一种铅酸蓄电池的铅粉生产工艺, CN103785825A[P]. 2014.
[6] 孙翔鸿.全自动免熔铅制粒机的研制[D].合肥:合肥工业大学,2013.
[7] 刘玉梅.基于PLC技术的电动汽车交流充电系统的研究与实现[D].济南:山东农业大学,2014.
[8] 薛永风,朱学军,方赞.基于FX2N一20GM的双轴步进控制系统设计[J].组合机床与自动化加工技术,2009(9):73-77.
[9] 何雪明,吴晓光,常 兴.数控技术[M].武汉:华中科技大学出版社,2006.
[10] 胡孔元, 朱华炳, 曹斌. 基于PLC的港口集装箱码头装卸模型下位机控制系统设计[J]. 实验室研究与探索, 2012, 31(4):58-61.
[11] 张 磊.全液压露天采煤机工作机构设计[D].合肥:安徽理工大学,2014.
[12] 于 颖, 王 玉. 基于S7-300PLC的西门子自动化实验室[J]. 实验室研究与探索, 2008, 27(8):264-266.
[13] 安 刚. 浅谈宏指令在威伦触摸屏中的应用[J]. 国内外机电一体化技术, 2008(4):22-24.
[14] 梅幼亚, 姚 毅, 于 洋,等. 基于西门子S7-300与威纶通触摸屏的换热站自控系统[J]. 山东工业技术, 2015(13):220-221.
Fully Automatic No-molten Lead Pellet Mill Based on PLC Control
ZHONG Zhiwan
(Deparment of Information Engineering, Mianyang Polytechnic, Mianyang 621000, Sichuan, China)
This article proposes a technology of no-molten manufacture of lead particles aiming at dealing with the high pollution and energy consumption of the domestic lead-acid battery. No-molten lead pellet mill is automatically controlled by PLC and man-machine interface, whose main characters are to collect the parameters from all relevant control points, and centralized optimized dispose through PLC to realize the automatic control from feedstock to discharge. It introduces mainly the design of software and hardware applied in the control system. The software includes the structural principle of the control system, principle of electrical control and the design of PLC control process and the hardware includes the type selection of PLC and model selection of touch screen. Through the practical use of enterprises, it shows that the no-molten lead pellet mill is simple in operation, energy saved, environmental protected and stable in performance.
pellet mill; lead shot; control system
2017-03-07
钟志万(1962-),男,重庆人,硕士,副教授,从事电气自动化应用教学和研究。
Tel.:18981116688; E-mail:zzw620315@qq.com
TM 911
A
1006-7167(2017)08-0091-04