某型飞机整体油箱装配工艺流程优化方案研究
2017-08-12熊世能蔡燕平
陈 韦,熊世能,赵 爽,蔡燕平
(航空工业洪都,江西 南昌 330024)
某型飞机整体油箱装配工艺流程优化方案研究
陈 韦,熊世能,赵 爽,蔡燕平
(航空工业洪都,江西 南昌 330024)
以某型飞机的机身整体油箱装配线为研究改善的对象,运用工业工程的相关理论结合分厂实际情况,以程序分析为切入点,运用“5W1H”提问法和“ECRSI”原则,分析、诊断整体油箱装配线上存在的问题,并提出改进方案优化整体油箱工艺流程,以解决该型飞机关键部件的技术、生产瓶颈。
机身整体油箱;程序分析;5W1H;ECRSI
0 引言
由于受产品结构尺寸的制约,机身整体油箱结构工艺性较差、装配关系复杂、开敞性差、产品性能(主要指密封性)要求高,工艺流程复杂,因此加大了产品的制造难度。另外,作为机身重要结构部件,无论是零件还是连接件,其数量也最多、最密集,零件数量约500件,占机身约17%,同时,装配周期也最长,约占整个机身装配周期一半,成为型号研制的关键瓶颈之一。本文以程序分析为切入点,通过5W1H提问法和ECRSI,分析诊断整体油箱装配工艺流程有无多余或重复的作业、工艺程序是否合理,以及迟延或等待时间是否恰当等,并在此基础上设计出该工艺流程的优化方案。
1 机身整体油箱介绍
1.1 结构介绍
机身整体油箱位于机身中部,长约6米,宽约2.4米,高约2.2米。由1号、2号和左右3号油箱组成。其中后进气道内嵌在2#、3#油箱之间,分布了机翼、主起落架等重要安装交点,结构布局紧凑,工艺分离面多,零件外形、装配关系复杂,密封面多。如图1所示。
1.2 装配线简介
该生产线是根据油箱的结构特点及现有的制造技术能力建立而成的,以手工装配为主的固定式流水装配,适用于小批量生产。广泛采用专用的设备和工具,手工操作比重大,对操作工人技术水平要求较高。其工艺路线主要是上架定位制孔→架上铆接装配→试验清洗→交付。整体油箱装配线工艺布置和工艺路线见图2。
1.3 工艺方案介绍
根据结构特点、当前制造技术,将整体油箱设计了三大工艺分离面,将整体油箱分为油箱前段、左右3#油箱侧壁三个装配单元,并以此形成三位一体,但又相对独立的“品”型装配格局。见图3。
按照密封铆接标准工艺方法制定了机身整体油箱装配工艺流程:定位制孔、分解及去毛刺、清洗、涂缝内密封胶、密封铆接、涂缝外密封胶、结构气密试验、系统安装及试验、油箱清洗。
按照工作场地和专业不同,结合机身整体油箱装配工艺流程,将整体油箱装配共分为定位制孔ws1、密封铆接ws2和试验清洗ws3三大装配工作站。定位制孔工作站主要完成整体油箱的所有零、组件架上定位、制孔工序;密封铆接工作站主要完成零、组件架上和架下密封铆接,油箱内燃油管路气密试验;试验清洗工作站主要完成整体油箱渗油试验和整体油箱清洗工作。
在三大工作站位的基础上,按照上述三大工艺分离面将整体油箱进一步细划分了46个装配程序和3处检查程序,见表1。
2 工艺流程分析
根据整体油箱生产现状的分析,目前的生产能力无法满足该型号批量生产的需求,劳动力、成本、效率、生产周期、质量等都有较大的波动,而导致这些生产过程波动的源头在于工艺流程合理性。为此,对其是否存在不合理产品结构设计;是否存在不合理的工艺内容、工艺方法、工艺程序和工作地配置;是否存在多余重复的作业,是否存在不经济的操作方法等进行了分析,并找出工艺流程中关键、典型问题,为后续制定改善措施提供依据。
2.1 工艺程序图绘制
按照程序分析方法,根据现行的装配工艺流程(见表1)和生产现状,绘制出机身整体油箱工艺流程图(见图4)
2.2 工艺程序分析
通过对现行整体油箱工艺流程梳理可以看到,整体油箱的工艺流程复杂,制造路线长,涉及工艺内容多,参与装配的人员也非常多,给整个程序分析带来一定难度。
为此,按照程序分析的步骤,依照现有的工艺流程,从第一个站位第一个程序到最后一个站位的最后程序逐一进行研究分析,运用“5W1H”提问技术,对记录的事实进行逐项提问。
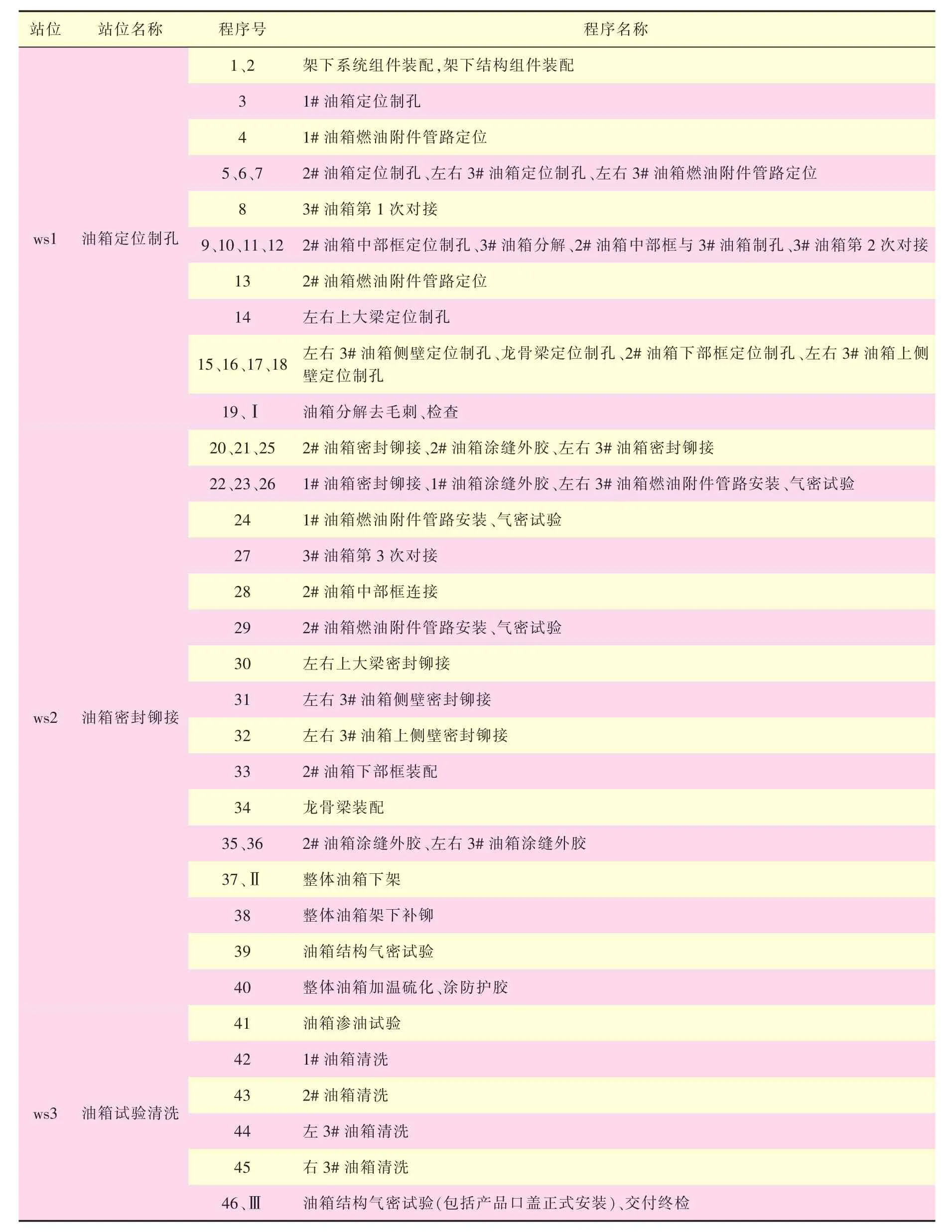
表1 机身整体油箱工艺流程(改进前)
通过对整体油箱工艺程序逐个进行提问,得出以下提问结论,见表2。
从表2统计可知,整体油箱46个工艺程序中有13个存在可以改进完善的可能,其中程序21、22、23、24、26、29、32、35、36可以进行工序的调整,程序42、43、44、45需要增加控制手段。列举上述13个有疑问的程序具体提问情况见表3~表6。
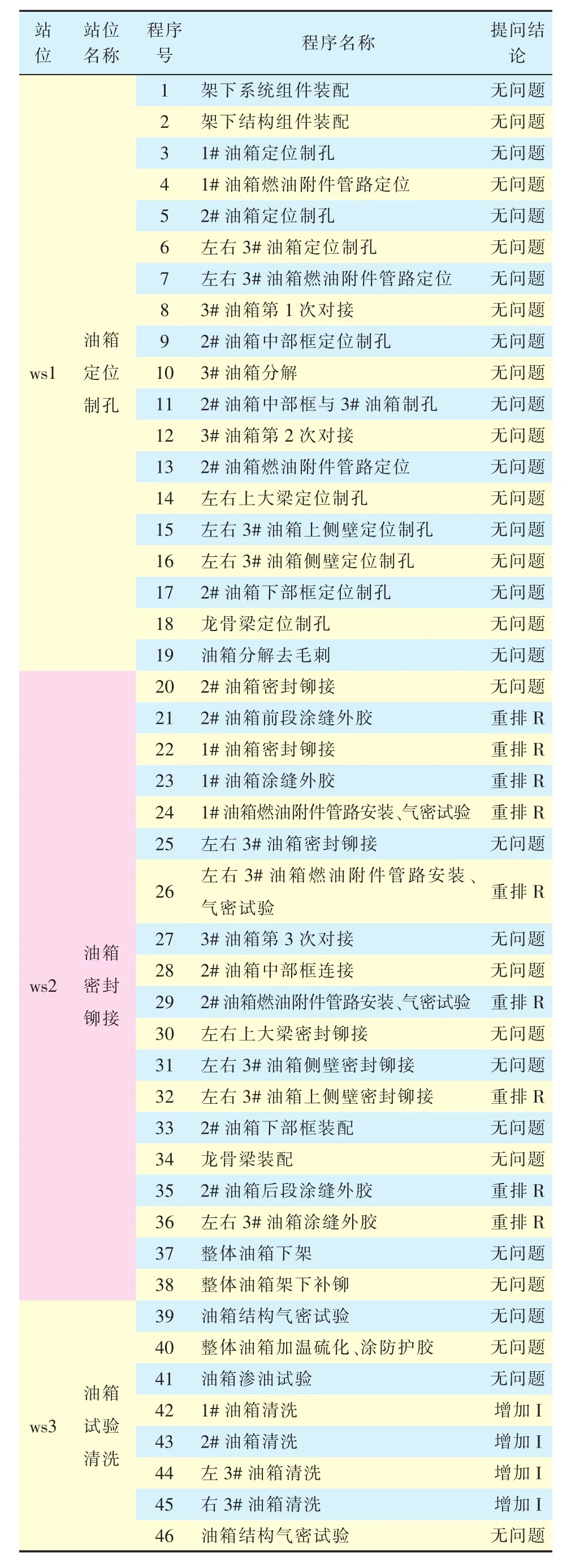
表2 机身整体油箱工艺程序分析
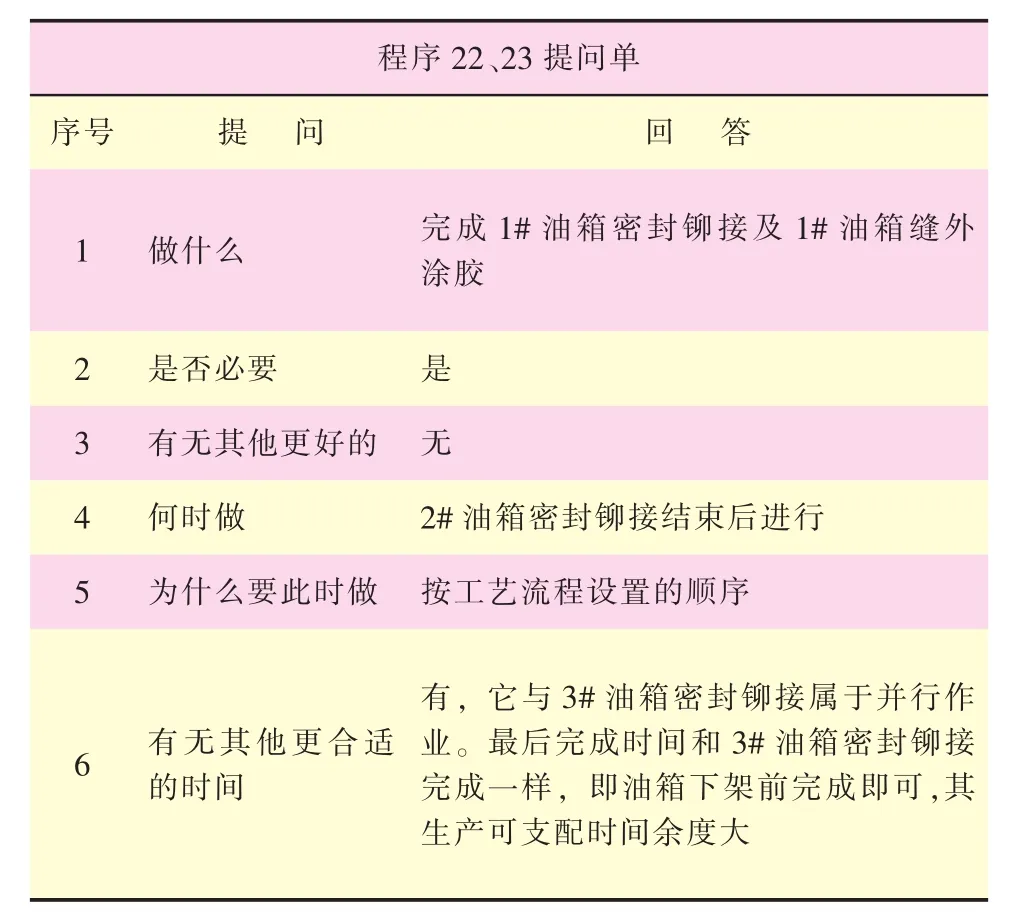
表3 对程序22、23进行提问

表4 对程序21、35、36进行提问
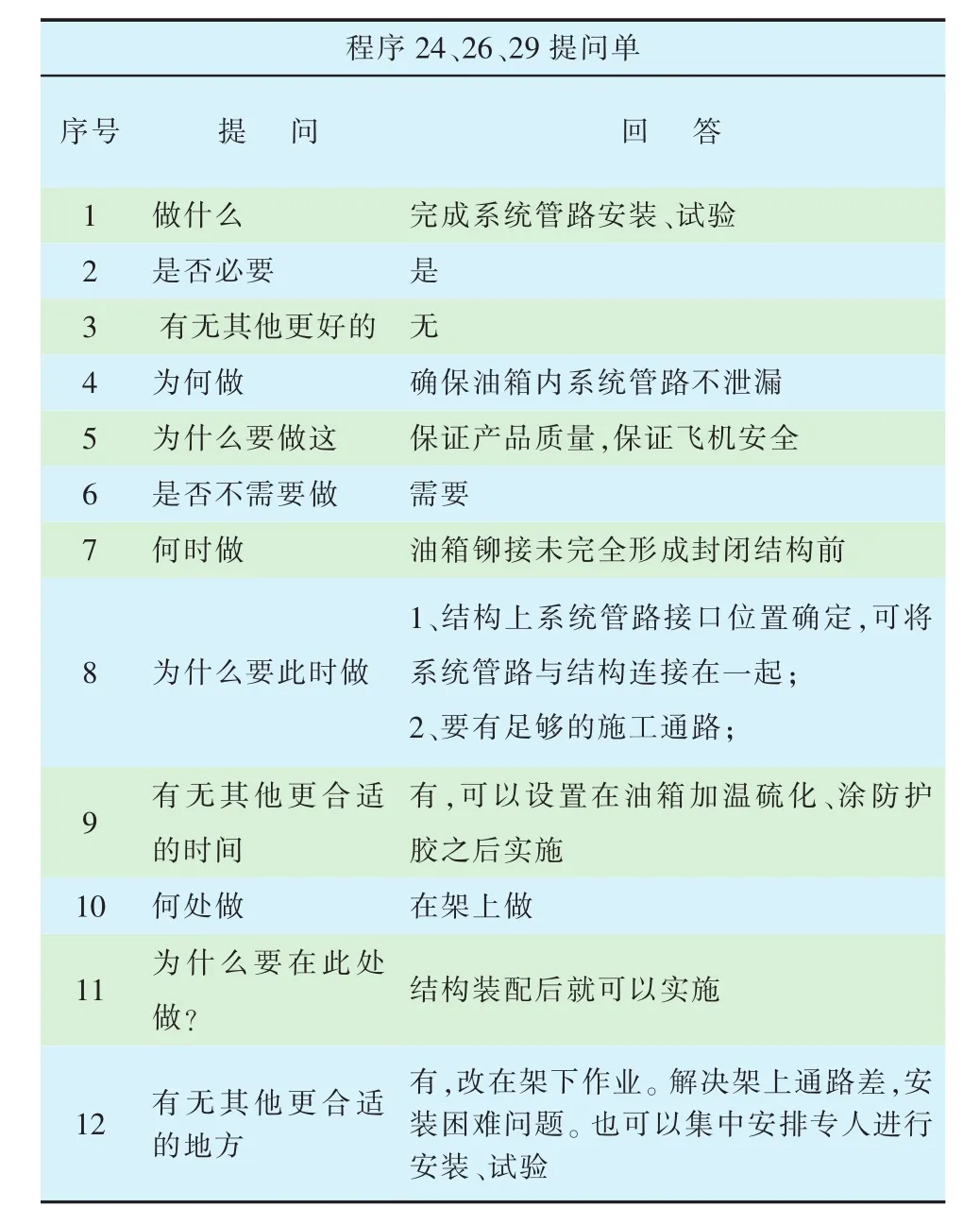
表5 对程序24、26、29进行提问
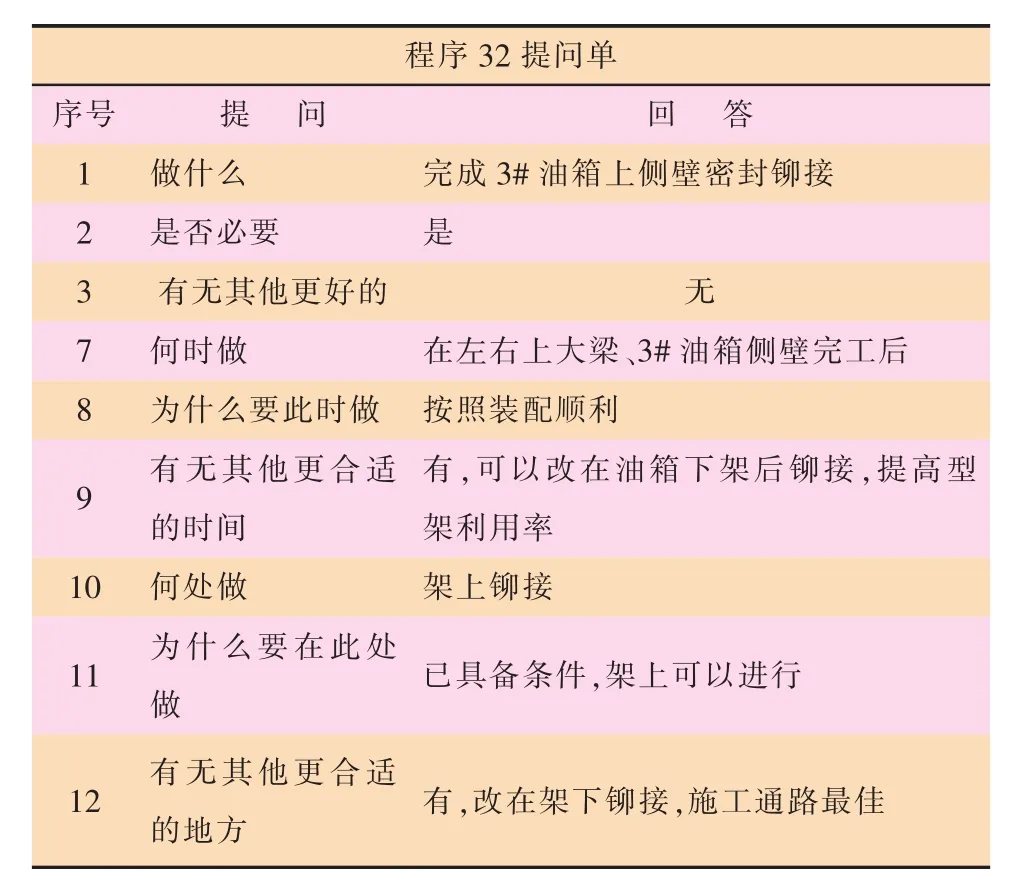
表6 对程序32进行提问
对上述程序提问汇总、归纳,机身整体油箱工艺流程主要存在以下两个方面的问题:
1)串行作业,关键路径过长
油箱密封铆接是整个整体油箱装配工艺流程的关键路径,是生产瓶颈所在。1#油箱密封铆接(22)及1#油箱缝外涂胶(23)与3#油箱对接设置为并没有直接装配关系,可以独立完成,不会对3#油箱对接产生影响。但现工艺流程将其设置为一种串行作业的关系,而非并行作业。
2)工艺流程设置不连续,存在停滞等待
油箱系统管路安装及试验程序21、24、26、29、32、35、36原本设置在型架上待相应油箱结构铆接完后立即进行安装、试验,这种安排导致其他铆接工作都必须停下来等待,造成本该连续铆接操作由此停滞,严重影响铆接工序持续性。
3 工艺流程优化
按照工艺程序分析的结论,在原基础上对机身整体油箱工艺流程进行调整和转移。
1)1#油箱密封铆接及涂缝外胶程序22、23与3#油箱密封铆接属于并行作业,其装配任务可以安排在油箱下架前完成,既缩短装配路线,又缩短生产周期。故将程序22、23与3#油箱密封铆接流程调整至并行作业;
2)2#、3#油箱缝外涂胶程序21、35、36本身不需要型架就可以实施,同时在型架上施工又受到型架通路的影响。故将其安排至整体油箱架下补铆程序38之后;
3)系统管路安装及试验程序24、26、29本身不需要型架就可以实施,可以移至架外集中进行,故将其安排至整体油箱加温硫化、涂防护胶程序40之后;
4)3#油箱上侧壁密封铆接程序32既可以在型架上实施也可以在架外实施,为减少型架的占用时间,提高型架利用率。故将其调整至整体油箱下架程序37之后;
5)将架下系统组件装配程序1、2重复性作业多操作、检验工序进行合并、简化。
通过上述流程的优化,共合并了4程序,重排了9程序,增加4程序,使整体油箱的工艺流程结构更加合理、更加精简,具体见图5。
从图5可以看出,在原工艺流程基础上,油箱密封铆接站位ws2内部分程序调整至油箱试验清洗站位ws3中,减少了油箱密封铆接站位ws2工作量,缓解了整体油箱装配线上的瓶颈。
4 结语
本文运用工业工程方法研究的相关知识,结合实际生产现状,按照程序分析的步骤对机身整体油箱装配流程进行了全面记录,并将生产流程绘制成工艺程序图,运用5W1H提问技术对其工艺流程进行了诊断、分析,查找其深层次问题,同时,还根据ECRSI原则对有关程序进行了删除、合并、重排、简化和增加,建立了一套实用、合理的新工艺流程,使生产组织更加简洁、流畅,更利于精益化生产。通过工艺流程优化改进,生产流程更加顺畅,且使生产周期缩短了约5天。
[1]蔡启明.张庆.庄品.基础工业工程[M].北京:科学出版社,2009.
[2]张正祥.工业工程基础[M].高等教育出版社,2006,2.
[3]石宇强.基于IE的生产线改善研究.机械制造[J].2009,47(3).
[4]陈丽霞,若敏,孟波.精益生产[M]:现代IE.北京:兵器工业出版社,2009,7.
[5]张玉麟.工业工程在波音[J].工业工程与管理,1997,6.
>>>作者简介
陈韦,男,1977年7月出生,2015年毕业于南京航空航天大学,工程师,现从事飞机制造系统质量控制研究。
熊世能,男,1989年6月出生,2010年毕业于南昌航空大学,工程师,现从事飞机装配工艺技术和精益生产线研究。
版权声明
凡向本刊提交的文章,均视为同意本刊授权的合作媒体以数字化方式复制、汇编、发行、信息网络传播本刊全文。本刊支付的稿酬已包含授权费用。
《教练机》编辑部
Research on Assembly Technical Process Optimization of the Integral
Fuel Tank for a Certain Type of Airplane
Chen Wei,Xiong Shineng,Zhao shuang,Cai yanping (AVIC-HONGDU,Nanchang,Jiangxi 330024)
Regarding the assembly line of fuselage integral fuel tank as research object,apply related theory of industrial engineering according to actual situation.So,within the guidance of“5W1H”method and“ECRSI”principle,analyze and diagnose the problems of the tank assembly line,and put forward improvement to optimize the process so using the production line which has the technological and productive bottleneck as to solve the technical and productive bottleneck for critical parts of the aircraft.
Fuselage integral tank;Procedure analysis;5W1H;ECRSI
2017-05-07)
