管线钢用自保护药芯焊丝低温冲击韧性
2017-08-01朱珍彪姚润钢
朱珍彪,姚润钢,郭 纯
(洛阳双瑞特种合金材料有限公司,河南 洛阳 471003)
管线钢用自保护药芯焊丝低温冲击韧性
朱珍彪,姚润钢,郭 纯
(洛阳双瑞特种合金材料有限公司,河南 洛阳 471003)
以BaF2-Fe2O3-Al-Mg渣系自保护药芯焊丝为研究对象,通过冲击韧性试验,研究了残余Al、N及O质量分数对焊丝熔敷金属低温冲击韧性的影响。借助金相显微镜和扫描电子显微镜等仪器,对熔敷金属及其夹杂物显微组织进行了观察分析。分析结果表明:焊丝熔敷金属的低温冲击韧性随着残余Al质量分数的增加而降低。残余Al质量分数较低时,熔敷金属夹杂物以圆形的Al2O3为主,焊缝心部为细小的粒状贝氏体组织,低温冲击韧性较高。残余Al质量分数较高时,熔敷金属夹杂物以不规则多边形AlN为主,焊缝心部为粒状贝氏体和少量块状铁素体,低温冲击韧性较低。同时,合理控制焊丝中微量元素质量分数可有效提高熔敷金属的低温冲击韧性。
自保护药芯焊丝;残余铝质量分数;微量元素;低温韧性
0 引言
自保护药芯焊丝是一种新型焊接材料,无需外加保护措施即可施焊,由于其焊接设备简便及抗风能力强等特点,已广泛应用于油气管线、桥梁建筑和海洋平台等领域[1]。低温冲击韧性是评价熔敷金属力学性能的一个重要指标,其高低反映了所开发焊材药芯成分以及合金化体系的合理与否[2]。对于高强度级管线钢尤其是X80管线钢,自保护药芯焊丝半自动焊焊缝低温冲击韧性离散性大,且部分低温冲击吸收能量低于相应验收指标的问题逐渐显现。自保护药芯焊丝低温冲击韧性的研究,目前主要集中在两个方向:选择有利的低温冲击韧性渣系;保留焊丝的特征渣系以及相对特殊的合金化体系,以获得残余Al质量分数较低的熔敷金属[3]。
如何获得优良的低温冲击韧性是自保护药芯焊丝研究的关键。针对自保护药芯焊丝低温冲击离散性分散大的问题,为改善自保护药芯焊丝的焊接工艺性能及低温冲击韧性,本文基于强碱性渣系的设计理念[4],以BaF2-Fe2O3-Al-Mg渣系自保护药芯焊丝为研究对象,通过低温冲击韧性试验,分析了残余Al质量分数对熔敷金属低温冲击韧性的影响。并借助金相显微镜和扫描电子显微镜等手段,对熔敷金属及其夹杂物显微组织进行了观察分析,揭示了各组分质量分数对工艺性能和低温冲击韧性的影响规律,可为改善自保护药芯焊丝的质量提供理论依据和工程应用参考。
1 试验
1.1 焊丝制造
采用药芯焊丝试制生产线制造焊丝。焊丝直径为Φ2.0 mm,其制造工艺流程如下:钢带输送→丙酮清洗→烘干→经轧辊将钢带轧制成U形槽→添加药芯粉→轧辊将U形槽闭合成管状→多级拉拔→成品焊丝等工序。试制焊丝所用钢带规格为0.6 mm×12 mm,其化学成分如表1所示。

表1 钢带的化学成分 %
焊丝直径为Φ2.0 mm,药芯填充率为(22.5±0.3)%。为保证焊丝的表面质量,轧制前要求钢带无明显划伤,无锈迹,无严重折弯、扭曲。粉芯原材料为BaF2、Fe2O3、Al-Mg、CeO2、LiF、Li2CO3和SiO2等。
1.2 焊接设备及试验方法
焊接设备采用Lincoln DC-400型焊接电源,匹配LN-23P型送丝机,焊接工艺参数如表2所示。
-30 ℃低温冲击韧性试验在ZBC2302-B型冲击试验机上进行,Charpy-V冲击试样按GB/T 2650—2008要求进行取样。采用Leica DMI5000M型金相显微镜和Quanta 650 FEG型扫描电子显微镜等设备对冲击断口及夹杂物微观形貌进行观察分析。Quanta 650 FEG型扫描电子显微镜加速电压为25 kV。

表2 焊接工艺参数
2 试验结果与分析
2.1 试验结果
本试验选用两种不同药芯组分的焊丝(1#和2#)为研究对象,分析了焊缝中不同残余Al质量分数对焊丝熔敷金属低温冲击韧性的影响。1#和2#两种焊丝熔敷金属的化学成分及力学性能见表3和表4。从表3可以看出:1#焊丝熔敷金属的残余Al质量分数为0.650%,2#焊丝熔敷金属的残余Al质量分数为 1.120%,两者均属于高残余Al合金化体系。Al作为铁素体形成元素,能缩小奥氏体区,扩大铁素体区。在高温下,残余Al质量分数较高时,在晶界形成的先共析铁素体较粗大,而针状铁索体与较细小的粒状贝氏体这两种组织的比例较少,组织会显得粗大,对低温冲击韧性不利。从表4可以看出:1#焊丝熔敷金属的低温冲击韧性为150 J,是2#焊丝熔敷金属低温冲击韧性的两倍以上,1#焊丝熔敷金属的力学性能优于2#焊丝熔敷金属。

表3 熔敷金属的化学成分 %

表4 熔敷金属的力学性能
2.2 残余Al质量分数对熔敷金属低温冲击韧性的影响

图1 熔敷金属残余Al质量分数与低温冲击韧性和抗拉强度的关系
Al元素在自保护药芯焊丝中起造渣保护和脱氧固氮等作用,但是残留Al对熔敷金属的低温冲击韧性有不利的影响。熔敷金属残余Al质量分数与低温冲击韧性和抗拉强度的关系如图1所示。由图1可以看出:低温冲击韧性随熔敷金属中残余Al质量分数的增加而降低,而熔敷金属的抗拉强度随残余Al质量分数的增加而升高。主要原因为:铝镁合金在熔炼过程中形成夹杂物而残留在熔敷金属中,夹杂物质量分数较多,且尺寸较大,对位错运动的阻力较大[5],固溶强化作用增大,故熔敷金属的强度增大。但是Al2O3、AlN等夹杂物为脆性夹杂物,与塑性好的基体金属差别较大,导致在界面上产生应力集中,从而促使裂纹的产生,导致低温冲击韧性降低[6]。
2.3 残余Al质量分数对熔敷金属显微组织的影响
图2为1#和2#焊丝熔敷金属心部组织的金相显微形貌。由图2a可以看出:1#焊丝熔敷金属显微组织主要由细小的粒状贝氏体和针状铁素体构成,分布比较均匀,组织细小。由图2b可以看出:2#焊丝熔敷金属显微组织主要由粒状贝氏体、少量上贝氏体和少量块状铁素体组成,呈杆状和条状,平行排列,聚集现象明显。总体来讲,残余Al质量分数较低的1#焊丝熔敷金属显微组织较2#焊丝熔敷金属更细小,存在少量针状铁素体;而残余Al质量分数较高的2#焊丝熔敷金属显微组织粗大,存在块状铁素体。同时,粒状贝氏体中岛状组织的形态不一,在1#焊丝熔敷金属中呈细颗粒分布,焊缝中这种细小的粒状贝氏体组织使焊接接头具有良好的强度和韧度。而2#焊丝熔敷金属粒状贝氏体中的岛状组织呈短杆状,为不连续的长条状,在基体中趋于平行分布,其质量分数有所增加,且发生明显粗化,组织均匀性差,在外力作用下对基体的割裂阻碍作用比较明显,故低温冲击韧性低。改善粒状贝氏体形状和分布,增加针状铁素体数量是提高焊接接头综合性能的有效途径[7]。
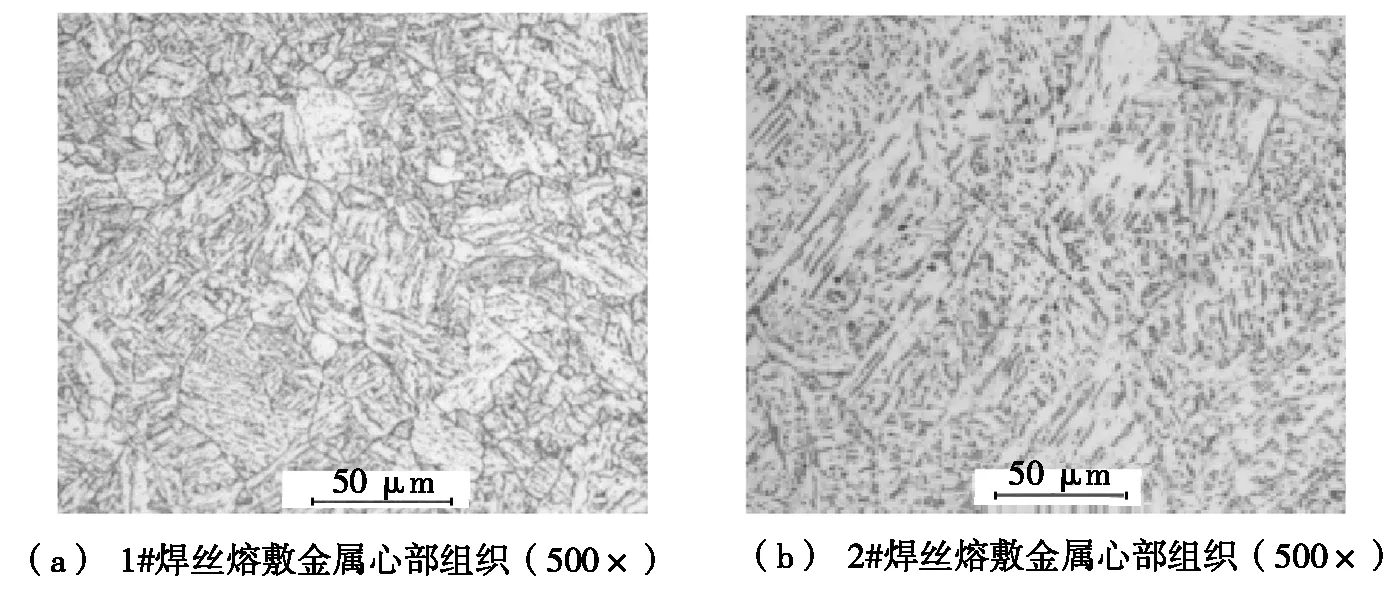
图2 焊丝熔敷金属心部组织的金相显微形貌
2.4 残余Al质量分数对熔敷金属冲击断口形貌的影响
通过扫描电子显微镜对焊丝熔敷金属冲击断口形貌进行了观察分析,如图3所示。图3a是1#焊丝熔敷金属断裂时纤维区产生的撕裂韧窝,属于韧性断裂,撕裂韧窝有一定的方向性,呈抛物线形状,各韧窝大小适中,分布比较均匀。图3b是1#焊丝熔敷金属断裂时形成的准解理区,准解理平面不明显,低温冲击韧性较好。图3c是2#焊丝熔敷金属断裂时纤维区产生的撕裂韧窝,呈等轴状韧窝形貌,韧窝方向性不明显。图3d是2#焊丝熔敷金属断裂时形成的准解理区,准解理面平坦,准解理台阶少,反映了试样在受到冲击载荷时,没有来得及发生明显的撕裂就断开了,所以2#焊丝熔敷金属低温冲击韧性较差。
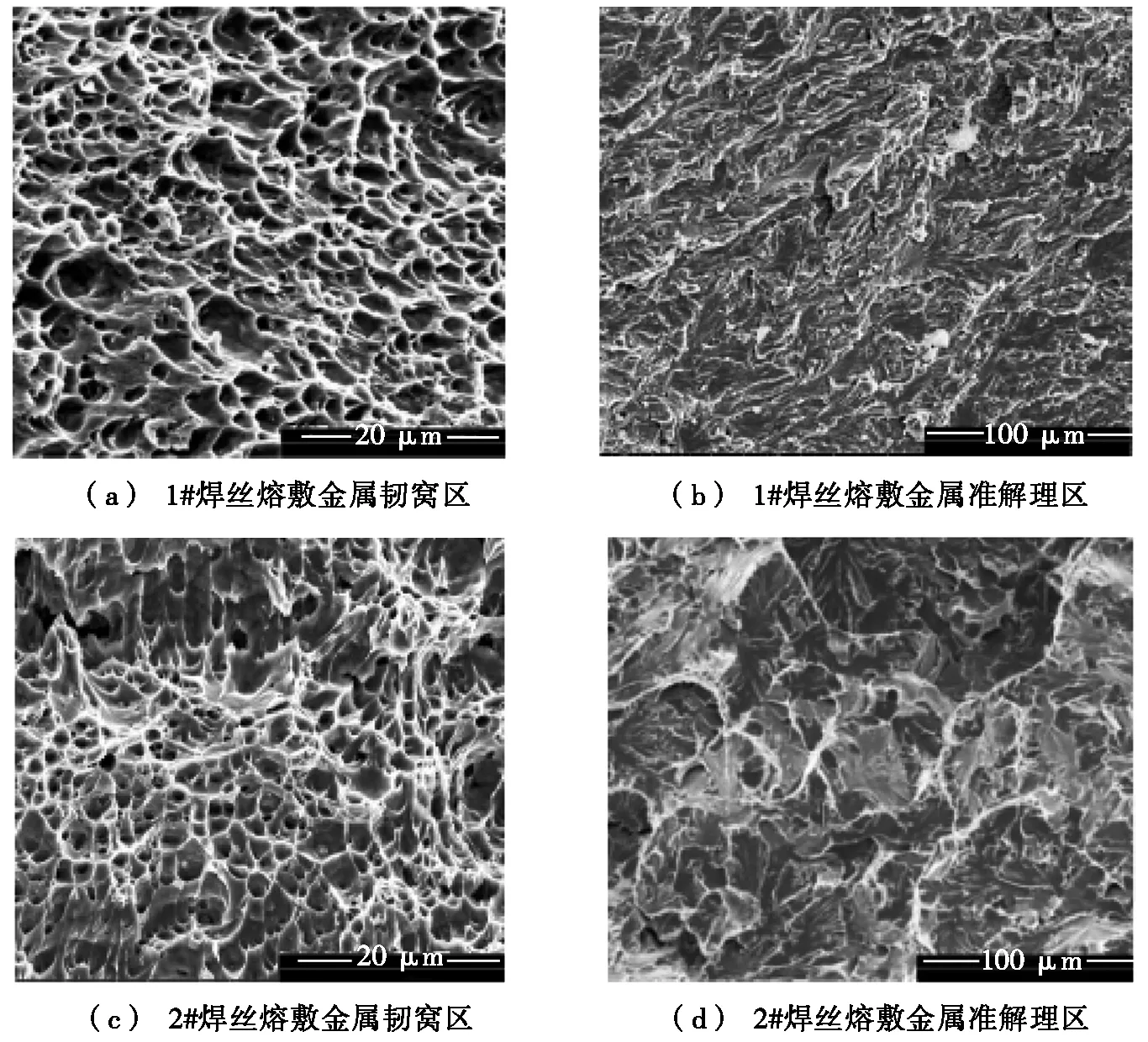
图3 焊丝熔敷金属冲击断口形貌
2.5 夹杂物对熔敷金属力学性能的影响
图4为熔敷金属夹杂物形貌图和能谱。用自制的自保护药芯焊丝进行焊接,采用扫描电子显微镜及其自带的能谱仪对焊缝中心熔敷金属的夹杂物进行扫描,发现脆性夹杂物为AlN和A12O3,分别如图4b和图4d所示。从图4a和图4c可以看出:熔敷金属中AlN夹杂物尺寸在2 μm左右,为具有棱角的多边形结构,形状不规则,而A12O3夹杂物尺寸在1 μm左右,为圆球形状。由于夹杂物与熔敷金属之间变形能力差异较大,在交界处易产生应力集中,并导致微裂纹产生。尤其是具有棱角结构的AlN夹杂物,容易在棱角处产生应力集中,易导致裂纹产生,降低熔敷金属低温冲击韧性。
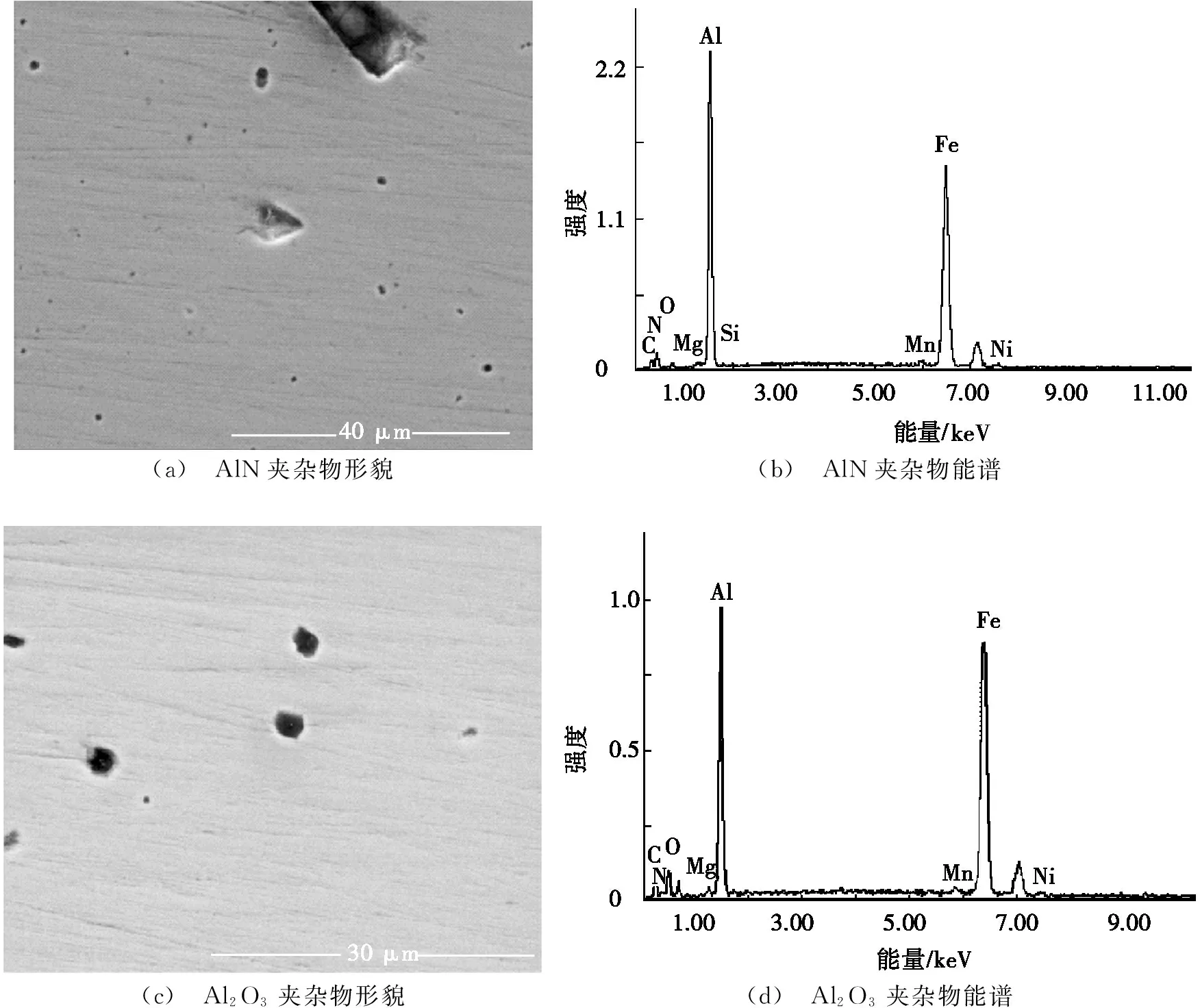
(a) AlN夹杂物形貌(b) AlN夹杂物能谱(c) Al2O3夹杂物形貌(d) Al2O3夹杂物能谱
图4 熔敷金属夹杂物形貌图和能谱
文献[8-9]研究表明:夹杂物尺寸越大,割裂作用越显著,在基体中产生应力集中越严重。首先,在较大的夹杂物以及熔敷金属集体交界处产生微裂纹,微裂纹沿夹杂物边界发展。当残余Al质量分数较低时,则Al更容易与O结合,生成圆形的Al2O3夹杂物。圆形的Al2O3夹杂物较细小,对基体的割裂作用较小,从而使得微观组织细化,改善焊丝熔敷金属的低温冲击韧性和力学性能。而多边形的AlN夹杂物尺寸较大,容易在周边产生应力集中,导致焊丝熔敷金属的力学性能下降。
2.6 微量合金化元素的控制
高残余铝合金系焊丝熔敷金属的低温冲击韧性与夹杂物特征参数关系较大,尺寸为0.4~1.0 μm的夹杂物对低温冲击韧性有利,为获得良好的低温冲击韧性,合理控制以下几种微量合金化元素的质量分数是非常必要的。
稀土Ce改善熔敷金属低温冲击韧性的途径[10]主要有:形成新的强化相,强化基体;降低有害杂质O、N、H、S等,净化晶界;细化晶粒。药芯组分中的稀土氧化物CeO2经冶金反应,能够向焊缝中过渡微量的稀土Ce,改善焊缝的低温冲击韧性。
Zr元素作为强氮化物形成元素,在熔池中与残余N结合形成稳定的ZrN,作为Al的辅助固氮元素。同时,Zr元素能够形成强碳化物,与碳元素结合形成高熔点质点ZrC,阻碍奥氏体晶粒长大,细化晶粒,低温冲击韧性得到改善。但Zr元素过多时,严重影响焊接工艺性,尤其是脱渣性。
为了进一步考察高铝渣系中不同N和O质量分数对焊丝熔敷金属低温冲击韧性的影响,设计了1号~8号焊丝配方,其-30 ℃低温冲击韧性见表5。从表5可以看出:w(N)>0.030 0%时,焊丝熔敷金属的低温冲击韧性较差;当w(N)≤0.030 0%时,可获得良好的低温冲击韧性。O质量分数的范围要合理,O质量分数过低或过高均得不到良好的低温冲击韧性。通过控制铝镁合金、氧化物以及碳酸盐等化合物在药芯组分中的范围,可实现O的质量分数为0.002 0%~0.010 0%,在此范围内,焊丝熔敷金属的-30 ℃低温冲击韧性较为理想。

表5 不同N、O质量分数焊丝熔敷金属的-30 ℃低温冲击韧性
3 结论
残余Al能够显著影响自保护药芯焊丝熔敷金属的低温冲击韧性。低温冲击韧性随着残余Al质量分数的增加而降低。残余Al通过影响焊缝组织、断口形貌以及夹杂物尺寸,从而影响焊丝熔敷金属的低温冲击韧性。残余Al质量分数较低时,熔敷金属的夹杂物主要以圆形的Al2O3为主,得到细小的粒状贝氏体组织,低温冲击韧性较高;残余Al质量分数较高时,熔敷金属的夹杂物以不规则多边形AlN为主,对低温冲击韧性不利。
[1] 薛振奎.国内长输管道下向焊用焊接材料的发展现状与建议[J].机械工人(热加工),2006(10):16-17.
[2] 张天理.E71T8-Ni1J自保护药芯焊丝及其韧化机制的研究[D].北京:北京工业大学,2012:12-14.
[3] 孙旭升,工秉新,工维丰.夹杂物对针状铁素体形成的影响研究现状[J].热加工工艺,2015,44(16):15-17.
[4] 张占伟.X80管线钢用自保护药芯焊丝[D].天津:天津大学,2009:25-26.
[5] 胡平,郭纯,孔红雨,等.X80管线钢自保护药芯焊丝冲击离散性分析及改进[J].金属加工(热加工),2016(2):68-70.
[6] 尹长华,范玉然.自保护药芯焊丝半自动焊焊缝韧性离散性成因分析及控制[J].焊接技术,2014,40(2):61-67.
[7] 黄春明.X80管线钢用自保护药芯焊丝渣系及强韧化的研究[D].天津:天津大学,2008:36-38.
[8] ABSON D J.Non-metallic inclusions in ferritic steel weld review[J].Welding journal,1997,76(3):156-171.
[9] QUINTANA M A,MCLANE J,BABU S S,et al.Inclusion formation in self-shielded flux cored arc welds[J].Welding journal,2001,80(4):98-105.
[10] CHAKRABORTY S.Analytical investigations on breakup of viscous liquid droplets on surface tension modulation during welding metal transfer[J].Applied physics letters,2005,86(17):174104-174107.
国家自然科学基金项目(U1204520);河南省科技创新杰出人才计划基金项目(144200510001);工信部联装基金项目([2013]41号)
朱珍彪(1985-),男,河南洛阳人,工程师,硕士,主要研究方向为特种焊接材料开发与工程应用.
2016-06-15
1672-6871(2017)02-0006-05
10.15926/j.cnki.issn1672-6871.2017.02.002
TG422.3
A
