一种电子束焊机磁聚焦装置的控制电源
2017-07-31黄小东陆苇覃胤鸿梁祖明
黄小东,陆苇,覃胤鸿,梁祖明
(桂林狮达机电技术工程有限公司,广西桂林541004)
一种电子束焊机磁聚焦装置的控制电源
黄小东,陆苇,覃胤鸿,梁祖明
(桂林狮达机电技术工程有限公司,广西桂林541004)
电子束焊机磁聚焦装置中铁磁材料的励磁电流与磁感应强度不是线性关系,导致电子束斑的焦距重复性精度差。励磁绕组中交替通入正反向电流进行退磁来消除磁滞回线的影响,实现了励磁绕组的励磁电流与磁感应强度呈单值对应关系,同时励磁绕组电源采用精密电流检测元件并配合恒流控制方法保证电流稳定,确保磁聚焦装置磁场强度工作误差小于0.1%.
电子束焊机;磁聚焦;恒流控制;退磁
电子束焊接具有焊接材料范围广[1]、焊缝纯洁度高,焊接速度快等优势,近年来得到了长足发展[2],汽车、航空航天等领域对高精度电子束焊机[3]需求越来越大。电子束焊机聚焦装置磁路中有铁磁材料,铁磁材料的励磁电流与磁感应强度呈磁滞回线关系,同一个励磁电流对应多个不同的磁感应强度,无法实现对电子束焦点的精确控制,电子束斑的焦距重复性精度较差,不能满足高精度电子束焊接的要求。此外,聚焦励磁绕组电流会受温度、电压波动等因素影响,励磁电流的稳定性较差,也会影响电子束斑的焦距重复性精度。因此,提出了一种电子束焊机聚焦电流控制电源,能够提高电子束斑的焦距重复性精度,使励磁电流与磁感应强度呈单值对应关系。
1 电子束焊机聚焦电流控制方法
电子束焊机利用磁透镜磁场对电子束施加洛伦兹力,导向并调节电子束斑的外形,达到电子束汇聚的目的。电子束焊机聚焦系统的构成如图1所示。为提高电子束斑的焦距重复性精度,工程上采用一种聚焦电流控制电源,通过磁路退磁控制方法来消除剩磁对磁感应强度的影响,保证聚焦励磁绕组的励磁电流与磁感应强度呈单值对应关系,同时聚焦控制电源采用精密电流检测元件并配合恒流控制方法保证励磁电流稳定,提高电子束斑的焦距重复性精度。

图1 聚焦系统
1.1 退磁控制
电子束焊机聚焦装置磁路中有铁磁材料[4],铁磁材料的磁滞回线[5]如图2所示。当磁化场强度H降为零时,磁感应强度B不为零,磁聚焦装置中仍有少量剩磁,对电子束聚焦产生不利影响。所以,每次焊接工作开始前,通过控制励磁绕组的电流大小和方向对磁路进行退磁,使得磁聚焦装置的励磁电流与磁感应强度呈单值对应关系,提高焦距重复性精度。
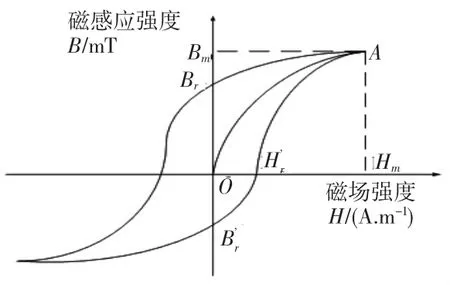
图2 铁磁材料的磁滞回线
根据磁场理论[6],在励磁绕组中交替通入正反向电流产生不同方向的磁场可以消除磁路中的剩磁,使励磁电流与磁感应强度呈单值对应关系。具体做法是:由PLC模块编程控制聚焦电源给定量改变励磁电流大小;换向继电器触点的两个输出端分别接在聚焦绕组的两端,通过控制换向继电器绕组的通断来改变励磁电流方向。退磁工作过程如下:(1)焊接工作开始前,将正向励磁电流If由零升高到额定值Ifn,然后再降至零;(2)反向切换继电器;(3)反向励磁电流If由零升至0.5 Ifn,然后降为零;(4)正向切换换向继电器;(5)将正向励磁电流If由零升至Ifn,然后降为零;(6)反向切换换向继电器;(7)将反向励磁电流If由零升至0.5 Ifn,然后降为零;(8)正向切换换向继电器;(9)将正向励磁电流If由零升至0.25 If,然后降为零;(10)反向切换换向继电器;(11)将反向励磁电流If由零升至0.125 Ifn,然后降为零;(12)正向切换换向继电器,(13)将正向励磁电流If由零升至0.25 Ifn,然后降为零;(14)反向切换换向继电器;(15)将反向励磁电流If由零升至0.125 Ifn,然后降为零;退磁结束。励磁电流上升和下降时间均为10 s,即0~t1,t2~t3,t4~t5,t6~t7均为10 s.如图3所示磁路退磁过程中聚焦励磁电流的工作波形图。
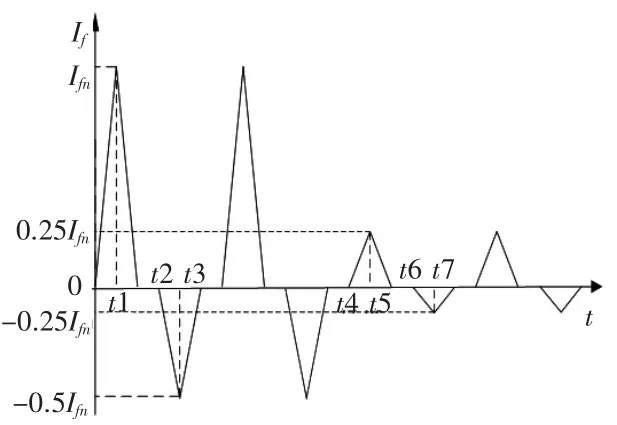
图3 退磁过程中聚焦励磁电流工作波形图
1.2 聚焦电源恒流控制
电子束焊机聚焦绕组的励磁电流会受环境温度及电压波动等因素影响,电流稳定性较差。为解决此问题,励磁绕组供电电源采用低温漂精密电阻作为电流检测元件并配合比例-积分调节方法来提高励磁电流的稳定性。聚焦绕组供电电源原理图如图4所示,E1为直流供电电源,R3为精密采样电阻,IC1及其周围元件构成比例-积分调节,功率管T工作在放大区。精密采样电阻采集励磁绕组的实时工作电流If,输出正比于励磁电流的电压信号,并与控制器输出的给定电压信号进行比较,比例-积分运算和放大处理后,输出信号到功率管T的基极来调节励磁电流,保证励磁绕组电流的稳定。图4中运放IC1给定电压信号与输出信号UO的传递函数为:

磁路退磁过程中,通过控制换向继电器励磁绕组的通断来控制图4中换向继电器触点的切换改变励磁绕组中电流的方向;通过控制电压给定信号改变励磁电流大小。
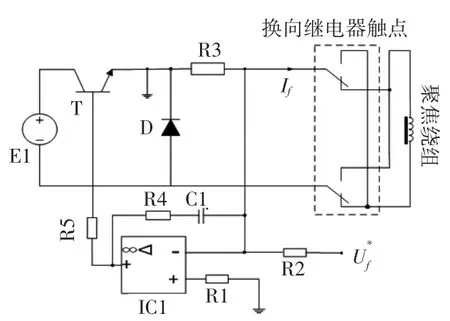
图4 聚焦绕组供电电源原理图
2 实验方案与结果分析
2.1 实验方案
磁聚焦装置绕组与聚焦电源电路板连接,PLC模块输出端与聚焦电源板电压给定端连接,通过编写程序控制励磁电流If的大小和方向。实验选取的测量位置是聚焦装置中靠近电子束通道的某一固定点,使用CH-3600型三维高斯计测量磁感应强度B,其量程为30T,分辨率为0.1 mG,将仪器的霍尔探头安装固定后进行实验。在常规状态下测量时,通过改变PLC给定调节励磁绕组的励磁电流If,分别测量励磁绕组在If=100 mA、200 mA、300 mA时的磁感应强度并记录数据。在退磁状态下测量时,首先基于本文所述退磁控制原理编写PLC程序控制励磁绕组交替通入正反向电流自动进行退磁,然后调节PLC给定测量If=100 mA时的磁感应强度;退磁后再调节给定量测量If=200mA时的磁感应强度,以同样方法测量If=300 mA时的磁感应强度并记录数据。同一励磁电流下每一状态至少测得20个磁感应强度数据以便于对比分析。
2.2 结果分析
图5所示为聚焦励磁电流If=100 mA、200 mA、300 mA时,常规状态和退磁状态下的磁感应强度变化曲线图。根据测量数据,计算常规状态和退磁状态下磁感应强度B的相对误差,结果见表1.可以发现:(1)当励磁电流一定时,常规状态下磁感应强度与聚焦电流不呈单值对应关系,且磁感应强度变化较大;(2)当励磁电流一定时,常规状态下磁感应强度的波动范围比退磁状态下的波动范围大;(3)当励磁电流一定时,退磁后励磁绕组的磁感应强度B的变动误差小于0.1%,励磁电流与磁感应强度基本呈单值对应关系。
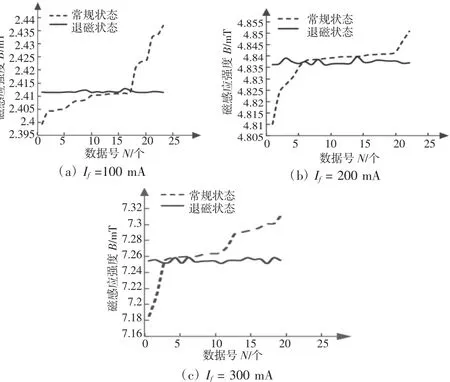
图5 励磁电流一定时,不同状态下磁感应强度的变化曲线
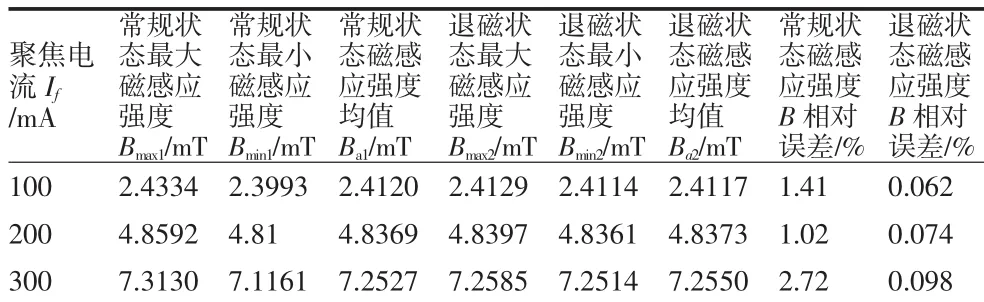
表1 不同状态与聚焦电流If条件下,磁感应强度B的相对误差
3 结论
聚焦电流控制电源交替通入正反向电流对聚焦磁路进行退磁,同时聚焦电源采用精密电流检测元件并配合恒流控制方法保证聚焦电流稳定。利用PLC调节聚焦电流,分别测量常规状态与退磁状态下同一励磁电流所对应的磁感应强度值。实验结果表明:退磁后励磁工作电流与磁感应强度呈单值对应关系,工作误差小于0.1%,能够保证电子束斑的焦距重复性精度。
[1]冯吉才,王廷,张秉刚,等.异种材料真空电子束焊接研究现状分析[J].焊接学报,2009,30(10):108-109.
[2]陈芙蓉,霍立兴,张玉凤.电子束焊接技术及其接头质量评定[J].焊接,2001(11):21-22.
[3]韦寿祺,李雪娇,莫金海.电子束快速成型机聚焦及偏扫系统的工程实现[J].真空科学与技术学报,2015,35(5):634-635.
[4]杨理践,刘斌,高松巍,等.金属磁记忆效应的第一性原理计算与实验研究[J].物理学报,2013(08):086201-086202.
[5]李都红,张小青,李敬怡,等.一种测量铁磁材料磁滞回线的方法及仿真[J].变压器,2008,45(04):38-39.
[6]李忠海,陈亮,毛浩菲,等.永磁直流电机退磁故障仿真研究[J].系统仿真学报,2013,25(11):2561-2562.
A Control Power Supply for Magnetic Focusing Device of Electron Beam Welder
HUANG Xiao-dong,LU Wei,QIN Yin-hong,LIANG Zu-ming
(Guilin THD Mech&Elec Engineering Co.,Ltd.,Guilin Guangxi 541004,China)
The excitation current of ferromagnetic material in magnetic focusing device of electron beam welding machine is not linear with magnetic induction intensity,which leads to poor repeatability accuracy of electron beam spot.In the excitation winding,alternating forward and reverse currents are applied to demagnetization to eliminate the influence of the hysteresis loop,and the excitation current of the excitation winding has a single value corresponding to the magnetic induction intensity,at the same time,the excitation winding power supply adopts precise current detecting element,and the constant current control method is used to ensure the current stability,and the working error of the magnetic field intensity of the magnetic focusing device is less than 0.1%.
electronic beam welding machine;magnetic focusing;constant-current control;demagnetization
TG439.3
A
1672-545X(2017)06-0178-02
2017-03-07
黄小东(1984-),男,广西贵港人,电气工程师,本科,主要从事电子束加工设备的研发工作。
