机械加工中的自适应控制技术
2017-07-31宋福田杜广
宋福田,杜广
(中车青岛四方机车车辆股份有限公司,山东青岛266061)
机械加工中的自适应控制技术
宋福田,杜广
(中车青岛四方机车车辆股份有限公司,山东青岛266061)
自适应控制技术是实现自适应机械加工的重要基础。研究分析了自适应控制技术的工作原理,阐述了自适应控制技术的分类及发展,并提出了自适应控制技术有待于解决的问题。
自适应控制;机械加工;自适应加工
随着机械加工制造系统的集成度和自动化水平的提高,自适应加工技术基于传统加工的特点逐渐发展起来[1,2],它将精密数控机床和精密测量设备有效集成,对整个加工过程的质量进行检测及监控,实现了“加工”—“测量”—“补偿加工”闭环控制,已经成为保证零件加工质量的重要手段。
自适应控制,其含义是:在加工系统或者加工环境发生变化时,系统仍然能够自我调整加工过程,并按照预期目标完成整个加工过程,这种对加工系统或者加工环境变化具有自我调节能力的控制技术即为自适应控制技术。早在20世纪50年代末期,自适应控制技术开始发展,主要包括模型参考自适应控制技术和自校正控制技术两个分支[1]。自70年代,由于计算能力的飞速提高和对控制理论的更深刻的研究,自适应控制无论是在理论上还是在应用上都取得了很大的进展,已广泛应用于飞机控制、导弹控制、过程控制等方面,同样也在机械加工过程中得到广泛的应用,如复杂曲面、复杂型腔、焊接、热处理等,并且取得了良好的经济效益。因此,本文对自适应控制技术的原理及应用等进行了研究。
1 自适应控制技术的基本原理
自适应控制技术的基本原理如图1所示。
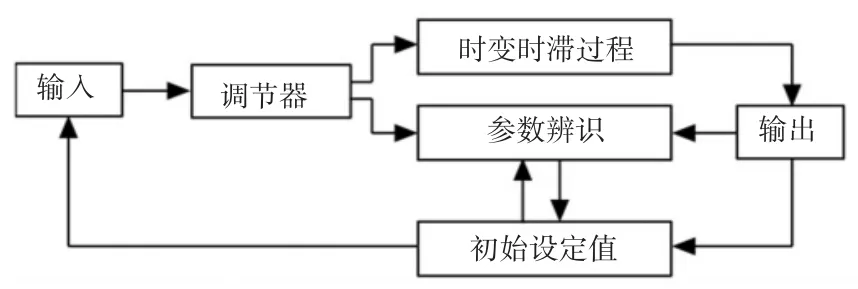
图1 自适应控制的基本原理
首先将数据进行输入,然后通过调节器并进入时变时滞过程,同时对系统进行参数识别,随后将输出的数据与初始设定值(即理想值)进行实时比较,根据比较的结果,调节器自动调节、修正参数模型,进而完成自适应控制过程。
自适应控制系统需具备的主要功能有:
(1)能够实时测量性能指标或能够实时辨识加工对象的动态特性。
(2)能够实现选择控制过程修改的算法法则。
(3)能够实时调整控制器的控制参数。
目前,自适应控制技术可分为MRAC(即模型参考自适应控制)和MFAC(无模型自适应控制)两类[3]。如果受控对象已知,但参数未知,可采用MRAC控制,该方法的基本思想是:
首先将受控对象由微分方程进行表示:

其中,u为输入控制,Fo为输出。若需要闭环系统,则输入输出特性为:

其中,I为参考输入,假设用Fs(t)表示该系统的输出,则有:

设受控对象的参数a0和b0已知,且有b0≠0,且选择控制器的参数k1、k2可由下式表示:

进而可得到:

自适应的设计准则就是运用已有数据进行在线调节,使之逐渐逼近标称值k1、k2.
2 自适应控制技术的分类
世界上第一台自适应控制系统是20世纪60年代初美国Bendix公司研制的自适应控制铣床,此后各种应用自适应控制技术的机床得到快速发展。总的来讲,目前自适应控制技术可分三大类[3-10]:
(1)自适应控制技术(AC)
该控制技术又可细分为约束型自适应控制技术(ACC)和优化型自适应控制技术(ACO)。前者以切削状态为目标,以实现切削用量最大化;后者以使切削过程为目标,已实现加工过程的最优化。
(2)人工自适应控制技术(MAC)
该技术的控制过程是:在加工过程中,由操作者人工检测和采集加工过程中的状态信号,并将采集的数据传入计算机(或可编程控制器)中,根据切削过程的数学模型以及操作者个人经验得出调整信号,再由人工将调整信号输入给机床以实现自适应控制。
(3)准适应控制(QAC)
该技术的控制过程是:由计算机自动检测和采集加工过程中的状态信号,并进行数据处理、计算,从而得到调整信号,然后由操作者个人经验进行调控、修正调整信号,再反馈给机床。该技术与自适应控制技术基本一致,但缺乏实时性。
3 自适应控制技术的应用
某厂采用Delcam PowerINSPECT NC PartLocator,这是一自适应加工模块,可用于零件的自适应加工及工件和夹具精确定位,是DELCAM集近三十年制造业软件开发和应用的丰富经验推出的最新产品。
进行自适应加工时,可首先使用PowerINSPECT进行离线编程,制定出零件或毛坯的位置测量方案和次序,通过在零件或毛坯上测量出的这些位置点数据,即可计算出零件或毛坯在机床上的精确位置,然后将这些数据输入到NC Partlocator.NC Partlocator,将对比产生PowerMILL刀具路径的名义位置和工件在机床上的实际位置,自动移动或旋转刀具路径原点位置,从而使刀具路径和工件对齐并将结果输出到机床控制器。这样经几分钟对零件进行简单装夹定位后,系统即可实时自动对齐定位NC刀具路径,从而帮助机床操作人员快速准确地进行工件的重复装夹定位,节省时间,提高定位精度,减少昂贵夹具的需要,节省资金。其具体过程如下:
(1)校准测头座和测头(图2).

图2 测头校准
(2)在PowerINSPECT中编辑检测路径,在机床上精确定位零件(图3).
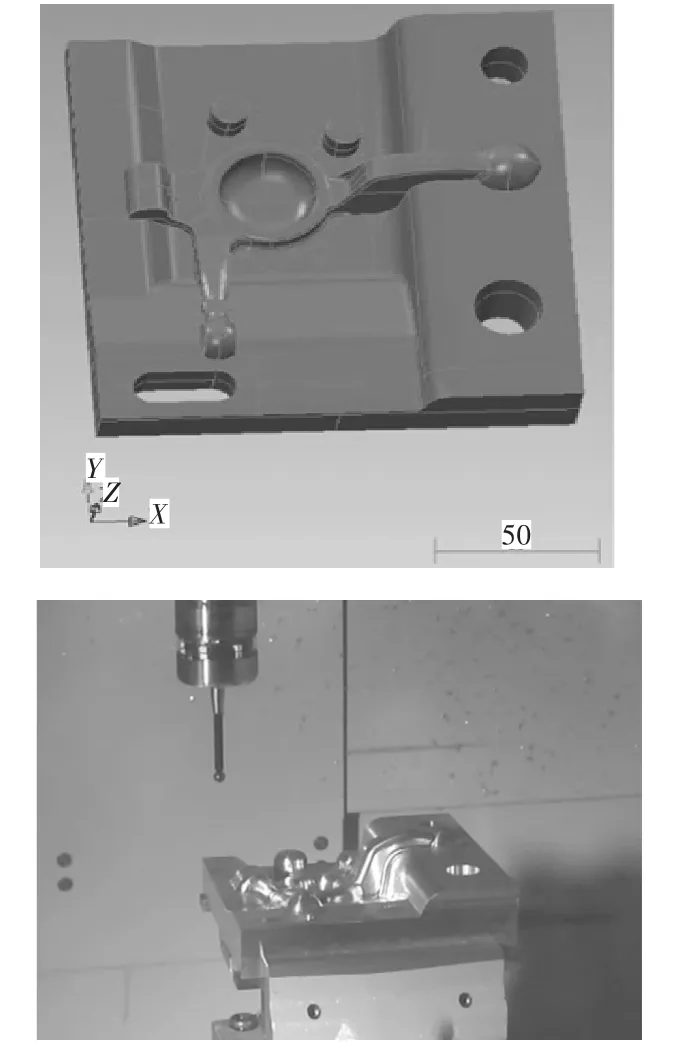
图3 编辑检测路径
(3)输出及执行NC程序(图4).强大的拟合算法可精确对齐零件并准确地将对齐定位结果输出到机床控制器或是外部应用程序。
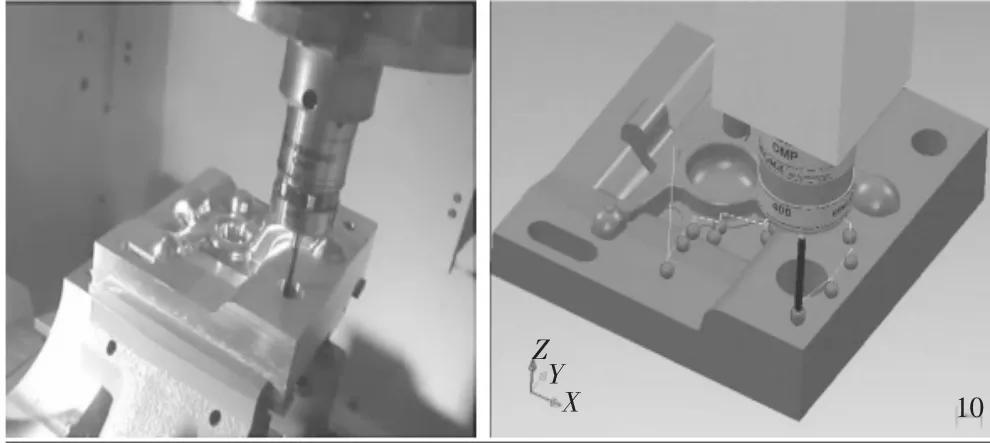
图4 执行检测程序
(4)计算结果数据,产生报告,从而得到比手工设置更稳定的输出结果。
(5)根据检测报告加工零件(图5).
图5 零件加工
(6)执行检测,即重复步骤1~4,可减少零件变动和装夹次数,提高产品质量,提高生产力。
4 结束语
近年来,基于自适应控制技术,自适应加工在机械加工领域得到了广泛应用。通过自适应加工系统,实现了对加工产品质量的实时控制,减少了检测过程中机床操作员的人为错误,实现全程序无人干预,减少问题产品流入到下一加工阶段的机率,同时提高了加工效率,加强了对生产过程质量的控制,较好地节省加工时间和精力。
[1]胡俊达,胡慧,自适应控制技术在数控与组合机床中的应用,组合机床与自动化加工技术,2004(11):73-75.
[2]孔建,姜超,马述塨,等.自适应控制技术在机械加工制造业中的应用[J].常州工学院学报,2012,25(6):37-40
[3]郭涛,王巍.自适应控制方法研究与发展[J].安阳师范学院学报,2009(5):81-84.
[4]Procyk T J.A linguistic self-organizing process controller[J]. Automatica,1979,15(1):15-30.
[5]Shao S.Fuzzy self-organizing controller and its application for dynamic processes[J].Fuzzy Sets and Systems,1988,26(1):151-164.
[6]Rhee F V D,Vander Rhee F,et al.Knowledge based fuzzy control of systems[J].IEEE Transactions on Automatic Control,1990,35(2):148-155.
[7]Linkens D A,Nie J.Constructing rule-bases for multivariable fuzzy control self-learning,Part I,system structureand learning algorithms[J].International Journal of SystemsSciences,1993,24(1):117-127.
[8]Rhee F V D,Linkens D A.Constructing rule-bases for multivariable fuzzy control self-learning,Part II:rule-base formation and blood pressure control application[J].International Journal of Systems Sciences,1993,24(1):129-157.
[9]Layne J R,et al..Fuzzy model reference learning control for cargo ship steering[J].IEEE Control System,1993,13(5):23-24.
[10]戴忠达.一种改进的模糊控制器及其应用[J].自动化学报,1990,16(3):258-261.
Adaptive Control Technology in Machining
SONG Fu-tian,DU Guang
(China Qingdao Sifang locomotive Limited by Share Co.,Ltd.,Qingdao Shandong 266061,China)
Adaptive control technology is an important basis for adaptive machining.In this paper,the working principle of adaptive control technology is analyzed,and the classification and development of adaptive control technology are described.
adaptive control;machining;adaptive machining
TP273.2
A
1672-545X(2017)06-0091-03
2017-03-07
宋福田(1980-),男,辽宁辽阳人,高级工程师,本科,主要从事铝合金高速加工方面的研究。
