环保型切削液在轴承套圈磨削加工中的应用分析
2017-07-25王卫东李海清杨泳烽
王卫东,李海清,杨泳烽
(1.浙江工业职业技术学院 浙江 绍兴 312000;2.浙江新昌皮尔轴承有限公司,浙江 新昌 312500)
轴承套圈的材料主要是轴承钢(GCr15等),一般通过车削、磨削等方式进行加工,其加工精度直接影响轴承的传动精度,在磨削加工过程中除了砂轮本身的修整条件及磨料的韧性、粒度、结合度、组织等特性外,金属切削液对轴承套圈磨削加工质量的影响也不可忽略。
目前使用的切削液以油基和水基切削液为主:矿物油是油基切削液主要成分之一,其能长期滞留在水和土壤中且不易降解,破坏生态环境,在低温焚烧处理时会产生有害物质;水基切削液主要以乳化液、微乳液和合成切削液等为主,普通水基切削液中含亚硝酸盐、硫、磷、苯酚等有害元素的添加剂和防锈剂,排到河流中会出现赤潮现象,同时,酚类和甲醛等杀菌剂也会对环境造成危害[1]。随着环保法规的日益完善和人们环境意识的增强,切削液的使用和废液处理备受关注[2]。因此,轴承生产企业对切削液提出了新的要求,选择合适的环保型切削液进行轴承的磨削加工成为备受关注的话题。
环保型切削液使用无毒无害的溶剂和催化剂进行合理的配比,在使用及后处理过程中对环境的污染降到最低。现研制一种环保型切削液,并通过与普通水基切削液进行试验对比,研究其极压润滑性、防锈防腐性、冷却性及清洗性。
1 切削液性能试验
1.1 切削液的配比
普通水基切削液和环保型切削液的配比见表1。

表1 2种切削液的配比
1.2 试验条件及方法
1.2.1 摩擦性能试验
采用MRS-10A四球摩擦磨损试验机进行切削液的摩擦性能对比试验,该试验机可实现60~10 000 N的无级调速,摩擦力测试范围为0~300 N,测试误差为±3%,主轴转速为1 000 r/min,测试载荷分别为200,400,600,800,1 000,1 200 N时的摩擦力。计算机实时读取力传感器的数值,然后计算在载荷作用30 s下的摩擦力平均值。
1.2.2 防锈蚀性能试验
对2种切削液的防锈蚀性能分别进行单片试验,环保型切削液中复合有机硼酸酯的添加量为0.25%。试验相对湿度约为95%,温度为(60±2) ℃。试片尺寸50 mm×50 mm,厚度3~5 mm,试片经打磨抛光处理后用汽油、酒精洗净后吹干待用,在已经处理好的试片上分别滴5滴2种切削液,各液滴之间保持一定的距离,然后把试片放入润湿槽中的瓷板上,盖好盖子,在保持其他试验条件不变的情况下,24 h后观察试片的防锈缓蚀率;然后以24 h为起点进行连续试验,分别在24,28,36,48,60,72 h时观察试片锈蚀情况[3]。
1.2.3 防腐杀菌性能试验
利用Mikrocount Combi细菌测试片分别蘸取2种切削液,放置于30~35 ℃环境下进行菌丝培养,培养时间为72 h,然后取1环菌台放入10 mL双蒸水中通过振荡处理后制片,菌丝显微检测采用CTR5000显微镜,用20倍目镜和100倍物镜放大2 000倍后观察比较2种切削液菌丝显微情况。
1.2.4 工件表面质量试验
分别用2种切削液磨削加工10个UC207轴承内圈,利用Talysurf-i200粗糙度仪轮廓仪在室温(20±2) ℃的环境下检测试件的表面粗糙度Ra值。
2 结果与分析
2.1 摩擦性能
硼酸酯在水基切削液中是一种多功能环保型添加剂,油酸三乙醇胺、硼酸酯和硫脲的协同作用使切削液具有润滑和防锈功能。磨削过程中切削液在工件和砂轮表面形成物理(或化学)吸附膜,且渗入到砂轮与轴承表面形成沉积膜,在金属表面附着并展开,在高压、高温与激烈的摩擦状态下2种膜共同作用,减摩效果明显,并显示出极好的极压润滑性能,有利于防止或减少金属表面的直接接触,达到减少粘结的目的[4]。
2种切削液测试载荷P与摩擦力F的对比如图1所示。由图可知,随着测试载荷的增大,2种切削液的摩擦力均增加,但普通型水基切削液的摩擦力增幅较大,表明环保型切削液减摩效果更好。
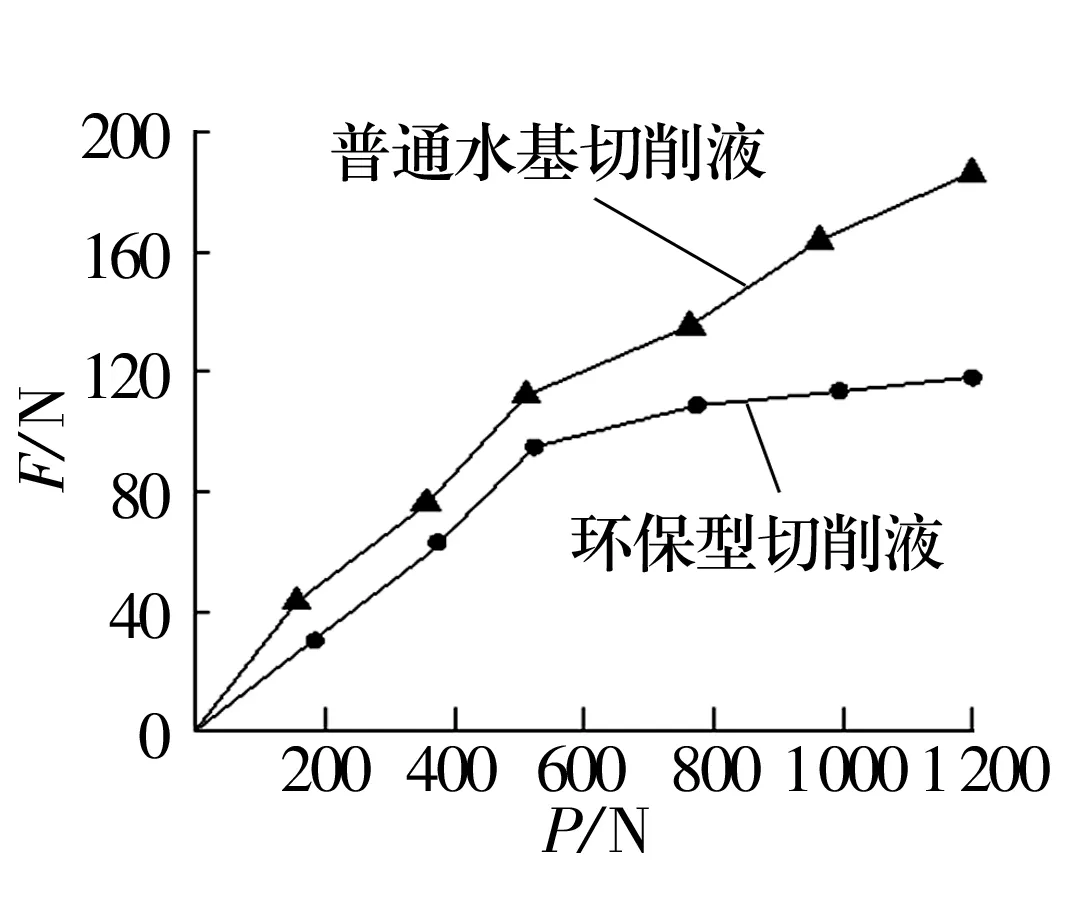
图1 环保型切削液与普通水基切削液P-F对比
2.2 防锈性能
环保型切削液与普通水基切削液防锈性能见表2。
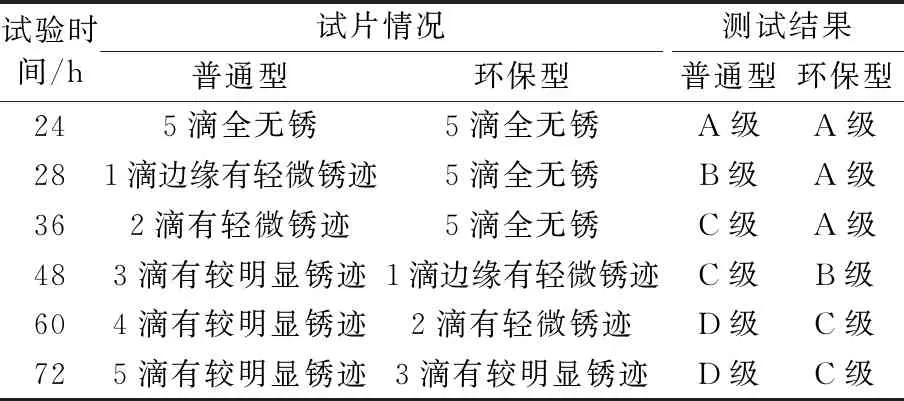
表2 2种切削液防锈性能比较
由表2可知:随着时间的延长,普通切削液防锈性能明显减弱;环保型切削液在24~36 h的测试结果均为A级,48 h后开始出现轻微锈蚀现象,说明其防锈性能逐渐减弱,此时普通切削液则已出现较明显锈迹现象;环保型切削液在72 h后出现较明显锈蚀,说明环保型切削液在长时间的持续工作下同样能保持良好的防锈性能。
2.3 防腐杀菌性能
水基切削液在使用过程中具备微生物和菌类生长繁殖的条件,容易腐败变质,需要添加防腐杀菌剂来抑制微生物以及菌类的生长。2种切削液的菌丝在显微镜下的组织如图2所示。由图可知,普通水基切削液的菌丝种类、大小和数量明显高于环保型切削液,环保型切削液中的硼原子本身就具有杀菌作用,硼酸在医药行业常用作消毒剂,说明硼酸酯可使水基金属切削液中微生物的繁殖能力下降,具有较强的防腐杀菌性能。此外,环保型切削液在不需要添加其他添加剂的情况下就可实现防腐杀菌的效果,节约了成本。
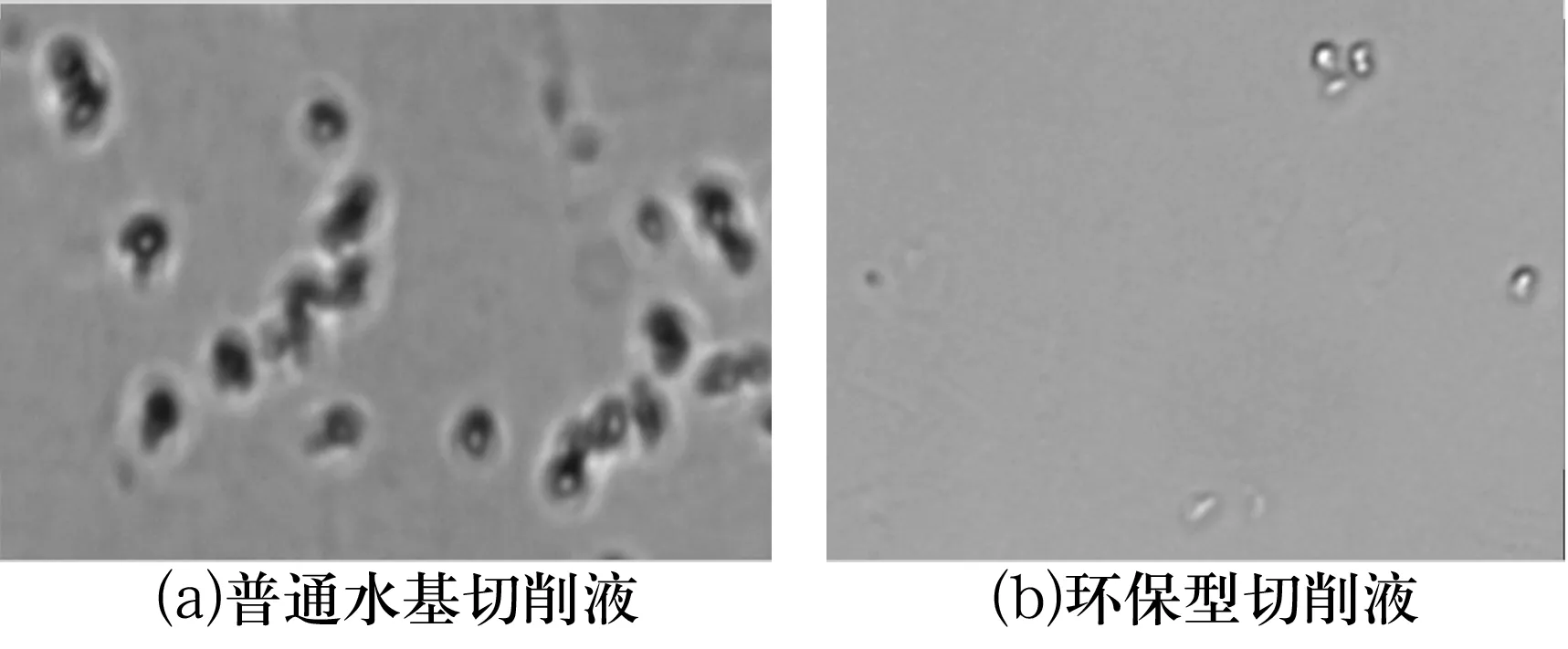
图2 2种切削液菌丝显微图(×2 000)
2.4 工件表面质量
使用2种切削液加工的轴承内圈的表面质量检测见表3。通过计算得到,普通水基切削液和环保型切削液加工试件的表面粗糙度Ra的算术平均值分别为0.821,0.684 μm,环保型切削液加工内圈的表面粗糙度值比普通水基切削液的低,且试件表面经酸洗后无烧伤和划痕[5](图3),利用环保型切削液磨削加工工件可有效提高工件表面质量,其主要原因是环保型切削液润滑、冷却、清洗作用良好。
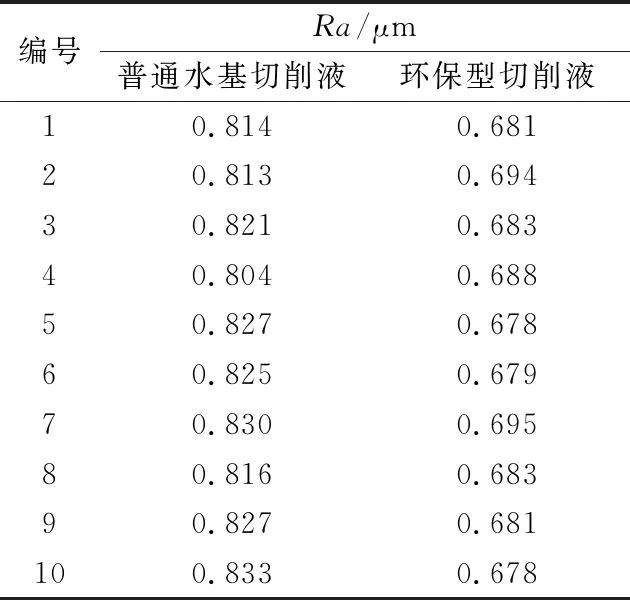
表3 2种切削液下轴承内圈表面粗糙度Ra
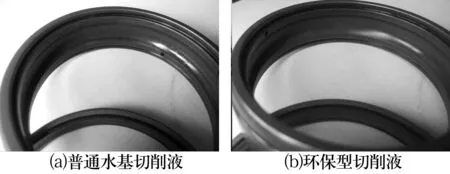
图3 2种切削液加工内圈酸洗后的对比图
3 切削液的处理与排放
目前,应用较多的水基切削液的废液处理方式主要有物理处理、化学处理、生物处理、燃烧处理。对于环保型切削液最为有效的处理方式之一是建立切削液回收再利用系统,将每台机床应用后的切削液汇集到一起,通过过滤处理后经管网再输送到每台机床进行循环使用,对于含有切屑、磨粒等杂质的切削液通过地沟或管道流回切削液废液处理系统进行再处理,废液所含杂质等进行收集处理,环保型切削液的生物降解率可达90%~100%[6]。切削液在使用过程中应通过指标检测与维护,及时了解切削液的变化趋势,保证加工的正常进行,延长切削液的使用寿命。
4 环保型切削液的使用成本及使用周期分析
环保型切削液在使用过程中不仅应具有良好的环保性能,使用成本也应合理。分别在轴承内磨1,2车间的轴承磨削生产线中使用普通水基切削液和环保型切削液,均采用切削液循环再利用系统,通过废液处理及切削液自身价格核算后发现:使用环保型切削液生产线切削液的成本降低50%~60%。通过统计发现,使用普通水基切削液的轴承内磨1车间在1~4月和10~12月切削液微生物检测后平均每2个月需要添加制剂一次,在5~9月切削液微生物检测后平均每1个月需要添加制剂1次,每年更换1次切削液,废液需要专门化处理;使用环保型切削液的轴承内磨2车间通过监测切削液微生物指标后约每6个月需要添加制剂1次,2年更换1次切削液,且废液可得到有效降解。所以,使用环保型切削液不仅降低对环境的污染,而且使用成本及使用周期均得到了改进。
5 结束语
通过对比普通切削液与环保型水基切削液的使用性能可知,环保型水基切削液的润滑、防锈性能良好,可以提高轴承内、外圈的加工精度及表面质量,降低使用成本,在废液处理、使用周期及职业健康安全方面正朝着绿色方向发展。
