全钢载重子午线轮胎硫化机中心机构型腔胶囊夹盘改进
2017-07-22王伟,曾清
近年来,随着我国国民经济的快速发展,载重轮胎的子午化、无内胎化呈快速增长趋势,在国内外市场上占有率很高。四川凯力威科技股份有限公司自2011年3月正式开始生产全钢载重子午线轮胎,产品性能获得了市场认可,但在生产过程中出现的胎趾圆角质量缺陷一直占据着较高的比例,影响产品的外观合格率,过程制造成本损失较大。通过对硫化机中心机构型腔胶囊夹盘上下钢圈结构进行改进,提高排气能力,极大地降低了胎趾圆角质量缺陷率。
1 原因分析
硫化工序是轮胎生产过程中最重要的工序之一,产品的外观是由型腔轮廓设计决定的。型腔轮廓设计包括轮廓曲线设计和排气系统设计等。通常各厂家制造的型腔轮廓曲线相差不大,但型腔排气系统设计差别较大。型腔排气系统的设计直接影响产品外观,特别是轮廓曲线中胎圈交接部位弧线以及直线变化较多,容易产生气体堆积,导致排气不畅而出现产品胎圈胎趾圆角缺陷。
2 解决方案
硫化机中心机构结构如图1所示。

图1 硫化机中心机构结构示意
从轮胎制造成本方面考虑,整个型腔排气系统不进行重大改造,对型腔胎圈部位排气系统的设计进行优化,其目的主要是提高轮胎胎坯硫化过程中的排气能力,减小胎趾位置气体压强对胶料的反作用,从而增加胎坯胎圈位置胶料的流动能力,从根本上减少胎趾圆角缺陷的产生。
选取胎趾圆角缺陷比例较高的12R22.5某种花纹轮胎,通过外委机加工对上下钢圈实施改进。对上下钢圈的改进方案如下:
(1)分别在上下钢圈A,B位置增加周向10 mm×2 mm(宽×深)排气槽;
(2)排气槽内加工12等分通孔并镶嵌Φ3 mm×Φ1.2 mm×15排气套;
(3)上下钢圈原周向12等分排气线需与新增排气槽联通。
改进后上下钢圈剖面结构如图2所示。
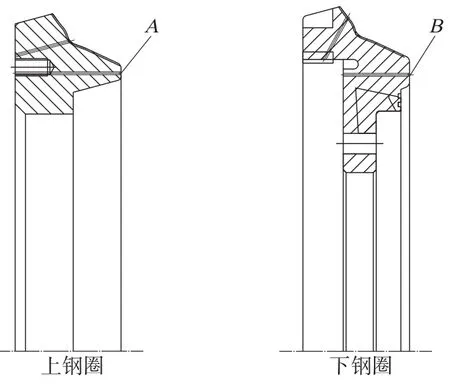
图2 改进后上下钢圈剖面结构示意
3 改造效果
对比改进前后轮胎产品胎圈部位形状,达到了预期改进目的,12R22.5轮胎花纹圆角缺陷比例直线下降。上下钢圈改进前后轮胎产品分别如图3和4所示。

图3 改进前轮胎产品圆角缺陷
4 效益
4.1 生产效益

图4 改进后轮胎产品无圆角缺陷
通过对硫化机中心机构型腔胶囊上下钢圈进行改进,彻底解决了该规格花纹胎圈胎趾圆角缺陷,为该规格花纹产品生产顺利进行提供了有力保证,降低了产品缺陷率,杜绝了因圆角缺陷而无法保证准时交付客户产品的事件发生,提高了产品交付能力。
4.2 质量效益
通过对硫化机中心机构型腔胶囊上下钢圈结构进行改进,胎坯排气能力提高,在整个胎坯硫化过程中无气体堆积,保证了胎坯胎圈部位胶料的流动能力,产品胎圈胎趾圆角缺陷比例直线下降,与2015年相比,由每月平均16.5条降低到连续生产前3个月平均2.7条,产品外观合格率显著提高。
5 结语
通过对硫化机中心机构型腔胶囊上下钢圈排气系统的改造,从根本上解决了胎坯在硫化过程中因排气不畅导致的气体堆积出现的产品圆角缺陷问题。随后四川凯力威科技股份有限公司将此改进方案迅速应用于其他圆角缺陷比例较高的轮胎规格,均取得了明显效果。极大地降低了产品圆角缺陷比例,提高了产品交付能力,降低了产品内部失败成本。
