汽车总装车间六-五轴混合自动变位螺母拧紧机方案设计及应用
2017-07-18吴拓
吴 拓
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
汽车总装车间六-五轴混合自动变位螺母拧紧机方案设计及应用
吴 拓
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
文章首先提出了轮胎螺母拧紧机在应用中出现的无法进行柔性化生产五个及六个螺母同线拧紧问题,通过对轮胎螺母拧紧机重新设计,提出了六-五轴混合自动变位螺母拧紧机具体的方案设计,经验证满足五个及六个螺母同线拧紧的要求,最后阐述了六-五轴混合自动变位螺母拧紧机在总装车间的应用。
自动变位;轮胎螺母拧紧机;变位方式
CLC NO.: U466 Document Code: A Article ID: 1671-7988 (2017)11-56-03
前言
目前轮胎螺母拧紧机在国内外各大型汽车生产厂家已经得到广泛的应用,轮胎螺母拧紧机代替了以往的手工轮胎螺母拧紧,既省时又省力,并且具有精度高、效率高、噪音小、速度快的优点。现阶段各主机厂为节约成本、提升生产效率,往往会将不同产品在同一生产线上进行生产,这就对生产线的柔性化生产提出了很高的要求。
1 轮胎拧紧中存在问题
江淮汽车某工厂总装车间主要生产轻卡江淮铃宽中窄系列车型,这些车型的轮胎螺母个数不一致,分为五个和六个螺母,且在一个车间一条生产线上生产。若增加轮胎拧紧设备,一般需要增加五轴轮胎拧紧机和六轴轮胎拧紧机左右共4台设备,为此江淮汽车相关工程师通过研究,增加一种六-五轴混合自动变位螺母拧紧机,既降低设备成本和人工成本,又减小员工的操作难度。
2 方案设计
轮胎螺母拧紧机一般由导轨滑车系统、悬挂机构、拧紧机滚筒单元、控制单元、精度测试仪、拧紧机滚筒单元到控制柜的电缆组成。方案工程如图1所示。
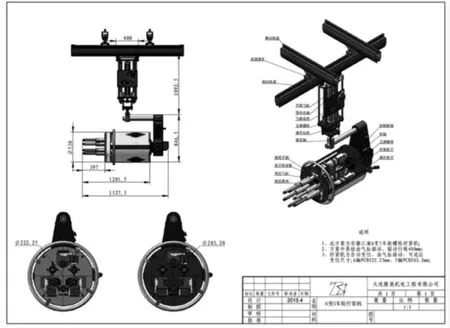
图1 轮胎螺母拧紧机(6轴变5轴)方案工程图
2.1 轮胎基本参数见下表1
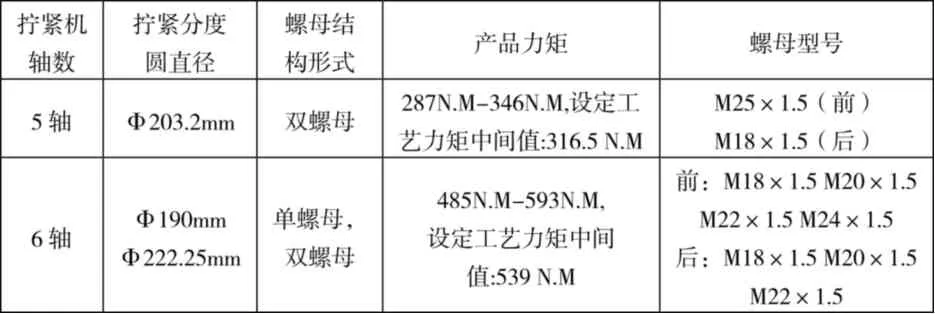
表1
2.2 控制方式
扭矩控制、角度控制、扭矩控制+角度监测、角度控制+扭矩监测、屈服控制等。
2.3 钢构型式
在装配线两侧沿线方向分别布置2根KBK轨道,在轨道下方通过横滑车联接径向 KBK轨道(双轨形式),使每侧的设备都能实现X、Y两个方向的随意运动。
2.4 悬挂装置
采用平衡气缸作为悬挂平衡系统,通过开关驱动可轻松实现上下活动,上下活动行程为500mm。下部设有支杆(牙条)装置,根据现场悬吊情况,调整距地面的高度;部分特殊情况可选自动进给机构,自动回退。
2.5 拧紧轴主机箱体(操作体)方案(详见图2)
拧紧机操作体为悬挂式,装配姿态为卧式操作,拧紧机操作体重量,操作体外罩、前后板采用非关键部位镂空处理,通风散热减重,主机重量约 290KG,2根直式拧紧轴平均22KG/根,4根偏置式拧紧轴平均 27KG/根,操作体重量约140KG。拧紧机操作体五-六变位偏心问题,通过选配滑块使操作体在五轴与六轴状态重心无偏离。拧紧机操作体外壳为钢板喷塑处理,内部固定有扳手轴,轴外部伸出部分连同套筒部分长度约400mm,且输出花键轴可伸缩,伸缩行程大于50mm。拧紧轴箱体前部设有一个双开关手柄,上面设有“上升”和“下降”按钮,点动后可实现操作体上升和下降动作,而且可转动操作体,以便于进行任意角度螺母的装配。拧紧轴箱体后部也设有一个双开关手柄,上面设有“启动”和“复位”按钮,点动“启动”可实现自动拧紧及检测的过程,而在拧紧过程中点动“复位”可使系统工作停止,在待机时按住“复位/反转”可使系统反转,松开按钮即可停止。
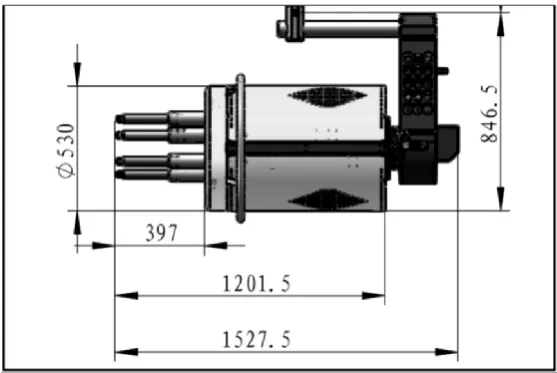
图2 轮胎螺母拧紧机箱体设计
操作盒上布置有蜂鸣器、合格及不合格指示灯、手动正/反转开关、急停开关、变位开关、机型选择开关等。分别说明如下:
蜂鸣器:在合格、不合格或有故障出现时,伴有不同的响声提示。
合格指示灯:拧紧合格后指示灯亮。
不合格指示灯:任何一根轴拧紧不合格时指示灯亮。
手动正/反转开关:可实现单个轴的手动拧紧和松开工作。
复位按钮:在拧紧过程中点动“复位”可使拧紧工作停止,在待机状态下按住“复位”可使系统反转,松开按钮即可停止。
急停按钮:在出现故障或紧急情况下,按下按钮,驱动器及电机将断电保护。
机型选择开关:装配机型变化时用开关来选择已预设拧紧工艺参数,不必每次都到电控柜修改。即:可通过档位选择相应的力矩值,装配机型变化时用。
2.6 电缆随行及挂线装置
每台设备电缆都配备独立的导轨,用于电缆吊挂及随行;电缆外部配高强度尼龙套管用于保护;挂线滑车下面有专用管箍与电缆外套固定,电缆可自由活动。
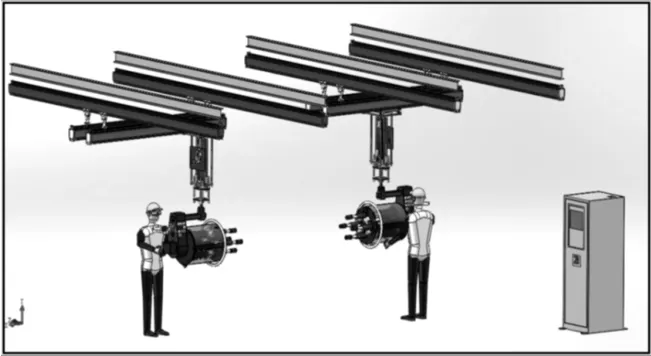
图3 轮胎螺母拧紧机方案立体图
3 变位方式
3.1 操作体变位方式
针对用户目前车型轮胎6螺母(分度圆直径为Ф222.25 mm)车型及5螺母(分度圆直径为Ф203.2mm),此次方案设计为六-五轴混合自动变位形式,变位节拍≤5秒。
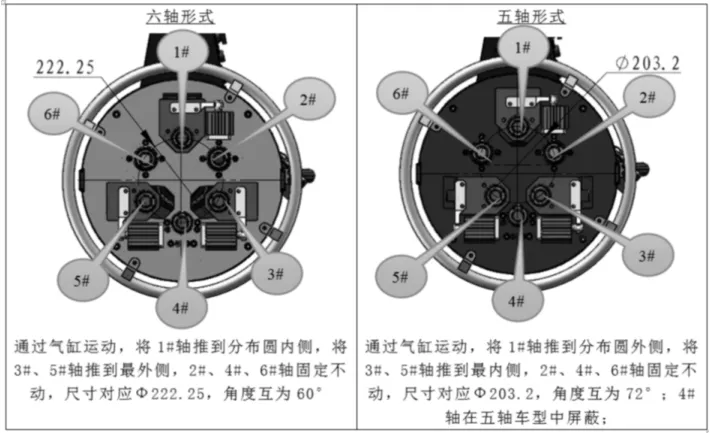
图4 轮胎螺母拧紧机(六轴)方案立体图
4 在总装车间的应用
轮胎螺母拧紧机(6轴变5轴)江淮汽车某工厂案例如图5,具体拧紧动作及顺序为:
车辆前轮进入作业工位后,操作者通过扫描枪扫描车型代码或手动选择按钮两种方式设置车型,拧紧机自动切换拧紧程序;操作工沿导轨前后左右移动拧紧机,快速、轻便、准确对准后内轮胎螺栓或螺母,人工启动拧紧机工作,到达预置扭矩值后,拧紧轴停顿等待所有拧紧轴都达到预置扭矩后,所有拧紧轴自动反松至一定角度;系统再次自动拧紧,到达预置扭矩后,拧紧轴停顿等待所有拧紧轴都达到预置扭矩后,所有拧紧轴再自动从预置扭矩拧紧到最终扭矩。操作面板显示合格,移开拧紧机;移动到前轮位置,对前轮拧紧,前轮拧紧过程同后内轮胎,拧紧结束,移开拧紧机;然后移动到后外轮胎位置,对后外轮胎拧紧,后外轮胎拧紧过程同前轮。全部拧紧结束后,操作者手动沿轨道将拧紧机拉回到初始位置,整个工作循环操作力:≤30N。

图5 轮胎螺母拧紧机(6轴变5轴)现场案例
5 结语
随着工厂自动化技术不断的成熟,自动变位拧紧机在汽车总装车间应用越来越广泛,在保证生产效率和产品品质的前提下,如何柔性化生产是一个车间可以达到降低成本的最终目的。
[1] 高泽远,姚玉泉,李林贵.机械设计.[M]沈阳:东北工学院出版社,1991.
[2] 机械工程手册编辑委员会.机械工程手册.北京:机械工业出版社,1998.
[3] 左建民,液压与气动技术.[M]北京:机械工业出版社,2011.
Automotive assembly workshop 6-5 shaft hybrid automatic translocation nut tightening scheme design and application
Wu Tuo
( Anhui Jianghuai Automobile group Co. Ltd., Anhui Hefei 230601 )
This paper first puts forward the tires to tighten nut machine in application to five and six nut with flexible production line tighten issue, Through the tire to tighten nut machine redesign, Puts forward the six-five axis hybrid automatic shift to tighten nut machine specific project design, Proved to satisfy the five and six nut with line tighten requirement, Finally expounds the six-five axis hybrid automatic shift to tighten nut machine application in assembly workshop.
Automatic deflection; tire nut tightening machine; change position mode
U466
:A
:1671-7988 (2017)11-56-03
10.16638/j.cnki.1671-7988.2017.11.019
吴拓,就职于安徽江淮汽车集团股份有限公司。
