聚乙烯燃气管材的生产工艺探讨
2017-07-13阮艳灵朱荣全秦亚辉王焱秦立臣
阮艳灵+朱荣全+秦亚辉+王焱+秦立臣


摘 要:聚乙烯是由多种工艺方法生产的、具有多种结构和特性及多种用途的系列品种树脂,在世界合成树脂产量中其所占比例达到30%以上。在城市燃气工程中,聚乙烯管材是替代传统钢铁管材、聚氯乙烯燃气的产品,其特点为经济性良好、接口稳定可靠、材料耐老化等。为此,本文主要对聚乙烯燃气管材的材料选用、生产工艺进行了分析与探讨。
关键词:聚乙烯管材;燃气工程;生产工艺
中图分类号:TQ320.7 文献标识码:A 文章编号:1671-2064(2017)10-0069-02
1 聚乙烯管材的选用
因燃气管需承受相应压力,在PE树脂选择时,要求其具备大分子量及良好的机械性能。为满足以上需求,可选用HDPE树脂。在合理选用材料时,要对其熔融指数、粒料干燥、粒料的抗氧剂进行充分考虑,具体如下:
(1)聚乙烯的熔融指数。对聚合物分子之间的作用力而言,对其造成极大影响的因素为聚合物分子量的大小,同时分子之间的作用力也将对物质内聚能密度的多少起到决定性作用,由此可见,不管聚乙烯的用途为何,对其胶结强度起到决定作用的都会是其熔融指数。
通常而言,增加分子量,随之大分子吸引点也将增多,进而增大内聚力,在挤出复合环节,选取的涂复级聚乙烯熔融指数范围为4到8。通过该指数也可表明聚乙烯熔体具有流动性。增加熔融指数,则聚乙烯熔体就具有越好的流动性,在被动薄膜表面上则其具有越好的渗透性、扩散性,进而达到联结强度提升的目的。
(2)聚乙烯粒料的干燥。作为非极性结构,聚乙烯具有极低吸湿性,在0.05%以下,但因其为非导体,在运输存储环节,粒料将出现静电问题,对空气内水分产生吸附作用,进而导致水分太大。如含水量在0.05%以上,将大大减少材料的胶结强度,降低聚乙烯热封强度。因此在挤出复合生产早期,当聚乙烯含水量在0.05%以上时,尽可能做好干燥措施,如50℃到80℃为干燥温度,1小时为干燥时间。
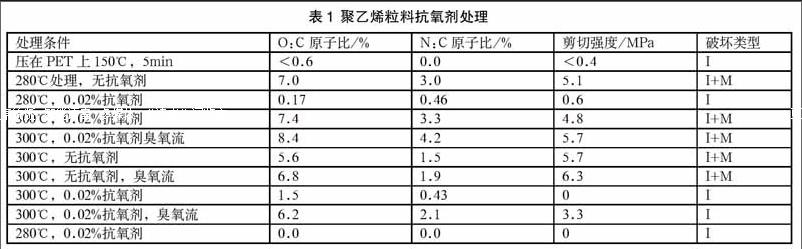
(3)聚乙烯粒料的抗氧剂。在聚乙烯材料选择时,一般不会选取含有抗氧剂材料,原因在于热氧化后,抗氧剂将会把热氧化自由基消除,而此类自由基的出现是热氧化反应环节的控制过程,进而热氧化将被淬灭。如表1所示。
2 聚乙烯燃气管材的生产工艺
根据具体生产要求,可通过图1充分反映聚乙烯管材挤出工艺的流程,具体内容如下:
(1)原材料准备。在具体材料使用规定中,要求投料挤出前必须对原材料的合格证进行检测,各类性能指标应与国标规定相符。聚乙烯树脂自身不具备吸湿功效,但通过着色的颗粒材料,才能实现吸湿作用。如具有较大含水量,将对管材的美观性造成极大的影响,且影响管材机械性能地发挥,甚至有气泡产生于管材内,对挤出效果造成极大制约。基于此,在挤出前必须再次检验聚乙烯材料的含水量,确保其质量符合相关规定后才能使用,特殊情况下,应烘干处理原材料。
(2)投料挤出。170到230℃为聚乙烯挤出加工温度范围,因抗氧化剂、抗老化剂存于颗粒原料内,在温度超过200℃时应尽可能降低原材料的停留时间,反之将降低该添加物质分解效果。特别是在机械暂停一定时间后,温度再次上升挤出时,如具有较长升温时间,还会影响挤出物的光亮度。伴随原料极易出现机械杂物向管材内挤入,此时可将过滤网设置到挤出机头破碎板前以此过滤出杂物。滤网设置后,挤出作业时其速度不宜过快,避免损坏金属过滤网。因使用场地、目的有所不同,则管材颜色也随之改变。一般情况下,可选取黄色、黑色管材。
(3)冷却。真空定径与喷淋水冷却为管材挤出生产方式。因聚乙烯管材具有较厚管壁,导致冷却定型具有极慢速度,这种情况下生产线较长。15到30℃之间为喷淋冷却水温度范围,如具有较高温度,将会对冷却时间、速度造成极大的影响,导致其时间延长、速度减缓,此时也会增加熔融原料在高温条件下的状态时间,进而加大分解原材料内的添加剂,如抗氧剂等,减小管材抗老化性能,不利于管材定型。反之,当具有较低真空定径水温,将加快聚乙烯管材在熔融状态下其外表面冷却结晶速度,导致因过大内外温差,管材定型后内应力过大,对管材机械性能造成严重影响。
(4)牵引。管材冷却成型后,可通过牵引机械将其连续不断地从上游设备,如喷淋冷却罐等拉出。牵引机应具有平稳的牵引传动速度,只有这样才能确保管材壁厚统一。随着科学技术水平的提升,挤出生产线可利用计算机一起控制牵引机和挤出机的速度。
(5)打印标记。永久、清晰的标记必须通过合理方式打印到管材上,2m为标记最大间距,具体标记内容如表2所示。
(6)计长切断。在牵引挤出管材时,管材长度可通过测长器进行不间断测量,如挤出管材长度与规定值相符,测长器可向锯床发送信号,此时锯床可被启动进行作业,最后锯断管材。如生产的管材口径较大,可选取星形锯床作为操作设备,以此实现锯口平整的目的,且为熔接管材施工提供便利。为降低运输环节的难度,必须最大限度降低管道系统接口数量,通常情况下,6m、9m、12m为管材切断长度。
(7)包装入库及存储。管材质量符合施工规定后,存放时应确保凹凸不平現象存在于库房地面上,且该库房不得靠近热源、油污、化学品等。堆放到室外时,必须进行遮盖,防止阳光直射。如选取露天式存放,要求时间控制在1年以内。当长期于室外放置管材,管材通过紫外线照射将加快其老化速度,进而减少管材使用年限。存储管材时,管材2端口可通过端堵密封,防止管材内进入杂物,污染管材,产生堵塞现象。在存储运送环节,应避免损坏、撞击、污染管材。在堆放管材时,要求在1.5m以下控制其放置高度,水平整齐放置。防止变形现象出现在管材内。
(8)质量控制。1)选取单螺杆挤出机将PE管材挤出,平坦设置机筒温度,要求在170到200℃之间控制其温度。于PE80级材料而言,可选取下限温度,则采用PE100级材料时,则选取上限温度。在挤出成型环节应对机头温度的高低进行有效控制,如存有过高温度,则会降低成品形状挤出后的稳定性,将加大成品的收缩率;如具有较低温度,则会导致原材料熔体粘度不断加大,并提升机头压力,材料与模分离后具有极大膨胀率,无法确保成品表面的平滑性。为此,必须在190到210℃之间合理控制机头温度。2)熔体压力也被称为机头压力,通常情况下,可在20到40Mpa之间控制PE压力管材的熔体压力,该压力值与螺杆转速、滤网孔径等息息相关,如熔体压力加大,将提升产品密实度,进而提高产品质量。
3 结语
综上所述,随着城市化进程的不断加快,我国燃气工程规模越来越大,为确保燃气工程施工安全,管材选择极为关键。聚乙烯管材作为燃气工程主要管材,在全面了解其材料选用特征的基础上,必须规范其生产工艺,只有这样才能延长管材使用寿命,提升利用率。
参考文献
[1]朱啸.PE100聚乙烯管材料的结构与性能研究[D].华东理工大学,2013.
[2]华晔,武志军,熊志敏,魏若奇.聚乙烯(PE)燃气管道近期发展动态[J].全面腐蚀控制,2014(04).
[3]王英,李建喜,王保国.燃气用埋地聚乙烯管材的生产技术与应用[J].国外塑料,2015(09).
[4]张春宇,李连鹏,王硕,陈光岩,王贤慧.国内外聚乙烯燃气管材专用料的发展概况[J].弹性体,2013(05).
[5]廖泽辉,寇睫敏.浅谈聚乙烯(PE)燃气管在城市燃气输配管网中的应用[J].科技信息,2011(12).
[6]邹恩广,张瑀健,张瑞,王登飞.高耐压等级聚乙烯管材树脂的研究进展[J].高分子通报,2012(04).
