FSW和VP-TIG焊接箱底的力学特征分析
2017-06-27鄢东洋王爱民王晓博梁晓光
鄢东洋 王爱民 潘 桢 王晓博 梁晓光
(北京宇航系统工程研究所,北京 100076)
FSW和VP-TIG焊接箱底的力学特征分析
鄢东洋 王爱民 潘 桢 王晓博 梁晓光
(北京宇航系统工程研究所,北京 100076)
文 摘 针对纵缝采用搅拌摩擦焊、环缝采用VP-TIG熔焊工艺的箱底进行液压试验,并在试验过程中监测各典型焊缝位置的应变响应,结果显示箱底上搅拌摩擦焊缝和熔焊焊缝交叉形成的“T”型接头区域在试验中最先进入屈服,说明该位置材料的屈服强度较低,是箱底承载的薄弱环节。
推进剂贮箱箱底,FSW,VP-TIG,液压,应变
0 引言
搅拌摩擦焊技术出现之后,因其在铝合金等轻金属焊接方面的显著优势[1-3],国外广泛应用于液体运载火箭贮箱结构的焊接,目前已可实现其全搅拌焊接制造[4-5]。国内航天制造业已经在贮箱的制造中实现了部分应用,受到技术和设备的限制,贮箱结构全搅拌制造的实现比较困难。实际贮箱设计和制造中出现了搅拌摩擦焊和熔焊两种工艺混合使用的情况。两种焊接工艺的使用导致贮箱结构上的焊缝存在两种状态,并且不可避免的存在两种焊缝的交叉接头。两种焊缝在微观组织和力学特性上存在明显差异[6],而且是一种全新的、特殊的状态,其组织状态明显不均匀,组织状态相对焊缝中心线的分布不对称,易出现焊接缺陷、力学性能具有明显的方向性[7-10]。针对这种新状态的贮箱结构,通过试验掌握其力学响应的特征,对于结构的设计优化和质量控制都具有重要意义。
1 试验
1.1 试验件状态
试验对象为椭球型面的推进剂贮箱箱底,理论型面见图1(a),模数1.6。该箱底由叉形环(1件)、瓜瓣(8件)、顶盖(1件)和中心法兰(1件)拼焊而成,包含3条环缝,8条纵缝共11条主焊缝,如图1(b)所示。为明确区分各条焊缝,将顶盖和瓜瓣之间的焊缝称为顶盖环缝、瓜瓣与瓜瓣之间的焊缝称为瓜瓣纵缝、瓜瓣与叉形环之间的焊缝称为叉形环环缝、中心法兰和顶盖之间的焊缝称为法兰环缝。法兰环缝的分度圆直径为580 mm,顶盖环缝位置的分度圆直径为1 380 mm,叉形环环缝位置的分度圆直径为1 645 mm。该箱底的材料为2A14铝合金,其中瓜瓣和顶盖均由O态板材经过拉伸或冲压成形后进行固溶时效热处理、中心法兰由CS态锻件机加而成、叉形环为O态型材经拉弯和固溶时效热处理后拼焊而成。各零件之间拼焊的焊接区厚度均为4.5 mm。8条瓜瓣纵缝均选择搅拌摩擦焊工艺,而中心法兰环缝、顶盖环缝和叉形环环缝均选择VP-TIG熔焊工艺。
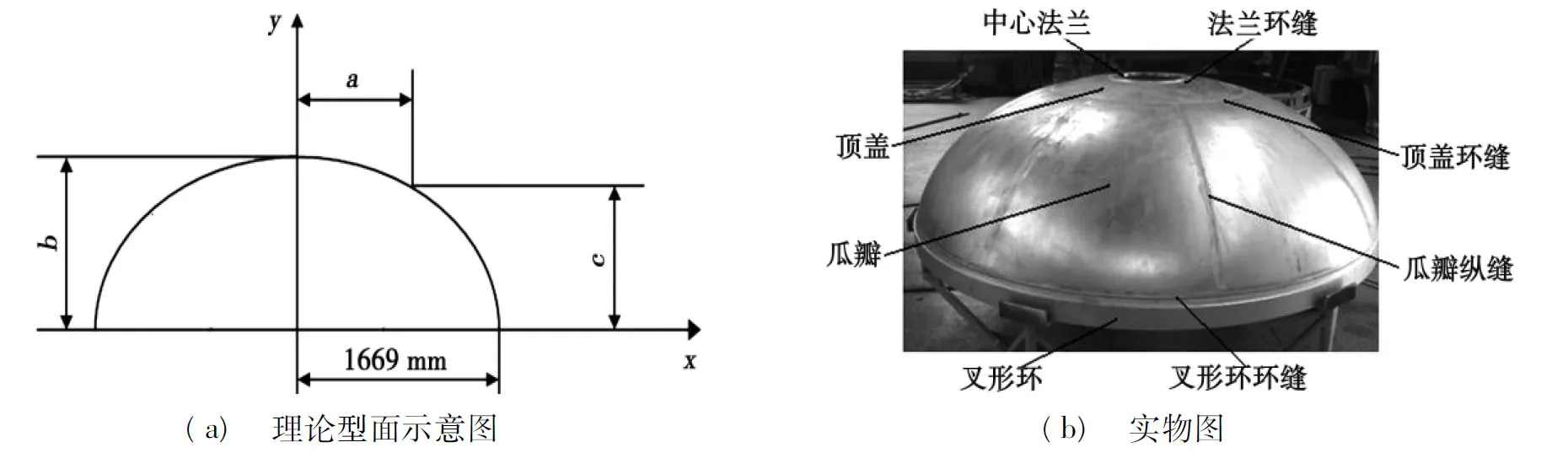
图1 箱底试验件
1.2 试验与测量
以水为介质对箱底试验件进行液压承载试验,试验过程中箱底大端朝下[图1(b)]放置。在0.6 MPa之前按照0.1 MPa的级差进行增压,0.6 MPa后按0.05 MPa的级差进行增压,一直加载到0.9 MPa,每到一级压力后均保压3 min。
为测量试验中各典型焊缝的应变情况,在箱底上设置了监测点[图2(a)]。将8条瓜瓣纵缝顺序标记为a~h,焊缝周向位置用角度定位,焊缝a位置的角度标记为0°,沿逆时针方向角度递增,即焊缝b位置为45°……焊缝h位置为315°。D1~D5分别表示分割母线的5个分度圆,其中D1的直径为1 380 mm,即顶盖环缝位置;D5的直径为1 645 mm,位于叉形环环缝位置。D2~D4位于D1和D5之间的母线弧长的四等分点上。在图2(a)中黑色圆点标记位置均布置了应变片,应变片均布置在箱底的外表面,包括:
(1)焊缝a和焊缝c与分度圆D1~D5的交点位置;
(2)分度圆D1上,周向角度为22.5°和292.5°的位置;
(3)分度圆D5上,周向角度为22.5°和292.5°的位置;
对于纵向搅拌摩擦焊缝上的测点,应变片布置在焊缝中心线上。对于环向熔焊焊缝上的测点,应变片布置在焊缝余高两侧,为便于区分,将靠近箱底直径大端的一侧记为外侧,另一侧记为内侧。每个测量点均布置互相垂直的两片应变片,如图2(b)所示,分别测量沿箱底母线方向与垂直母线方向的应变,其中沿母线的方向记为纵向,垂直于母线的方向记为横向。
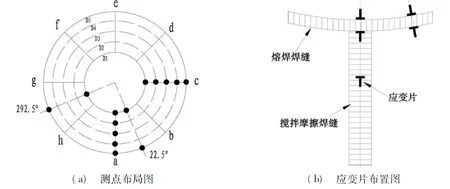
图2 箱底应变侧点布置图
2 结果及分析
试验压力达到0.9 MPa时,箱底未出现任何异常情况,但部分测点位置的应变数据显示其已进入屈服状态,且进入屈服的测点主要位于两条环缝上,尤其是在环缝和纵缝的交叉位置。
2.1 瓜瓣纵缝的应变测量结果
焊缝a和焊缝c上所有测点的应变测量结果如图3所示。测点中,分度圆为D2、D3、D4的测点均位于搅拌摩擦焊缝上;分度圆为D1和D5的测点位于搅拌摩擦焊缝与熔焊环缝的交叉位置,此处只分析环缝靠近纵缝一侧的测点。焊缝a上5个测点和焊缝c上5个测点在试验中应变变化规律完全一致,不论是瓜瓣纵缝的中段,还是瓜瓣纵缝和熔焊环缝的交叉位置,测点的纵向应变均明显大于横向应变,说明箱底在液压过程中以纵向变形为主。随着测点分度圆直径增大,相同压力下的纵向应变值逐渐减小,这与椭球箱底的第二曲率半径随分度圆直径增大而增大的规律一致。瓜瓣纵缝与顶盖环缝交叉位置的纵向应变明显大于其余测点,且在压力达到0.7 MPa后不再随压力增大而线性变化,说明该测点此时已进入屈服状态。在瓜瓣纵缝的中段,横向应变均为压缩应变,且相同压力下的应变值随分度圆直径增大而增大,但在瓜瓣纵缝和熔焊焊缝的交叉位置,横向应变的变化规律并不相同,瓜瓣纵缝和顶盖环缝交叉位置的横向应变为拉伸应变。
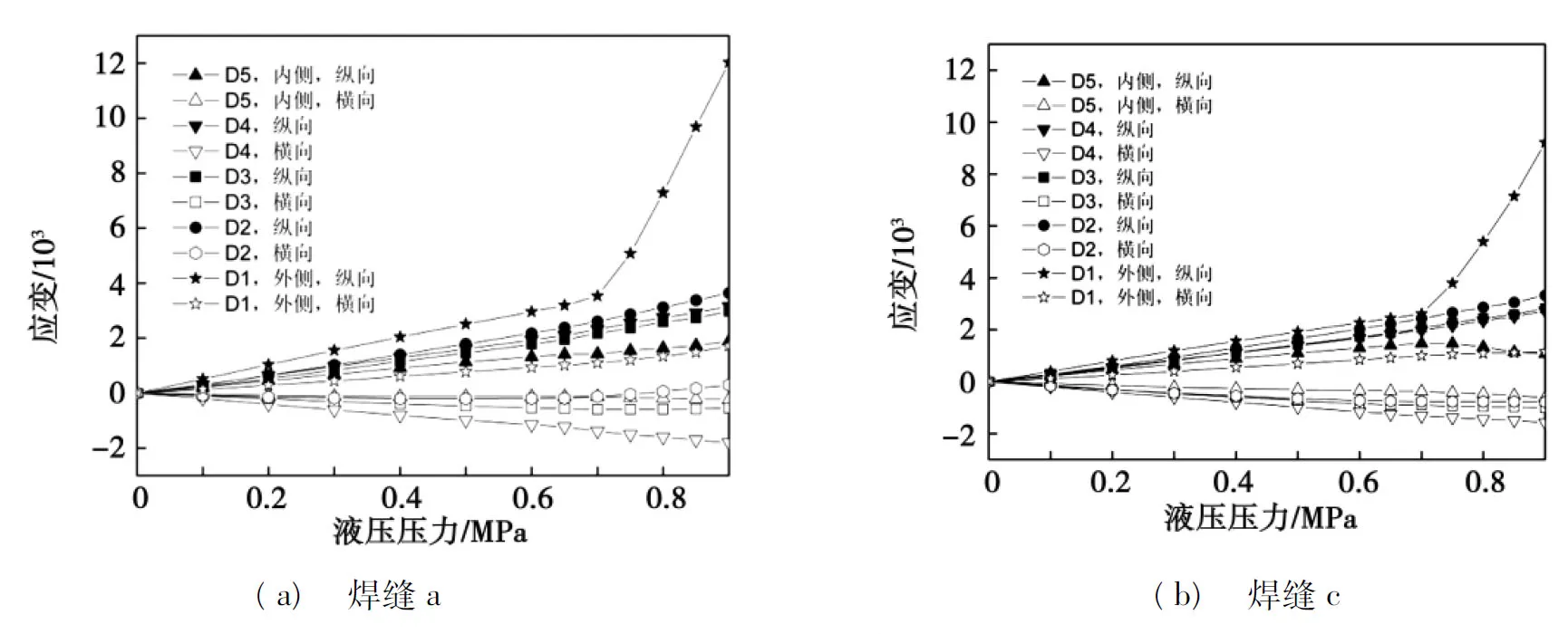
图3 瓜瓣纵缝位置的应变测量结果
2.2 瓜瓣纵缝与顶盖环缝交叉位置的应变测量结果
焊缝a、c与顶盖环缝交叉形成的“T”型接头位置的应变测量结果如图4所示。4个测点的应变随液压压力的变化规律完全一致,纵向和横向应变均为拉伸应变,且纵向应变数值显著大于横向应变,在压力达到0.7 MPa后,纵向应变不再随压力增大而线性变化,说明此时这些测点均已进入屈服状态。
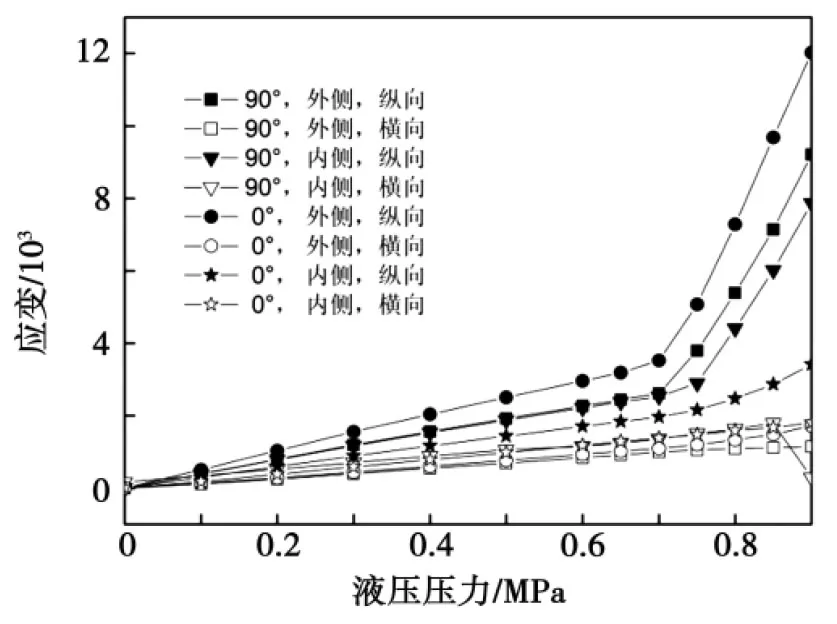
图4 纵缝a、c与顶盖环缝交叉位置的应变测量结果
2.3 顶盖环缝位置的应变测量结果
顶盖环缝的应变测量结果见图5。
图5 顶盖环缝上远离焊缝交叉位置的应变测量结果
测点均位于远离瓜瓣纵缝的纯熔焊焊缝区。4个测点的应变随液压压力的变化规律完全一致,纵向和横向应变均为拉伸应变,纵向应变略大于横向应变。在整个试验过程中,应变和压力保持良好的线性关系,说明在液压过程中各测点均未进入屈服状态。
2.4 瓜瓣纵缝与叉形环环缝交叉位置的应变
焊缝a、c与叉形环环缝交叉形成的“T”型接头位置应变测量结果如图6所示。4个测点的纵向应变均为拉伸应变,横向应变数值都趋近于零,外侧2个测点的应变随液压压力的变化规律一致,内侧2个测点的应变变化规律也一致,但两侧测点的变化规律不同,相同压力下外侧测点的纵向应变明显大于内侧测点。在压力达到0.65 MPa后,外侧测点的纵向应变不再随压力增大而线性变化,说明外侧测点此时已进入屈服状态,但整个试验过程中内侧测点的应变和液压压力保持良好的线性关系,说明在液压过程中内侧测点均未进入屈服状态。
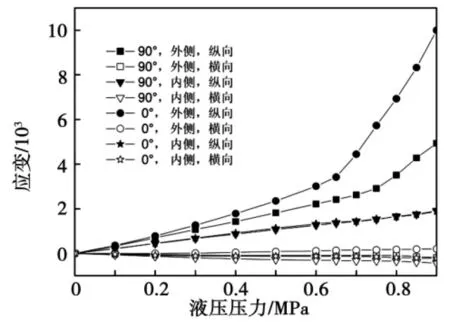
图6 纵缝a、c与叉形环环缝交叉位置的应变测量结果
2.5 叉形环环缝位置的应变测量结果
叉形环环缝的应变测量结果见图7,测点选择在远离瓜瓣纵缝的纯熔焊焊缝区。该位置的应变情况与瓜瓣纵缝与叉形环环缝交叉位置类似,4个测点的纵向应变均为拉伸应变,横向应变数值都趋近于零,同侧测点的应变规律一致,异侧测点的规律不同,相同压力下外侧测点的纵向应变明显大于内侧测点。外侧测点在压力达到0.65 MPa后进入屈服状态,而内侧测点在试验全过程均未进入屈服。
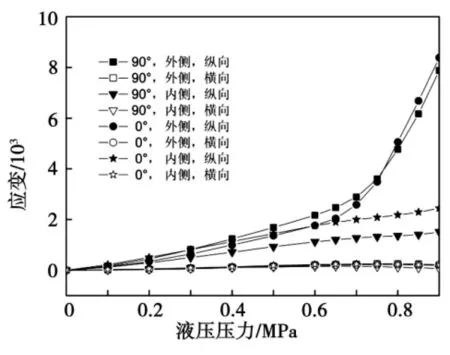
图7 叉形环环缝上远离焊缝交叉位置的应变测量结果
2.6 各位置应变测量结果的对比分析
分析上述各典型焊缝位置在液压试验中的应变数据,发现应变数值大、规律特殊的测点集中在瓜瓣纵缝与顶盖环缝的交叉区域和叉形环环缝的外侧。
比较顶盖环缝上的测点,发现在相同压力下,顶盖环缝与纵缝交叉区域测点的纵向应变(约6 000)明显高于远离交叉区的测点(约2 000),且交叉区的测点在液压试验过程中均进入了屈服,而远离交叉区的测点均未达到屈服状态。这说明搅拌摩擦焊纵缝与顶盖熔焊环缝的交叉点是箱底的承载薄弱点,其承载能力低于熔焊焊缝。
对叉形环环缝位置,其第二曲率半径显著大于顶盖环缝,因此在相同的压力下,叉形环环缝位置的应变数值应小于顶盖环缝,实际测量结果却与理论分析不同。叉形环环缝外侧测点的纵向应变测量值明显高于顶盖环缝区两侧测点,叉形环环缝内侧测点的纵向应变测量值又略低于顶盖环缝区两侧测点,而且叉形环环缝区测点的横向应变测量值趋近于零,显著小于顶盖环缝区的横向应变测量值。分析认为造成这种差异的根本原因在于叉形环结构的刚性大,且该区域受到液压工装的拘束影响,该区域的横向变形受到限制,纵向变形在叉形环与瓜瓣连接边的根部位置发生突变。
在瓜瓣纵缝与叉形环环缝的交叉位置,虽然也存在承载能力降低的趋势,但由于该位置的第二曲率半径较大,按均匀壳体计算,相同压力条件下产生的应力水平明显低于顶盖环缝,所以两种焊缝交叉产生的影响程度更小,试验中位于瓜瓣纵缝与叉形环环缝的交叉位置内侧测点未进入屈服。但由于受到箱底上叉形环位置的结构刚度突变和工装拘束的影响,位于瓜瓣纵缝与叉形环环缝的交叉位置外侧的测点仍出现了屈服现象。
3 讨论
虽然搅拌摩擦焊接是固相焊接,其接头的力学性能优于熔焊接头,但搅拌摩擦焊与熔焊交叉形成的“T”接头区域的屈服强度却比熔焊焊缝更低,导致箱底液压试验中顶盖环缝与搅拌摩擦焊纵缝交叉形成的“T”接头位置先于熔焊焊缝进入屈服。在贮箱结构的装配焊接中,如果采用纵缝搅拌摩擦焊、环缝熔化焊的工艺,两种焊缝的交叉形成的“T”型接头将是箱体承载的薄弱点。目前,国内新一代运载火箭贮箱的箱筒段均采用了纵缝FSW、环缝VP-TIG的焊接工艺,由于设计裕度均较大,其承载能力能满足设计要求。此外需要注意的是,目前对贮箱结构焊接区的设计都是以整条纵焊缝或环焊缝为分析对象的,没有对焊缝交叉接头进行特殊考虑。随着国内运载火箭结构设计和工艺技术的进步,贮箱设计将向轻质化和精细化发展,部段的承载剩余强度系数将接近甚至等于1.0,那么熔焊和搅拌摩擦焊缝交叉接头性能较低的问题将影响贮箱产品性能的可靠性。
4 结论
(1)纵缝采用FSW、环缝采用VP-TIG工艺的箱底在液压试验中的力学响应特征为:纵缝和环缝交叉形成的“T”型接头区域最先进入屈服状态,纵缝和环缝远离交叉区域符合椭球箱底在内压承载下的理论分析规律;叉形环环缝位置受试验边界影响显著。
(2)搅拌摩擦焊缝和熔焊焊缝交叉形成的“T”型接头区域的材料屈服强度较低,是箱底承载的薄弱环节,当结构设计裕度较小,应对两种焊缝交叉区域予以重点研究和必要的局部补强。
[1] 栾国红,关桥.高效、固相焊接新技术———搅拌摩擦焊[J].电焊机,2005,35(9):8-13.
[2] 董春林,栾国红,关桥.搅拌摩擦焊在航空航天工业的应用发展现状与前景[J].焊接,2008(11):25-31
[3] MISHRA R S,MA Z Y.Friction stir welding and processing[J].Materials Science and Engineering,2005,R50:1-78.
[4] 王国庆,李曙光,吴会强.重型火箭贮箱大型结构制造技术现状与发展分析[J].宇航材料工艺,2014,44(SI):1-6.
[5] 吴会强,黄诚,常志龙.国外大型贮箱结构研制现状及展望[J].宇航材料工艺,2014,44(SI):7-13.
[6] 李宝华,唐众民,鄢江武,等. 焊接方法对5A06铝合金厚板焊缝接头性能的影响[J].航天制造技术,2011(1):34-37.
[7] 袁鹤然.2219 铝合金搅拌摩擦与变极性等离子交叉焊缝的研究[D].哈尔滨: 哈尔滨工业大学,2009.
[8] 孔祥峰,林涛,陈华斌.2219铝合金交叉焊缝的微观组织与力学性能分析[J].上海交通大学学报,2010,44(SI):95-98.
[9] 张海,封小松,刘仁培.2219 铝合金FSW-VPPA 交叉焊缝组织与力学性能[J].焊接学报,2012,33(7):77-80.
[10] 田志杰,苏志强,高彦军,等.2219铝合金FSW与VPPA交叉焊接研究[J].焊接技术,2013,42(11):14-17.
Analysis on Mechanical Properties of Tank Bulkhead With Both FSW and VP-TIG Weld
YAN Dongyang WANG Aimin PAN Zhen WANG Xiaobo LIANG Xiaoguang
(Beijing Institute of Astronautical Systems Engineering,Beijing 100076)
Compression resistance experiment was carried out with water on tank bulkhead which was welded by friction stir welding(FSW) on longitudinal weld and by variable polarity tungsten inert gas welding(VP-TIG) on orbicular weld, and the strain brought by press was measured on typical weld position. The result shows that the intersection of FSW and VP-TIG weld has lower yield strength, which enters into the plastic deformation state at first, is the weak position of the tank bulkhead.
Tank bulkhead,FSW,VP-TIG,Compression resistance experiment,Strain
2016-07-12;
2017-01-19
鄢东洋,1982年出生,博士,高级工程师,主要从事运载火箭推进剂贮箱的设计和研究工作。E-mail:yandy7898@126.com
TG407
10.12044/j.issn.1007-2330.2017.03.017