钻井平台悬臂梁用高强钢焊接工艺研究
2017-06-26朱秋东孙敏锋
朱秋东,孙敏锋
(南通振华重型装备制造有限公司,江苏 南通 226017)
钻井平台悬臂梁用高强钢焊接工艺研究
朱秋东,孙敏锋
(南通振华重型装备制造有限公司,江苏 南通 226017)
针对低合金高强钢EQ56与EQ63碳当量值高,用于制作悬臂式海洋钻进平台的悬臂梁时焊接难度大的问题,对这2种钢进行焊接工艺性能研究,并制订了严格的焊接工艺。采用药芯焊丝GFR-91K2进行焊接试验,焊前150℃预热、焊后300 ℃×2 h后热,焊接热输入控制在1.7~1.9 kJ/mm之间,获得的焊接接头的主要力学性能(低温冲击吸收功、抗拉强度、硬度等)都满足制造工艺要求。
钻井平台;悬臂梁;焊接工艺
0 引言
近年来,我国海洋石油的勘探开发工作取得了突飞猛进的发展,海洋石油钻井平台建造数量越来越多,海上作业平台成为进行海上资源开发的重要装备。移动式海上平台在我国海上油气勘探开发中发挥着重要作用。自升式钻井平台属于海上移动式平台,适宜于近浅海作业,是目前被广泛使用的海上钻井装备之一。带悬臂梁自升式钻井平台由于可以在一个位置进行多口丛式井的钻探而备受欢迎。
悬臂梁作为钻井平台的重要结构之一,在使用过程中,它需承载钻台及井架等钻井设备进行钻井作业时的负荷。
制作悬臂梁的材料选择高强度钢EQ56与EQ63,其碳当量值CE在0.4~0.6之间,有着一定的淬硬倾向,冷裂纹敏感性较大,且属于异种钢焊接,更增加了焊接难度。为保证产品质量,减少现场返修,分析高强度钢EQ56和EQ63的化学成分和力学性能以及研究焊接工艺是十分必要的。
1 钢材的化学成分及力学性能
焊接试板分别采用舞阳钢厂的EQ56材料与上海宝钢的EQ63材料,其化学成分与力学性能分别见表1、表2。

表1 EQ56与EQ63的化学成分(质量分数%)
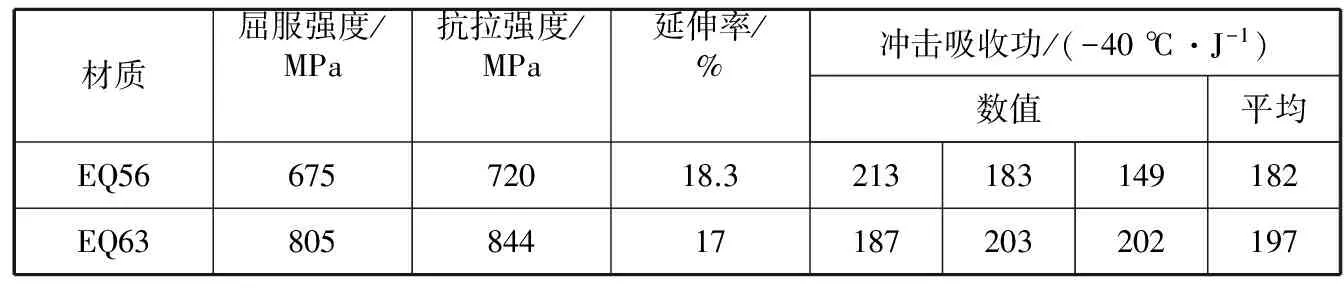
表2 EQ56与EQ63的力学性能
由表1、表2 可知,EQ56与EQ63的化学成分和力学性能完全满足标准要求,但是这2种钢材的强度较高,需要计算其碳当量值。
按照美国焊接学会AWS推荐的碳当量CE计算公式,得到EQ56碳当量CE=0.42,EQ63碳当量CE=0.58。
钢的碳当量就是把钢中包括碳在内的对淬硬、冷裂纹及脆化等有影响的合金元素含量换算成碳的相当含量。通过对钢的碳当量和冷裂敏感指数的估算,可以初步衡量低合金高强度钢冷裂敏感性的高低,这对焊接工艺条件如预热、焊后热处理、线能量等的确定具有重要的指导作用。
一般情况下,若碳当量CE为0.4~0.6时,说明钢材淬硬倾向较大,焊接性较差,需焊前预热等;碳当量CE>0.6时,焊接性差,属于难焊材料,需采用较高的焊前预热温度以及严格的焊接工艺(如:焊接热输入、道间温度控制等)以获得良好的焊接接头性能。
EQ56和EQ63这2种钢的碳当量值大,焊接性差,因而为保证钻井平台悬臂梁的制作质量,需要制订严格的焊接工艺。
2 焊接工艺评定试验
EQ56和EQ63焊接时,由于这2种材料强度等级不同,属于异种钢焊接,因而根据标准要求,需要同时为减小焊接接头的淬硬倾向。选择的焊材强度等级与EQ56大致相当,扩散氢含量≤5 ml/(100g)的焊材。本文采用二氧化碳气体保护焊进行试验研究,焊材选用京雷焊材GFR-91K2,焊接材料的化学成分见表3。

表3 药芯焊丝GFR-91K2的化学成分
GFR-91K2焊材为提高焊材的低温冲击韧性,增加了Ni元素的含量;同时考虑到材料的焊接性能,其C元素含量远低于EQ56和EQ63这2种钢材的C元素含量。
2.1 坡口准备
按照产品实际接头形式,选择K型坡口,其示意图如图1所示。
2.2 焊接工艺参数及焊接过程控制
2种母材均为低合金高强钢,焊接时采用焊前预热与焊接后热的工艺。该工艺一方面可以去除坡口表面的水气,另一方面降低焊缝的冷却温度,保证扩散氢有充分的时间逸出,避免后续产生氢致裂纹。现场试验焊接参数见表4。按照异种钢焊接技术要求,选取2种钢材最低预热温度中的最高值,同时结合以往实际经验,选择的预热温度为150 ℃,道间最高温度为230 ℃。
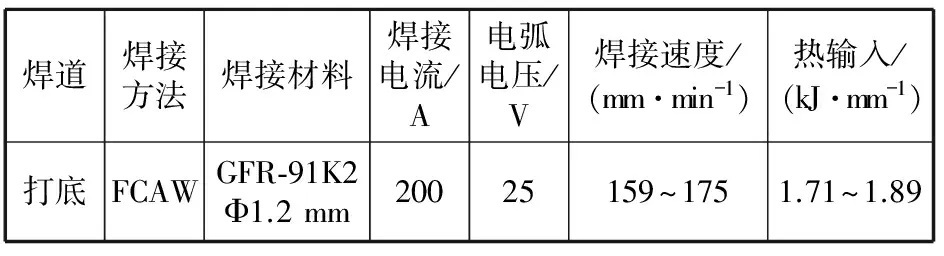
表4 焊接参数
焊接完成后立即对焊件进行后热处理,后热的作用是让扩散氢能够充分的逸出。后热不仅能消氢,也能韧化热影响区和焊缝组织,特别对淬硬性较大的调质钢效果更为明显。后热温度选择300 ℃,保温时间2 h,且后热完成后焊接件依旧保持硅酸铝纤维毯完全覆盖,直至缓冷至室温。
2.3 无损检测
焊后24 h对试板进行目检(VT)、磁粉检测(MT)、超声波检测(UT)。试板的外观和无损检测结果符合ISO 5817 B级标准要求。
2.4 机械性能试验结果
对试板焊接接头分别进行拉伸、弯曲、冲击及硬度性能测试。样品经20%硝酸酒精溶液腐蚀,未见缺陷。
2.4.1 拉伸试验
拉伸试验条件及验收标准以EQ56抗拉强度为参考,即抗拉强度≥670 MPa为合格。试板相关数据见表5。

表5 横向拉伸试验结果(≥670 MPa)
2.4.2 弯曲试验
根据AWS D1.1规范进行侧弯试验。每个评定4个试样,弯曲试样必须满足规范要求,即弯头直径为50.8 mm,弯曲角度为180°,弯曲试样表面任何方向上表面缺陷不得超过3 mm。弯曲试验结果显示,弯曲试样全部合格,表现出良好的塑性。
2.4.3 冲击试验
本次冲击试验共取冲击试样7组,每组3个试样,在-40 ℃条件下进行冲击试验,其试验结果数据见表6。
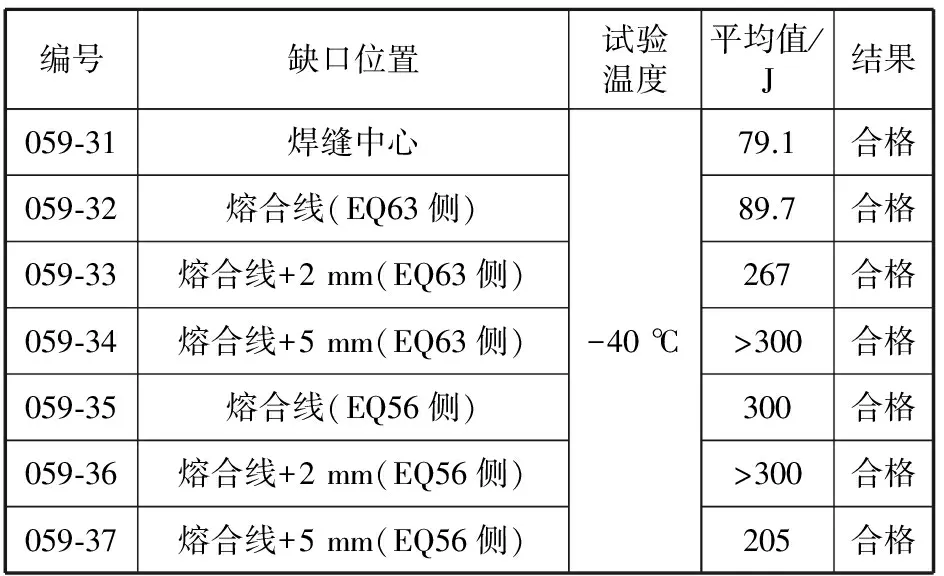
表6 冲击试验数据(≥62 J@-40℃[EQ63侧],≥55 J@-40℃[EQ56侧及焊缝])
2.4.4 硬度试验
经对焊缝上、下表面及焊缝根部进行硬度试验,均满足≤420 HV10要求。
经焊接工艺评定试验表明,EQ56与EQ63采用药芯焊丝GFR-91k2进行焊接,焊缝的综合力学性能良好,也表明采用的焊接材料及焊接工艺参数合理,可以满足生产需要。
3 结论
(1)焊接试验采用药芯焊丝GFR-91k2可以满足EQ56与EQ63的焊接要求。
(2)焊接线能量控制在1.7~1.9 kJ/mm时可以满足生产需求。
[1] 陈祝年.焊接工程师手册[M].北京:机械工业出版社,2009.
[2] 李敏,李旺生,侯东华,等. A516Gr70钢焊接性试验及焊接工艺评定[C]//山东金属学会压力加工学术委员会. 山东金属学会压力加工学术交流会2008年论文集.济南:山东金属学会压力加工学术委员会,2008:329-332.
2017-01-25
朱秋东(1977—),男,工程师,从事海洋工程装备质量管理、质量控制工作;孙敏锋(1976—),男,工程师,从事海洋工程装备生产建造管理工作。
U671.4
A