膜技术在生物酶氨基酸转化中分离纯化的应用
2017-06-21张玉锋何连顺米造吉李斌水
张玉锋++何连顺++米造吉++李斌水++马静++张庆斌


摘 要:现代膜分离技术过程无相变,低能耗,操作简便,易控制,自动化程度高,应用于生物合成分离的生产有很高的开发价值。通过实验进行了膜分离技术的应用,结果表明在处理硫酸胍料液中,采用陶瓷复合膜可以提升料液透光度至98.5%以上,效果明显,采用纳滤复合膜应用技术处理精氨酸料液、丙氨酸料液,收率均在96.5%以上,物料总物恒均在99.5%以上。
关键词:氨基酸纯化 膜技术 生产应用
中图分类号:TS190.5 文献标识码:A 文章编号:1672-3791(2017)05(a)-0068-02
该文综合研究了膜分离技术在氨基酸行业生物合成分离生产中的分级、纯化及浓缩效果,从操作过程看,膜分离应用技术优势明显。
1 陶瓷复合膜
1.1 处理过程
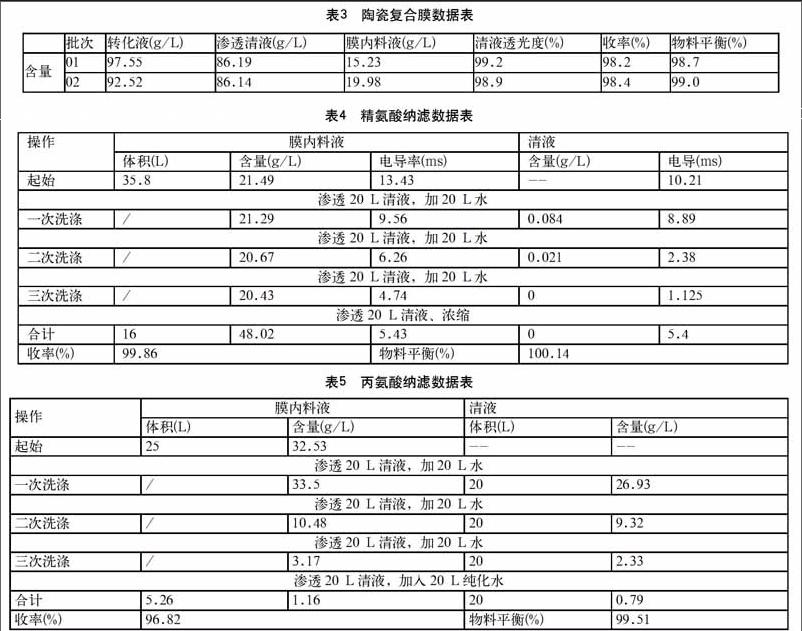
陶瓷膜又称无机陶瓷膜,膜管壁密布微孔,在一定的压力作用下,原料液在膜管内或膜外侧流动,小分子物质(或液体)透过膜,大分子物质(或固体)被膜截留,从而达到分离、浓缩、纯化和环保等目的[1]。酶促合成硫酸胍反应结束,用管式离心机、活性炭分离和陶瓷膜进行处理,对比透光度数据下表1~3所示。
1.2 分析结论
通过以上数据对比,可以看出,氨基酸生物酶转化结束后,通过离心、活性炭处理和陶瓷复合膜处理均能提高料液的透光率,其中离心最高可以提高到90%,活性炭提高透光率到93%,陶瓷复合膜可以提高到98.5%以上,利用陶瓷膜分离菌体残片、糖蛋白、酯类物质等杂质后,在收率方面也能很好地满足生产的需求,总收率可以达到98%以上。采用离心机安全操作注意事项较多,设备维护、放料过程控制繁琐,采用活性炭处理会产生大量的固体废弃物,不利于节能环保的生产。综合考虑,陶瓷复合膜更适应该产品的使用。
2 納滤膜
纳滤膜一般孔径在1~2 nm之间,主要使溶剂分子或某些低分子量溶质或低价离子透过[2],以下是精氨酸和丙氨酸在生物酶制备中通过卷式膜的实验数据应用。
2.1 处理过程
筛选小于溶质分子量的纳滤膜,无机盐分渗透出,膜内物料用清水洗涤,将无机盐分充分滤出,精氨酸利用150 nm纳滤膜分离盐分,数据见表4所示。筛选大于溶质分子量的纳滤膜,分子量较大的杂质拦截在膜内,膜内含料液用清水洗涤,溶质有效成分的料液滤出,同时纳滤膜对将物料起到脱色的作用,丙氨酸利用300 nm纳滤膜脱色分离杂质,数据如表5所示:
2.2 分析结论
不同分子量的物质,根据分子量的大小进行膜孔径的筛选,分子量小的物质用孔径大的纳滤膜会渗透通过卷式膜,膜内有效成分会透出膜孔,造成物料损失,所以,在进行纳滤处理时,选择膜孔径、材质、膜模式是必须要考虑的问题[3]。
通过以上数据可以看出,精氨酸渗透清液收率为98%以上,同时纳滤膜对将物料起到浓缩的作用,盐分去除效果明显,电导由10.21 ms/cm降到了5.4 ms/cm;丙氨酸渗透清液收率为96.5%以上,同时纳滤膜对将物料起到脱色的作用,渗透清液为无色透明。
3 复合膜应用优势
与传统分离方法相比,复合膜应用技术具有以下特点:(1)操作过程是在常温下进行,条件温和无成分破坏,因而特别适宜对热敏感的料液。(2)过程不发生相变化,无需加热,能耗低,无需添加化学试剂,无污染,是一种节能环保的分离技术。(3)膜应用技术分离效率高,过程几乎无物料损失,浓相一般占比≤3%,可进行工序前置处理或喷雾干燥进行后处理,做成动物饲料或添加剂,实现经济效益。(4)过程仅采用压力差作为膜分离的动力,因此,分离装置简单、流程短、操作简便、易于控制和维护。
综上,高分子膜技术将会越来越广泛地应用到生物酶合成、转化等生产中,其特有的分离纯化性能将发挥出其独特的优势,并将产生更高的经济价值和社会效益。。
参考文献
[1] 陈建行,刘鹭,孙颜君,等.酪蛋白胶束粉的陶瓷膜分离生产工艺[J].农业工程学报,2013(9):256-266.
[2] 陈欢林,戴兴国,吴礼光.反渗透、纳滤膜技术脱除小分子有机物的研究进展[J].膜科学与技术,2009(3):1-10.
[3] 管萍,胡小玲,范晓东,等.纳滤膜分离技术分离纯化多肽和氨基酸[J].化学通报,2006(2):91-94.
