凸环管件颗粒介质内高压成形工艺理论解析
2017-06-15杨卓云赵长财董国疆陈晓华
杨卓云 赵长财 董国疆 张 鑫 陈晓华
1.燕山大学先进锻压成形技术与科学教育部重点实验室,秦皇岛,0660042.燕山大学车辆与能源学院,秦皇岛,066004
凸环管件颗粒介质内高压成形工艺理论解析
杨卓云1赵长财1董国疆2张 鑫1陈晓华1
1.燕山大学先进锻压成形技术与科学教育部重点实验室,秦皇岛,0660042.燕山大学车辆与能源学院,秦皇岛,066004
离散体颗粒介质使颗粒介质内高压成形工艺中的传压具有非均匀性、颗粒介质与管件之间摩擦作用显著等特征,基于此,建立了颗粒介质非均匀载荷传压模型,对凸环管件胀形工艺过程进行了理论推导和数值解析,探讨了内压状况和摩擦条件对管件成形性能的影响,并通过工艺试验对理论分析结果进行了验证。分析结果表明,颗粒介质内高压成形工艺所具有的内压非均匀性、介质与管坯摩擦作用显著两大特征可有效减小胀形过程中的壁厚减薄和成形压力。对比试验与理论分析结果表明,壁厚分布和成形压力的理论计算结果与试验结果一致,颗粒介质非均匀载荷传压模型的构建策略可用于管件成形的预测和分析。
颗粒介质;内高压成形;管材;胀形
0 引言
内高压成形技术是当前最为先进的变截面、空心薄壁管件的柔性加工方法,应用最广泛的是以液体为传力介质的液压胀形工艺。管材胀形理论方面的研究大都是基于液压胀形工艺开展的。管材液压胀形所具有的特点是:内压均匀分布,介质与管坯之间没有摩擦且管端需特殊密封。在理论分析中,需要密封的管端一般给定为自由、封闭、固定和被动4种假设;自由胀形区管壁轮廓使用圆函数[1]或椭圆函数模型[2]。HE等[2-3]在胀形试验理论分析中,应用了封闭管端、固定管端模型,以及与模具相关的椭圆轮廓假设,研究表明两种管端条件下得到的管材应力应变曲线是一致的;与模具相关的椭圆轮廓假设比与模具无关的椭圆轮廓假设描述更加准确。HWANG等[4]关于管材胀形试验和单向拉伸试验的研究表明,考虑各向异性条件下得到的应力应变计算曲线与试验结果更加接近。
颗粒介质内高压成形工艺的特征在于:颗粒介质属于摩擦型材料,内压传递非均匀分布;颗粒介质与管材之间存在强烈的摩擦作用。这些特征使颗粒介质管材胀形理论分析与液压胀形有显著的差别。多年来本课题组一直致力于颗粒介质内高压成形工艺的研究,在颗粒介质材料性能和成形工艺方面开展了大量的试验和研究工作:对于颗粒介质的数值模拟模型方面提出了离散元与有限元分体耦合仿真分析的方法;在工艺试验方面成功试制了不锈钢、AZ31、AA7075、AA6061等材质的典型管、板材薄壳构件,并将此工艺推广至军工和航天领域[5-9]。郎利辉等[10]利用高温颗粒介质对TA1钛合金筒形零件的成形进行了有益的尝试。陈国亮[11]采用陶瓷颗粒作为介质,对软凹模和软凸模两种工艺进行了研究,分析了颗粒粒径大小和填装体积对成形性能的影响。袁海环[12]提出固体颗粒介质辅助板料拉深成形方法,研究表明颗粒介质的摩擦作用能够有效抑制变形板坯的减薄。GRÜNER等[13-14]以颗粒状材料作为传压介质对板材进行拉深成形,在介质性能和工艺仿真方面开展了卓而有效的工作。诸多学者的研究表明,该工艺具有模具设计简单、工艺实现简便、方便应用于轻合金材料热成形技术领域等特点。
本文以固体颗粒为传压介质,将压头施加的轴向压力转化为侧向压力使管材发生塑性变形。以自由胀形凸环管件为目标,在颗粒介质传压性能试验的基础上,建立管材颗粒介质自由胀形力学分析模型,分析管材在颗粒介质非均布内压和摩擦共同作用下的变形机理,探讨主要工艺参数对管件成形性能的影响。
1 材料性能试验
1.1 颗粒介质性能
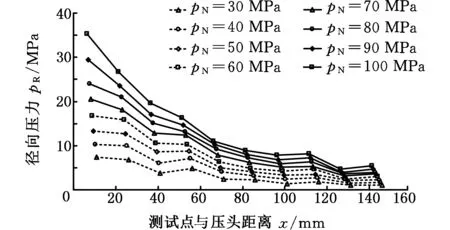
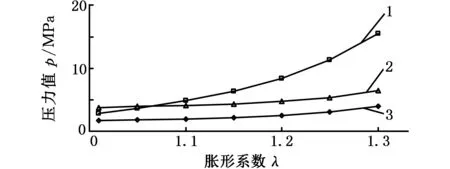
颗粒簇是由大量离散的固体颗粒相互作用而组成的复杂体系。颗粒之间的接触非常复杂,导致颗粒介质的传压性能和外摩擦性能与众不同。本文选用8号NMG(non-metallic granules),主要成分为ZrO2(质量分数为68%)和SiO2(质量分数为32%),洛氏硬度达到48~55HRC,粒径在0.221~0.318 mm之间,属于非黏性材料。当受到外载荷的挤压作用时,颗粒间的接触力(包括法向力和切向力)表现出很强的随机性和复杂性,其力学行为难以用一般的固体力学和流体力学理论进行准确描述。本文通过颗粒介质传压性能试验(图1),寻找某些特定条件下的轴向压力和径向压力的关系,以期为管材胀形工艺分析提供一个简便可行的传压模型。试验表明,压头压力pN通过颗粒介质转化为径向压力pR时,随着测试点与压头距离的增大,径向压力逐渐减小。在不同压头力的作用下,径向压力的变化规律如图2所示。根据试验结果,径向压力的分布规律可用下式拟合:
pR=aebx
(1)
式中,x为测试点与压头距离,mm;a为径向压力系数,MPa,其取值与压头力相关;b为径向压力指数,mm-1,其取值与料筒直径相关。
不同条件下的拟合值见表1。

图1 颗粒介质传压性能试验原理图Fig.1 Experiment for pressure transmitting performance of granule medium
(a)料筒直径100 mm

(b)料筒直径80 mm
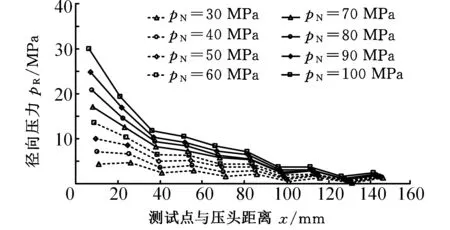
(c)料筒直径60 mm图2 径向压力pR分布曲线Fig.2 Curves of radial pressure pR
由与工艺试验相同料筒直径(100 mm)下的参数拟合值可知:b的变化与压头力不相关,取平均值为-0.014 56;a与压头力之间成线性变化规律,可用下式拟合:
a=0.3386pN
(2)
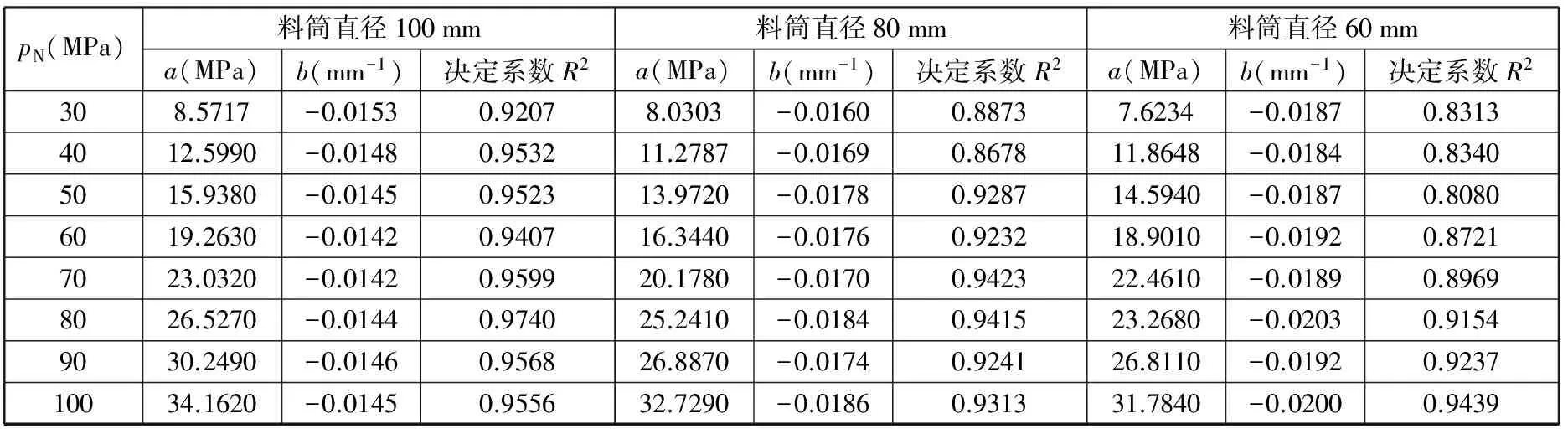
表1 径向压力公式相关参数拟合值
将式(2)代入式(1),可得到径向压力的分布公式:
pR=0.3386pNe-0.014 56x
(3)
文献[7]通过颗粒介质摩擦强度测试得到了三种型号NMG外摩擦因数fw的变化规律(表2)。在管坯成形过程中,颗粒介质的径向压力不会超过75 MPa,因此8号NMG与管坯的摩擦因数μ1满足以下公式:
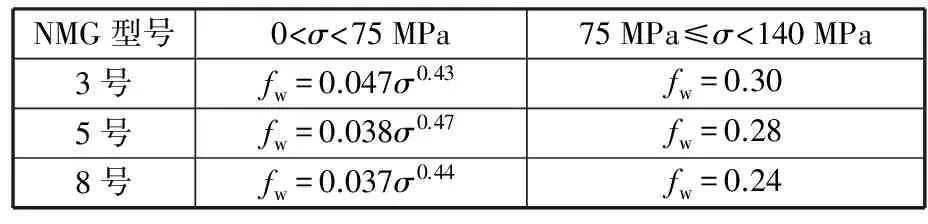
(4)
颗粒介质在受外载荷作用时,颗粒间的空隙会减小,表现为排列结构趋于紧密,颗粒介质产生体积减缩现象;同时,承载后颗粒体自身产生弹性变形,但这对颗粒介质体积减缩的贡献微小。定义承载后颗粒介质体积减少量与承载前体积的比值为体积压缩率η,试验测定体积压缩率的变化曲线见图3。颗粒介质的体积压缩率η随压头压力的变化规律可用线性方程进行拟合:
η=0.0007pN
(5)

图3 体积压缩率变化曲线Fig.3 Curve of volume compressibility
1.2 管坯材料性能参数
管坯采用0Cr18Ni9Ti板材卷焊管(初始壁厚t0=0.5 mm)。在工艺理论分析中忽略管材卷曲和焊接对管坯材料性能的影响,用原始板材的单向拉伸性能试验测定其材料参数。从板材上截取试件长度方向与板材轧制方向分别成0°、45°和90°的试件,测试得到流动应力曲线(图4),塑性变形阶段可用线性方程精确拟合:
(6)


图4 0Cr18Ni9Ti板材流动应力曲线Fig.4 Flow stresscurves of 0Cr18Ni9Ti sheet
拟合方程参数见表3。
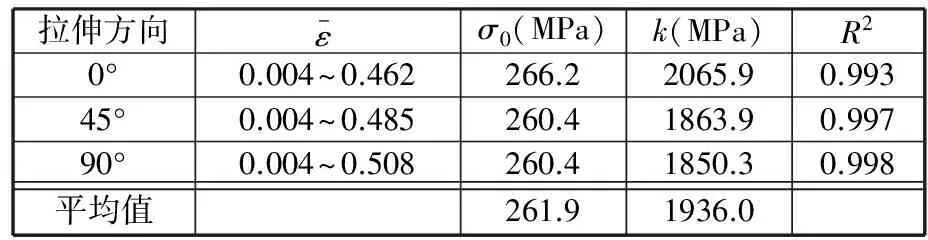
表3 0Cr18Ni9Ti板材材料性能参数表
2 胀形工艺理论分析
在颗粒介质内压和摩擦的共同作用下,自由胀形区管材环向伸长向外扩张,根据变形特征建立ORZ坐标系,如图5所示,并给定管件成形过程力学模型基本假设条件:
(1)自由胀形区管壁外轮廓为圆弧;
(2)管材塑性变形处于平面应力状态,即厚向应力σt=0;
(3)忽略管材弹性变形,材料符合刚塑性硬化特征;
(4)管材符合各向同性特征,塑性变形服从Mises屈服准则。
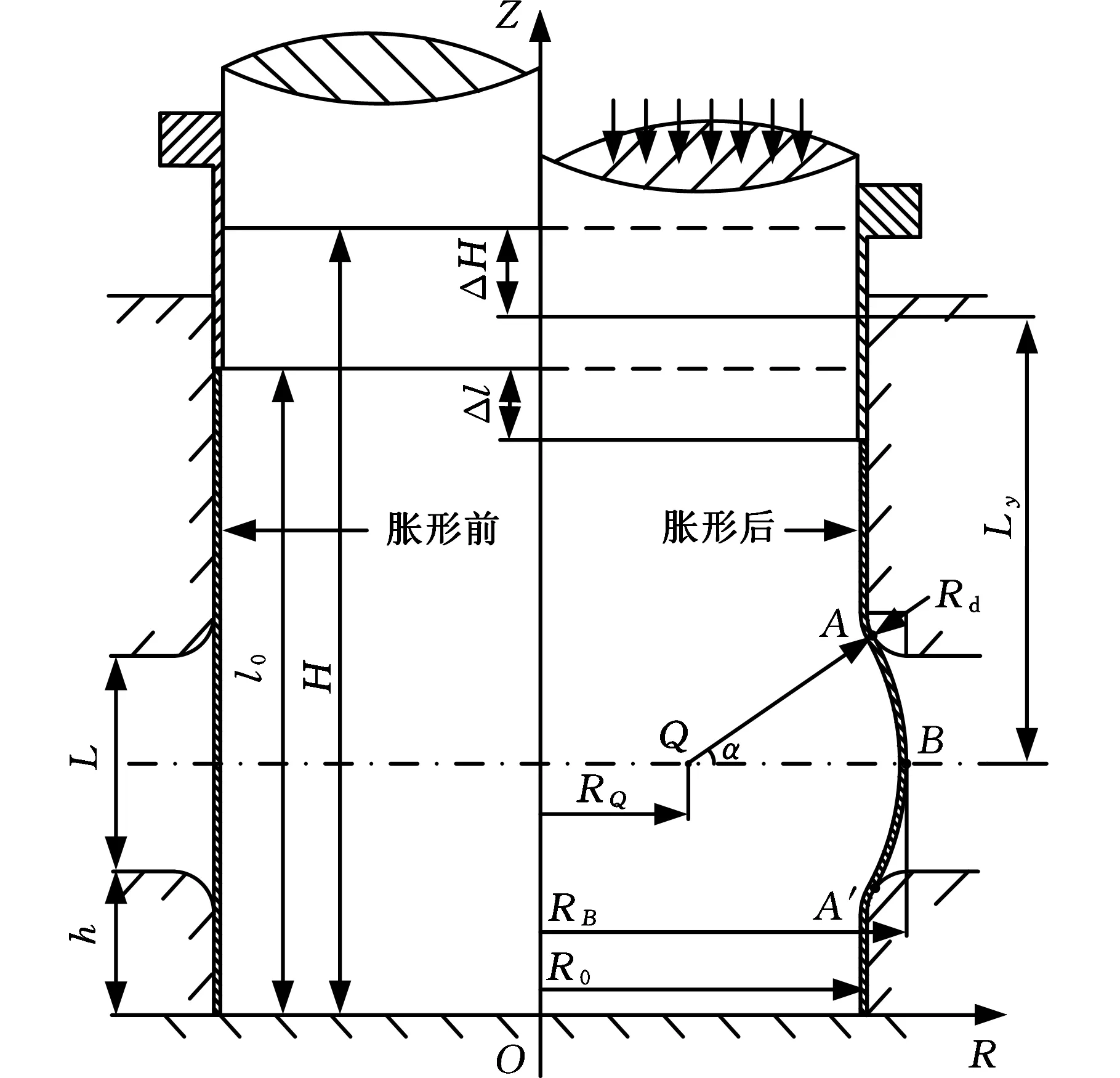
图5 自由胀形几何模型Fig.5 Geometric model of free bulging
2.1 几何模型
图5显示管件外轮廓圆弧的圆心为Q点,半径为Rf(mm),且外轮廓与垂直于Z轴的平面相交为一系列的整圆。图5中B(RB,ZB)点为胀形区顶点,A(RA,ZA)和A′(RA′,ZA′)点分别为胀形区外轮廓与凹模圆角的相切点,α为贴模角(rad)。H和ΔH分别为颗粒高度和压头下压量(mm)。在ORZ坐标系中,整个管坯的外轮廓形状可用下面的函数表示:
(7)
式中,h、Rd和L为模具几何参数,mm;h为下模高度;Rd为凹模圆角;L为胀形区长度;R0、l0和Δl为管坯几何参数,mm;R0为管坯原始半径;l0为初始长度;Δl为管端收缩量。
由几何关系可得以下方程:
R0+Rd(1-cosα)=RQ+Rfcosα
(8)
(9)
RB=Rf+RQ
(10)
将式(8)、式(9)和式(10)联立可得
(11)
(12)
(13)
因此,A(RA,ZA)和A′(RA′,ZA′)点的坐标可由以下关系式确定:
RA=RA′=RQ+Rfcosα
(14)
(15)
(16)
根据变形前后管坯体积不变可得
(17)
式中,δ为自由胀形区和圆角贴模处管壁体积求解时所选取的积分变量;t为管坯变形瞬时壁厚,mm。
胀形前后t的变化很小,用t0代替对积分结果的影响较小,于是式(17)可转化为
L-2Rd
(18)
成形前后,颗粒介质承载产生的体积减缩,引入体积压缩率可得
(19)
由式(19)可推导压头的下压量表达式:
(20)
其中,体积压缩率η是与压头力相关的函数,满足式(5);被积函数R2的表达式可根据式(7)求解。
根据上述计算过程,在已知模具参数、管坯初始参数和颗粒介质装料高度的情况下,除了压头下压量ΔH外,所有几何参量均可表示为RB的函数表达式。
2.2 力学模型
管坯胀形过程中,颗粒介质的内压和外摩擦力是促使材料发生变形的主要因素。内压垂直作用于管壁,且沿Z轴的数值分布规律符合传压试验所得到的结果;外摩擦力符合库仑摩擦定律。根据试验结果,可将内压分布规律p(Z)转化为顶点B内压pB的函数。
顶点B距压头的距离Ly=H-ΔH-h-L/2,代入式(3)可得
(21)
式(21)变形可得压头力的计算公式:
(22)
管坯上任取一点(R,Z)距压头的距离为H-ΔH-Z, 代入式(3)可得
p(Z)=0.3386pNe-0.014 56(H-ΔH-Z)
(23)
将式(22)代入式(23)可将内压分布规律p(Z)转化为顶点B内压pB的函数:
(24)
将式(24)代入式(4)可得颗粒介质与管材摩擦因数的表达式:
(25)
2.2.1 自由胀形区应力应变分析
管材胀形的任一时刻,在自由胀形区任取一点C(R,Z),分析变形前后该点单元体和单元体所在圆环体的体积变化(图6)。
变形前单元体和圆环体的体积分别为
dV0=R0t0dZ0dθ0
(26)
V0=2πR0t0dZ0
(27)

图6 自由胀形区应力应变分析Fig.6 Stress and strain analysis for free bulging region
式中,dθ0、dZ0分别为变形前单元体的环向角度(rad)和轴向长度(mm)。
变形后单元体和圆环体的体积分别为
dV=ρθtRfdτdθ
(28)
V=2πRRftdZ
(29)
式中,ρθ为C点环向曲率半径,mm;R为C点R轴坐标值,mm;dθ、dτ分别为变形后单元体的环向角度和切向角度,rad。
由几何关系知:
(30)
式中,β为线段QC与线段QB的夹角(图6)。
根据体积不变条件dV0=dV和V0=V,可得
(31)
定义dl=Rfdτ,代入式(29)可得
(32)
根据式(32)可以得到自由胀形区任一点C的环向应变εθ和厚向应变εt:
εθ=ln(R/R0)
(33)
εt=ln(t/t0)
(34)
同时,根据体积不变条件可计算切向应变εZ:
εZ=-εθ-εt
(35)
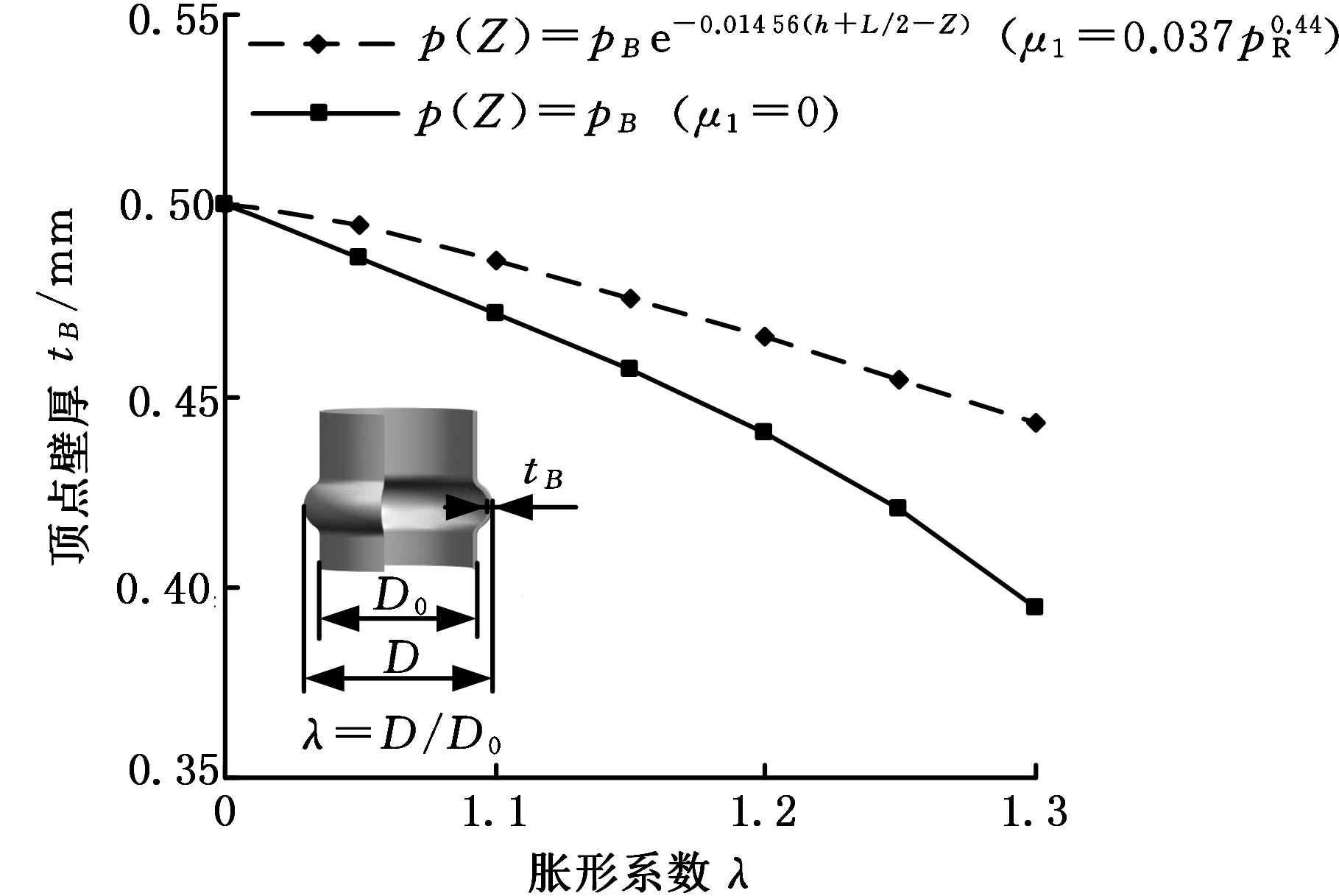
单元体的受力状态如图6所示。由单元体的法向平衡可得
(36)
式中,σθ、σZ分别为环向和切向应力,MPa;p为介质内压,MPa;Sθ、SZ分别为单元体环向和切向切面的面积,mm2;S为单元体内表面面积,mm2;Fθ为环向摩擦力fθ沿法向的投影,N。
由几何关系知:
(37)
Fθ可用下面的积分式进行计算:
(38)
其中,ψ为积分变量(图6)。

(39)
2.2.2 管坯平衡分析
线段QC绕Z轴旋转一周将管坯剖分,建立管坯受力分析模型,如图7所示,由管坯沿Z轴方向的平衡可知
f1+2πRtσZcosβ=f2+F
(40)
式中,f1为介质与管坯之间的摩擦力沿Z轴的分量,N;f2为模具与管坯之间的摩擦力沿Z轴的分量,N;F为介质内压沿Z轴的分量,N。
f1、f2、F分别用下面的积分进行计算:
(41)
(42)
当C点在顶点上方,即h+L/2≤ZC (43) 当C点在顶点下方,即ZA′ (44) 在式(41)~式(44)中,γ和φ分别为计算过程中在自由胀形区和圆角贴模区所选取的积分变量(图7);R1和R2分别为相应积分限区间所对应的轮廓形状函数;内压p的表达式由式(24)确定。 图7 管坯受力平衡分析Fig.7 Force equilibrium analysis for tube 由图7中的几何关系可知 cosγ=(R1-RQ)/Rf (45) (dR)2+(dZ)2=(Rfdγ)2 (46) tanγ=dR/dZ (47) 由式(46)和式(47)可得 dγ=dZ/(cosγRf) (48) 同理: cosφ=(R0+Rd-R2)/Rd (49) dφ=dZ/(cosγRd) (50) 由外轮廓形状函数式(7)可知 (51) (52) 应用上述几何条件,可将式(41)~式(44)的积分式转换为被积函数只含有变量Z且积分变量为Z的定积分。 应用式(40)和式(39)即可推导得到胀形区任一点的切向应力和环向应力表达式: (53) (54) 其中,由式(30)可推导: cosβ=(R-RQ)/Rf (55) ρθ=Rf+RQ/cosβ (56) 由外轮廓形状函数式(7)可推导: (57) 将几何模型中几何参量的计算结果代入力学模型的计算过程,则对于任一给定的胀形直径(RB已知),只要已知胀形区任一点的Z坐标,则该点的主应力分量可通过式(53)和式(54)计算,主应变分量可通过式(33)、式(34)和式(35)计算。由于计算过程所涉及积分式中的积分函数形式复杂、没有原函数,故主应力分量的计算结果得不到函数解析式。整理变量可知最终的计算结果中只含有该点内压p和壁厚t两个未知量,下文将采用数值法处理计算过程。 2.3 求解过程 将上述过程得到的应力应变代入本构方程,通过求解本构方程便可得到未知参数。 (58) (59) 平面应力状态下,由伊留辛全量理论可得各应力分量和应变分量之间的关系[15]: (60) 由2.2.2的分析结果可知,应力应变的计算结果中只含有p和t两个未知量,所以,将等效应力应变代入式(6),将各应力应变分量代入式(60),可得到一个关于p和t的方程组,即 (61) 解此方程组,便可求得未知参量p和t。 胀形过程中,自由胀形区顶点的变形最大,此点需先满足塑性条件,变形才能继续进行;因此,顶点的解析是整个求解过程的关键。 将顶点的Z坐标h+L/2代入式(61),可解得顶点的内压pB和壁厚tB。将求得的pB代入内压分布规律表达式式(24)可得到整个管壁上的内压分布。此时,对于胀形区任一点,内压pC为已知量,将该点的Z坐标ZC代入式(61)中的任意一个方程,解此方程可得到该点的壁厚tC。将求得的pB和压头下压量表达式式(20)代入式(22)可得到一个关于压头力pN的方程: h(pN)=0 (62) 解此方程可求得压头力。 整个求解过程中,代数运算、积分计算和方程(组)求解都通过MATLAB编程实现,且采用数值解法处理积分运算和方程(组)求解过程。程序流程如图8所示。 图8 工艺解析过程流程图Fig.8 Flow diagram of process analysis 2.4 结果与讨论 为分析两个特点对壁厚分布和成形压力的影响,令传压性能参数b=0、颗粒与管材的摩擦因数μ1=0,可得到均布内压无介质摩擦条件下的解析结果,并与颗粒介质胀形工艺解析结果进行对比,如图9所示。算例的模具参数为:h=15 mm,L=30 mm,Rd=6 mm。管坯参数为:R0=50 mm,t0=0.5 mm,l0=90 mm。管坯与模具之间的摩擦因数取μ2=0.08,颗粒介质装料高度H=110 mm。 图9a给出了理论求解得到的胀形区顶点壁厚在成形过程中的变化情况。由图9a可知,随着胀形的发展,由颗粒介质胀形工艺得到的顶点壁厚解析结果与内压均布且无内摩擦条件(液压胀形特征)下的结果均呈现近似线性递减。但是,具有液压胀形特征的顶点壁厚减薄明显大于颗粒介质胀形工艺的顶点壁厚减薄。由此可见,颗粒介质胀形工艺的两大特征可有效减小胀形过程中顶点的壁厚减薄。 (a)胀形区顶点壁厚变化 (b)胀形区壁厚分布 1.p(Z)=pB,μ1=0时的成形内压2.颗粒介质胀形管坯最大内压 3.颗粒介质胀形胀形区顶点内压(c)内压变化曲线 (d)不同压力指数下的胀形区壁厚分布图9 不同内压状况、摩擦条件下的理论计算结果对比Fig.9 Calculated results under different pressure and friction conditions 图9b给出了不同胀形程度下胀形区壁厚分布规律。由图9b可知,颗粒介质胀形工艺得到的壁厚分布明显大于内压均布且无内摩擦条件下的壁厚分布,且越靠近胀形区顶点位置壁厚差别越大。此外,内压均布且无内摩擦条件下的壁厚分布是关于顶点位置对称的(图中虚线),而颗粒介质胀形工艺得到的壁厚分布不关于顶点位置对称(图中实线),且近压头端壁厚略小于远压头端。由此可见,颗粒介质胀形工艺的两大特征可有效减小胀形过程中整个胀形区的壁厚减薄,且造成胀形区壁厚非对称分布,近压头端壁厚略小于远压头端壁厚。随着胀形的发展,两大特征对壁厚减薄的降低作用越来越明显,当胀形系数达到1.3时,最大壁厚减薄率相差9.62%。 图9c给出了成形过程中压力的变化情况。颗粒介质胀形过程中,管壁所受的介质径向压力沿远离压头方向递减分布,因此管壁所受最大内压在A侧(近压头端)管端处。内压均布且无内摩擦条件下管壁所受内压处处相等,均等于胀形区顶点内压。由图9c可知,颗粒介质胀形工艺中,无论是顶点内压(曲线3)还是管坯所受最大内压(曲线2)均小于内压均布且无内摩擦条件下的成形内压(曲线1),且随着胀形的发展压力值差别越来越大。由此可见,颗粒介质胀形工艺的两大特征可有效减小胀形过程中所需的成形压力,当胀形系数达到1.3时,颗粒介质胀形管坯所受最大内压仅为内压均布且无内摩擦条件下成形内压的41.2%。 力学模型中,内压分布函数是根据固定壁面条件下的颗粒介质传压性能试验建立起来的。然而,在管坯成形过程中,胀形区为浮动壁面,这必将会改变颗粒介质压力传递的衰减状况。压力传递衰减状况的变化将会对胀形区壁厚分布带来怎样的影响,本文计算了不同压力指数条件下的壁厚分布情况来说明此问题(图9d)。由图9d可知,不同压力指数条件下胀形区壁厚分布的计算偏差非常小,当压力指数在试验值附近变化不超过一倍时,壁厚计算偏差在初始壁厚的1%以内。因此,通过颗粒介质传压性能所建立起来的内压分布函数在工程误差允许的范围内可以应用于管坯内高压成形工艺。 根据工艺原理设计试验模具,在通用压力设备上进行管件胀形试验。压力设备和试验模具如图10所示。试验用管坯采用0Cr18Ni9Ti板材卷焊而成(D0=100 mm,t0=0.5 mm)。试验用颗粒采用8号NMG,该颗粒在高压下具有很好的流动性。试验得到了不同胀形程度的自由胀形管件(图10),测量不同管件的壁厚变化情况,分别与理论计算结果进行对比(图11)。试验中,压头力可通过压力设备读数除以压头面积得到,实测压头力与理论计算结果的对比如图11所示。 (a)试验设备 (b)试验模具 (c)不同胀形程度管件 (d)不同胀形区高度剖切管件图10 工艺试验设备、模具、产品图Fig.10 Experimental facilities, die and products 图11a给出了三个胀形直径下自由胀形区理论计算壁厚分布(实线)和试验结果(虚线)的对比曲线。由图可知,理论计算结果与试验结果基本吻合,当胀形直径D=110 mm、120 mm和130 mm时,理论计算最大壁厚相对误差分别为1.96%、1.64%和0.87%。由此可见,随着胀形的发展,计算误差有减小的趋势,这是因为胀形开始阶段,胀形区轮廓形状与理想圆弧差别较大,而随着胀形的发展胀形区轮廓形状越来越接近圆弧(图10c)。 由图11b可知,压头力理论计算结果与试验结果基本吻合,最大相对误差为4.5%。由此可见,本文所构建的力学模型可用于管件颗粒介质胀形工艺成形力的预测。 (a)胀形区壁厚分布对比 (b)压头力变化对比 (c)管坯外轮廓曲线对比图11 理论计算与试验结果对比曲线Fig.11 Correlation curves of calculation and test 图11c给出了不同胀形区高度条件下胀形区外轮廓形状的理论假设和试验测试对比曲线。由图可知,在远压头管端理论假设的圆弧轮廓模型与试验结果偏差较大;在近压头管端偏差较小;轮廓曲线最大误差不超过8%。管壁的外轮廓形状与成形内压分布互为因果,颗粒介质胀形工艺内压的非均匀性是造成近压头端和远压头端管壁外形呈非对称形状的主要原因。 (1)颗粒介质胀形工艺所具有的内压非均匀分布、介质与管坯摩擦作用显著的两大特征可有效抑制管件胀形区壁厚减薄。当胀形系数达到1.3时,颗粒介质胀形的最大壁厚减薄率低于内压均布且无内摩擦条件9.62%。 (2)颗粒介质胀形工艺可有效减小成形压力,且随胀形发展效果增强,当胀形系数达到1.3时,颗粒介质胀形管坯所需内压仅为内压均布且无内摩擦条件的41.2%。 (3)颗粒介质传压性能试验的边界条件虽与工艺试验有所不同,但是通过传压试验建立起来的内压函数模型在工程误差允许的范围内可应用于工艺试验,理论分析得到的管件壁厚分布和成形力与工艺试验基本吻合,最大误差不超过1.96%和4.5%。本文所建立的力学模型和求解方法可用于管件胀形的预测和分析。 (4)颗粒介质内压的非均匀性会带来管壁外形的非对称性,本文理论模型所作的管壁外轮廓为圆弧的假设具有一定的局限性(适用于胀形区高度与初始管坯直径比值小于0.35的情况),管壁外形与内压分布的因果关系有待进一步研究。 [1] BOUDEAU N, MALÉCOT P.A Simplified Analytical Model for Post-processing Experimental Results from Tube Bulging Test: Theory, Experimentations, Simulations[J]. International Journal of Mechanical Sciences,2012,65(65):1-11. [2] HE Zhubin, YUAN Shijian, LIN Yanli, et al. Analytical Model for Tube Hydro-bulging Test, Part I: Models for Stress Components and Bulging Zone Profile[J]. International Journal of Mechanical Sciences,2014,87(4):297-306. [3] HE Zhubin, YUAN Shijian, LIN Yanli, et al. Analytical Model for Tube Hydro-bulging Tests, Part Ⅱ: Linear Model for Pole Thickness and Its Application[J]. International Journal of Mechanical Sciences,2014,87(4):307-315. [4] HWANG Y M, WANG C W.Flow Stress Evaluation of Zinc Copper and Carbon Steel Tubes by Hydraulic Bulge Tests Considering Their Anisotropy[J]. Journal of Materials Processing Technology,2009,209(9):4423-4428. [5] 赵长财, 任学平, 董国疆, 等. 管材固体颗粒介质成形工艺及其塑性理论研究[J]. 中国机械工程,2007,18(16):2000-2005. ZHAO Changcai, REN Xueping, DONG Guojiang, et al. Process of Solid Granule Medium Forming and Plastic Research[J]. China Mechanical Engineering,2007,18(16):2000-2005 [6] 董国疆, 赵长财, 曹秒艳, 等. 圆筒件固体颗粒介质成形壁厚及变形规律研究[J]. 中国机械工程,2010,21(16):1992-1998. DONG Guojiang, ZHAO Changcai, CAO Miaoyan, et al. Study on Wall-thickness and Deformation Regularity of Cylinder Part Based on Solid Granule Medium Forming[J]. China Mechanical Engineering,2010,21(16):1992-1998. [7] DONG Guojiang, ZHAO Changcai, CAO Miaoyan. Flexible-die Forming Process with Solid Granule Medium on Sheet Metal[J]. Transactions of Nonferrous Metals Society of China (English Edition),2013,23(9):2666-2677. [8] CAO Miaoyan, ZHAO Changcai, WU Lijun, et al. Lubricant Research on SGMF of Magnesium Alloy Sheet[J]. Advanced Materials Research,2013,675:311-316. [9] DONG Guojiang, ZHAO Changcai, YA Yuanyu-an, et al. Discrete Element and Finite Element Coupling Simulation and Experiment of Hot Granule Medium Pressure Forming[J]. Transactions of Nonferrous Metals Society of China (English Edition),2015,28(3):580-591. [10] 郎利辉, 刘康宁, 吴为, 等. TA1钛合金板材高温颗粒介质成形试验研究[J]. 航空制造技术,2015(17):122-123. LANG Lihui, LIU Kangning, WU Wei, et al. Experimental Research on Hot Granular Medium Forming of TA1 Titanium Alloy Sheet[J]. Aeronautical Manufacturing Technology,2015(17):122-123. [11] 陈国亮. 颗粒介质成形工艺研究[D]. 南京: 南京航空航天大学,2008. CHEN Guoliang. Research on Drawing Technology With Solid Granules[D]. Nanjing: Nanjing University of Aeronautics and Astronautics,2008. [12] 袁海环. 固体颗粒介质板料拉深成形工艺研究[D]. 沈阳: 沈阳航空工业学院,2010. YUAN Haihuan. Reach on Sheet Metal Deep Drawing Process with Solid Granule Medium[D]. Shenyang: Shenyang Aerospace University,2010. [13] GRÜNER M, MERKLEIN M.Numerical Simulation of Hydro Forming at Elevated Temperatures with Granular Material Used as Medium Compared to the Real Part Geometry[J]. International Journal of Material Forming,2010,3(1):279-282. [14] GRÜNER M, MERKLEIN M.Consideration of Elastic Tool Deformation in Numerical Simulation of Hydroforming with Granular Material Used as a Medium[J]. Key Engineering Materials,2011,473:707-714. [15] 俞汉清, 陈金德. 金属塑性成形原理[M]. 北京:机械工业出版社,1998:121-127. YU Hanqing, CHEN Jinde. Fundamental of Metal Plastic Forming[M]. Beijing: Mechanical Industry Press,1998:121-127. (编辑 袁兴玲) Theoretical Analyses of Tube Granule Medium Internal High Pressure Forming Processes YANG Zhuoyun1ZHAO Changcai1DONG Guojiang2ZHANG Xin1CHEN Xiaohua1 1.Key Laboratory of Advanced Forging & Stamping Technology and Science of Ministry of Education of China(Yanshan University),Qinhuangdao,Hebei,066004 2.College of Vehicles and Energy,Yanshan University,Qinhuangdao,Hebei,066004 The discrete granules brough a non-uniform internal pressures and a significant friction between tube and medium to granule medium internal high pressure forming processes. Therefore, a non-uniform pressure transfer model was built for this process to investigate into theoretical analyses of tube bulging. The effects of the non-uniform pressures and the significant friction on tube forming property were studied by the theoretical analyses which were verified by processing tests. The analyses show that the non-uniform pressures and the significant friction may reduce the thickness reductions and forming pressures of tube bulging. The comparison of theoretical analyses and processing tests indicates that the calculated curves of thickness distributions and forming pressures agree well with test results. The non-uniform pressure transfer model for granule medium internal high pressure forming process may be used for the predictions and analyses of tube forming processes. granule medium; internal high pressure forming; tube; bulging 2016-05-24 国家自然科学基金资助项目(51305386,51305385);河北省自然科学基金资助项目(E2013203093) TG301 10.3969/j.issn.1004-132X.2017.07.018 杨卓云,男,1990年生。燕山大学机械工程学院博士研究生。主要研究方向为管板材特种成形技术。E-mail: zhuoyun1990@163.com。赵长财,男,1964年生。燕山大学机械工程学院教授、博士研究生导师。董国疆,男,1978年生。燕山大学车辆与能源学院副教授。张 鑫,男,1992年生。燕山大学机械工程学院硕士研究生。陈晓华,男,1988年生。燕山大学机械工程学院博士研究生。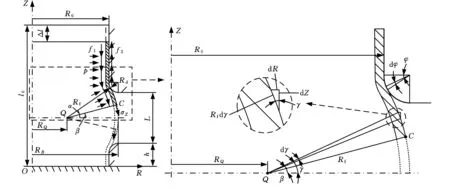


3 工艺试验


4 结论
