曲轴连杆颈磨床分度装置改进
2017-06-05中国中车资阳机车有限公司朱万奇
中国中车资阳机车有限公司 朱万奇
曲轴连杆颈磨床分度装置改进
中国中车资阳机车有限公司 朱万奇
用于曲轴连杆颈磨削时分度的原分度联接装置如图1所示,一端套在曲轴工艺颈上,靠3颗压紧螺栓与曲轴联接,一端联接在机床分度盘上。分度操作时先松开曲轴,然后将分度盘定位插销拔出,用棘轮扳手旋转分度装置,如图2所示,曲轴会随着分度盘一起旋转,至所需角度,插上分度盘定位插销、压紧曲轴,即完成曲轴分度。
该分度装置在使用中主要存在以下问题。

图1 原机床分度联接装置

图2 分度操作
(1)分度不准确。其原因为:①3颗压紧螺栓只能压紧2颗,第3颗在下方没有空间,分度时靠该联接装置给曲轴传递动力使曲轴转动,这样在分度过程中曲轴与联接装置产生微量位移,导致磨削出的连杆颈角度出现误差。②手动分度对操作者的经验、力度要求高,一支曲轴由两个不同的操作人员或同一个操作人员分度加工后,会出现连杆颈角度误差。
(2)分度方向局限。该装置只能完成30°的整数倍角度的分度,5拐、7拐、9拐曲轴无法分度。
(3)操作空间小、操作困难。
(4)分度效率低。
1. 改进方案
为了解决原分度装置分度不准、操作性差和分度效率低的问题,设计了一套简单高效的分度装置。该装置由装在曲轴上的多面体分度盘、装在机床上的基准面和百分表找正装置构成,分度时旋转曲轴,用百分表监控分度面与基准面,直到分度盘上的分度面与机床上的基准面方向一致即可。
(1)多面体分度盘及安装。多面体分度盘的面数可根据加工曲轴连杆颈的空间分布方向确定,如磨削加工连杆颈空间分布3个方向的3拐或6拐曲轴,使用图3所示的多面体分度盘。
3个分度面均布于圆周上,相互的角度偏差可按需要进行设计,制作完成后进行计量,精磨分度盘角度误差可控制在(120°±1')内;4个压紧螺栓孔均布在与安装定位孔同心的φ110mm圆上,为了便于安装,制作成长孔,与曲轴端面已有的工艺孔联接,无需重新制作工艺孔。安装定位孔的直径与曲轴工艺外径配合设计,如图4所示,分度盘安装时直接套装在曲轴的工艺轴颈上,避免歪斜引起误差。
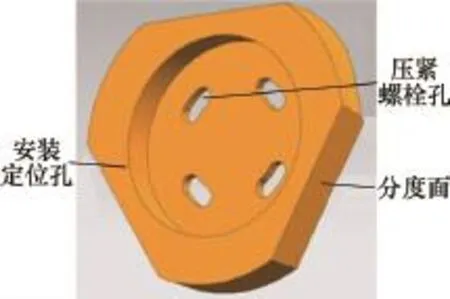
图3 多面体分度盘
(2)基准面及安装。基准面为装配在机床上的一个平面,如图5所示,该基准体的形状及联接孔的位置、大小可根据连杆颈磨床托架内的位置、形状等设计制作,不去改变磨床原有的结构,越简单越好,只需保证有一定长度和宽度的找正基准平面即可。基准面装配如图6所示。
(3)百分表找正装置。由于找正时需要用百分表检查分度盘的分度面与基准面是否平行,因此设计了图7所示的过渡平板,吸附在百分表座上,阻挡百分表座的磁力,便于百分表座在基准体上来回移动。过渡平板与百分表及磁力表座的联接如图8所示。
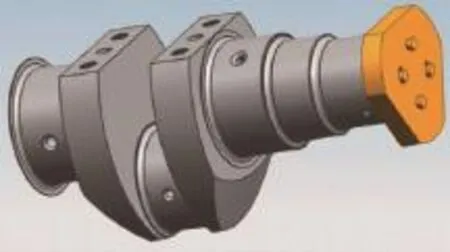
图4 分度盘安装
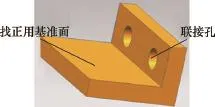
图5 基准面

图6 基准面装配
图7 过渡平板
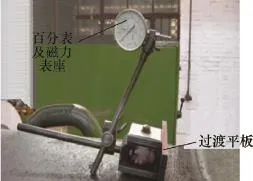
图8 过渡平板与百分表的联接
2. 新分度装置的使用
(1)分度盘的装配及找正。将曲轴装夹在磨床上,找正第一个连杆颈并压紧曲轴后,再装配分度盘。如图9所示,轻轻压紧分度盘锁紧螺栓,将百分表放在分度体上。前后移动百分表座,观察第一点和第二点的百分表差值,当差值大于0.02mm时,用木槌敲击分度盘高点,再用百分表找第一和第二点的差值,重复进行,直到这两点的差值小于0.02mm。然后,用扳手轻轻压紧锁紧螺栓,再用百分表检查分度盘第一点和第二点的位置是否变化。如有变化,重复找正分度盘位置,保证两点的差值在0.02mm内;如无变化,可压紧锁紧螺栓。锁紧后,再次用百分表确认分度盘第一点与第二点的差值,如有变化,重复找正分度盘位置。

图9 基准面与分度盘装配示意图
(2)分度使用。分度盘按基准连杆颈安装找正后,加工或检查其他连杆颈的余量时,就需要翻转曲轴,使待加工或检查的另外一个方向上的连杆颈处于机床回转中心,将百分表放在分度体上,前后移动百分表座,观察第一点和第二点的百分表差值,当差值大于0.02mm时,调整曲轴,再用百分表找第一和第二点的差值,重复进行,直到这两点的差值小于0.02mm,然后压紧曲轴,再用百分表检查分度盘第一和第二点的位置是否变化。如有变化,重复调整曲轴,保证两点的差值在0.02mm内。
(3)使用注意事项:①百分表座前后移动轨迹尽量保持在一个垂直截面内。②第一次找正分度盘时,曲轴在磨床上处于压紧状态,在第二次及以后的曲轴分度时,分度盘与曲轴处于联接固定状态,而曲轴处于松开状态。
3. 效果验证
采用新设计的分度装置与原有磨床分度装置加工曲轴,对比有以下优点:①分度盘不承担曲轴分度的扭力,不会发生曲轴位移,避免了位移误差对曲轴连杆颈角度精度的影响。②操作直观、简单,排除了人的技能因素对曲轴连杆颈角度精度的影响。③提高了生产效率。④加工出的曲轴未出现角度超差,在该磨床上也试用了四面体和五面体,加工效果同样好。
通过一年多的磨削应用,采用该分度装置磨削的曲轴连杆颈角度误差能保证控制在±5'以内,满足了高精度船用曲轴的精度要求。目前,本工艺已编入曲轴的磨削工艺,推广到作业区所有的连杆颈磨床上。□
