振动研磨工艺对QAl10—4—4合金的表面组织及性能的影响
2017-05-31龚安华付立铭索忠源王孝忠单爱党
龚安华+付立铭+索忠源+王孝忠+单爱党


摘要:
研究了振动研磨工艺对涡轮用QAl10-4-4合金组织和表面性能的影响.结果表明:振动研磨处理后,QAl10-4-4合金产生了从研磨表面至心部硬度逐渐降低的硬化层,表面硬度提高约20%;相对于未研磨处理的QAl10-4-4合金,经振动研磨处理后,合金处于表面压应力状态,表面残余应力提高约300 MPa,表面粗糙度明显降低,表面摩擦因数显著下降,耐磨性显著提高.工程实际应用结果表明:使用振动研磨工艺处理QAl10-4-4合金蜗轮提高整机的传动效率超过20%.振动研磨后,材料表面综合性能的提高与表层组织细化有直接关系.
关键词:
振动研磨抛光; QAl10-4-4合金; 组织; 表面残余应力; 摩擦磨损
中图分类号: TG 146.1-文獻标志码: A
Effect on the Microstructure and Surface Properties
of the QAl10-4-4 Alloy by the Mechanical
Vibration Polishing Treatment
GONG Anhua1,2, FU Liming1, SUO Zhongyuan1,3, WANG Xiaozhong2, SHAN Aidang1,2
(1.School of Materials Science and Engineering, Shanghai Jiao Tong University, Shanghai 200240,
China; 2.Rotork Actuation(Shanghai) Co. , Ltd. , Shanghai 201108, China; 3.College of
Mechanical and Electrical Engineering, Jilin Institute of Chemical Technology, Jilin 132022, China)
Abstract:
This paper studies the effect on microstructure and surface properties of the QAl10-4-4 alloy via mechanical vibration polishing treatment(MVPT).It is found that a hardened layer was present in the QAl10-4-4 alloy after MVPT and the hardness gradually decreases from the surface to the centre.The surface hardness increased by 20%.Compared to the samples without MVPT,samples with MVPT has a compressive stress state,increased the surface residual stress by about 300 MPa,and reduced the surface roughness and surface friction coefficient greatly which led to increase the wear resistance.Practical applications indicates that mechanical efficiency increases more than 20% by using the QAl10-4-4 alloy(with MVPT) worm wheel .The improvement of the comprehensive surface properties of the alloy with MVPT is directly associated with refinement of microstructures in the hardened layer.
Keywords:
mechanical vibration polishing treatment(MVPT); QAl10-4-4 alloy; microstructure; surface residual stress; friction and wear
通过对材料表面进行强化处理可以有效地改善机械零件的表面性能,提高零件的寿命和使用稳定性.机械振动研磨是一种改善材料表面性能的方法,它将被加工零件置于盛有磨块和磨剂介质的滚筒中,在复杂的三维相对运动作用下,游离状态的磨块以一定频率和冲击力对零件表面进行碰撞、滚压及微量磨削,从而细化表面粗糙度、去除加工毛刺、减轻或消除表面缺陷,改善表面力学性能,达到提高零件表面质量、提高产品使用性能的目的[1-2].与喷(抛)丸、滚压和孔挤压等传统的表面强化或处理技术相比,机械振动研磨处理,零件表面的相对塑性变形小,不破坏零件表面形态,提高零件表面粗糙度,从而提高材料寿命[3-5].这种处理工艺的设备简单,维护运行成本低廉,是一种有效的表面处理技术[2].研究表明,在合理的工艺下,微粒冲击工件的表层硬度与普通喷丸处理的工件表面硬度相当,微粒冲击明显降低了工件表面粗糙度,表面组织有纳米化的趋势,材料的表面耐磨特性得到了显著提高.但有关机械振动研磨对材料表面强化影响及其机理方面的研究不多[6-9].
蜗轮蜗杆传动作为一种典型的、传统的传动机构,广泛用于机床、冶金、矿山、交通设备、起重设备及工业设备中.蜗轮和蜗杆零件的形状特殊,对表面质量和耐磨性及使用寿命要求极高,一直是研究与应用的热点.QAl10-4-4合金,是一种应用在使用性能要求较高的蜗轮制造中的材料.通常该材料在加工成型过程中,需首先进行应力退火处理,然后再整体进行淬火处理,以满足使用的技术指标与要求[10-12].某型号铝青铜合金蜗轮产品早期通过热处理后再冰冷处理,勉强通过测试.但一次合格率较低,返工率偏高,生产不能稳定进行,给正常的生产测试造成了很大的影响.改用振动研磨工艺后,性能稳定,效果明显.
本文以涡轮用QAl10-4-4合金为试验材料,研究了振动研磨工艺对该材料的表面应力状态、表面组织、性能和耐磨性的影响规律.
1 试验材料及方法
1.1 试验合金成分与样品制备
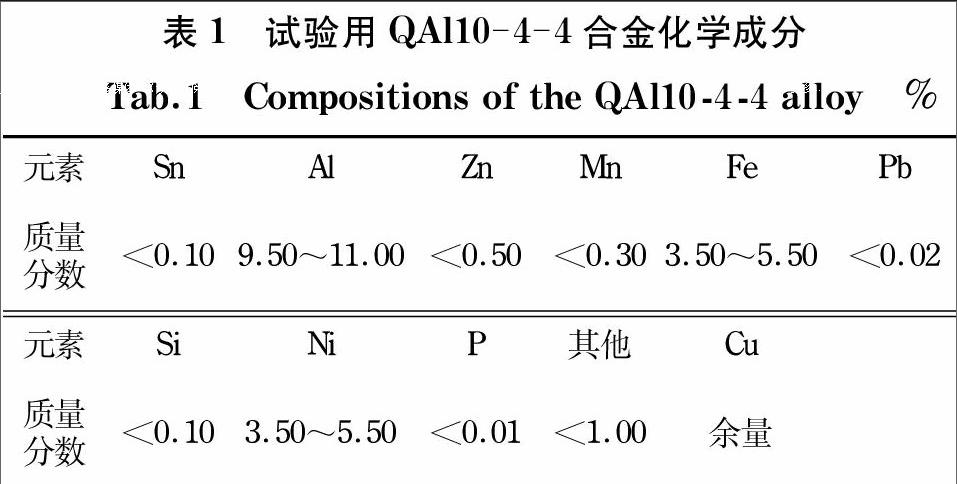
试验用合金为一种典型的蜗轮用挤压后退火态QAl10-4-4合金,其化学成分如表1所示.
试验采用400 L型立式振动研磨机,设备原理及实物如图1和图2所示.试样切割成1.0 mm厚的薄片状,并为其设计了专门的安装夹具,将试样固定在自制的夹具上,如图2(b)所示.然后放入立式振动研磨抛光机(图2(a)),采用10 mm×10 mm正三角,8 mm×8 mm斜三角和8 mm×8 mm圆柱形3种形状的棕刚玉研磨料.3种研磨料按质量比1∶1∶1配料,将试样与实际生产的产品分别进行1,2和3 h振动研磨处理.此外,准备了一组双面振动研磨的薄片状试样,用于后续的拉伸性能测试研究.
1.2 试验方法
磨损试验采用UMT-3多功能摩擦磨损试验机,试验机采用销盘式摩擦,试验样品为圆柱状,其摩擦对偶为盘状.载荷、速度、距离、气氛及摩擦对偶等测试参数和摩擦条件都可以自行调整.摩擦因数通过与连杆上装置的传感器连接的计算机测出.试样尺寸4.5 mm×20 mm,对磨副为GCr15(淬火+低温回火态),在室温进行干摩擦及浸油摩擦.磨损参数:载荷40 N,时间1 h,摩擦速度100 r/min,试样及对磨副在磨损前后均需要进行清洗、吹干、称重(万分之一天平),测量磨损质量.
材料分别进行切割、镶嵌、研磨、抛光和腐蚀(腐蚀液采用体积分数为5%的氯化高铁+盐酸水溶液)制成金相样品.采用MEF4A型金相显微镜(OM)和Phenom GSR飞纳台式扫描电子显微镜(SEM)进行组织观察.X射线衍射分析在岛津Shimadzu XRD-6000型全自动衍射仪上进行,Cu Kα靶材,2θ/(°)連续扫描,扫描范围30°~100°,扫描速度为1°/min,扫描电压/电流为40 V/40 mA.采用加拿大PROTO公司的iXRD-300 W应力分析仪,根据欧洲标准EN 15305—2008和我国标准GB/T 7704—2008进行表面残余应力测试,拉应力的值规定为正,压应力的值规定为负[13-14].根据国标GB/T 4340.1—2009,利用ZEISS-Observe维氏显微硬度计对研磨后样品的侧面距研磨表面不同距离进行硬度测试,载荷500 g,加载时间15 s.
2 试验结果与讨论
2.1 震动研磨工艺对组织的影响
图3为试验初始QAl10-4-4合金的典型金相组织.白色基体为α相,粒状或者细小的灰色块状为K相.经过振动研磨处理后的样品出现表层组织细化层(如图中直线标识处至表层的区域),并且随着研磨时间的延长,细化层的厚度逐渐增加.当振动研磨时间达到3 h,观察到组织细化层的厚度超过10 μ m.
图4为振动研磨2 h后样品的SEM组织观察结果.相对未研磨的样品,研磨后样品表面的组织更加均匀,组织相对细小.图5给出了两种样品的XRD分析结果,合金中主要由 α基体、β 和K相组成,相对于未振动研磨样品,经振动研磨(VMP-1 h)样品的衍射峰呈现略宽化特征,这与表面组织的变化有直接关系.
2.2 震动研磨工艺对材料表面性能的影响
不同振动研磨时间下,从研磨表面至材料心部的不同深度层的硬度变化如图6所示.从表层至心部的硬度逐渐减小直至不再变化.根据硬度的变化,可以看出,振动研磨的硬化层深度达到20 μ m左右.相对于振动研磨1 h的样品,振动研磨2 h和3 h的样品,其硬化的效果更明显,硬化层深度增加约20%.结合组织分析可以推测,振动研磨后,材料表层的硬化与材料表面的组织细化有直接关系.此外,振动研磨对QAl10-4-4合金的表面粗糙度也有重要影响.
图7为QAl10-4-4合金的表面粗糙度随研磨时间的变化曲线.相对于未研磨的样品,振动研磨后表面粗糙度都大幅下降.可见,振动研磨工艺显著改善了材料的表面性能.
2.3 表面应力分析
不同振动研磨时间下QAl10-4-4
合金表层残余应力测试结果如表2所示.振动研磨后的样品主要表现为压应力(应力为负值),研磨前样品的表面应力主接近于0.经振动研磨1 h后,表层正应力显著增加,达到(275.7±6.2)MPa.随着研磨时间的增加,应力缓慢增加.相对于正应力,经振动研磨处理后表面切应力均小于10 MPa.说明振动研磨工艺显著增加了样品的表面压应力,但并未明显增加切应力.
2.4 震动研磨工艺对耐磨性分析
图8为QAl10-4-4合金的磨损量及摩擦因数随振动研磨时间的变化关系曲线.在相同的摩擦磨损测试条件下,振动研磨明显提高了材料摩擦因数,降低了材料的磨损损失量.并且随着研磨时间的延长,摩擦因数和磨损量逐渐降低.
图9为未振动研磨与振动研磨3 h试样的磨损面的磨损形貌.观察发现,未振动研磨处理的试样磨
损面上存在大量的金属分层剥落和较深犁沟.而振动研磨处理3 h后的试样表面的磨损形貌主要是较浅和较为致密犁沟,这说明振动研磨工艺显著提高了QAl10-4-4合金的耐磨性能.
2.5 振动研磨工艺的工程应用效果
图10为振动研磨与未振动研磨工艺在工程应用中的数据对比结果.通过对未研磨和研磨状态的零件进行工程整机测试,从综合性能数据库中导出了3年内该系列执行机构产品使用两种工艺的测试数据记录.通过计算统计对比得出图10中的数据.从图10中可以看出,振动研磨工艺使产品整机负载电流下降了14.44%,输出效率当量增加了15.86%.此外,通过对整机传动效率的综合对比,发现使用振动研磨工艺处理QAl10-4-4合金蜗轮可以显著地提高蜗轮蜗杆的传动效率,执行器的蜗轮蜗杆传动效率提高超过20%.
3 结 论
(1) 经振动研磨工艺处理后的QAl10-4-4合金的表面硬度提高了约20%,并且从研磨表面至心部,硬度逐渐降低,硬化层与材料表层组织细化有直接关系.
(2) 振动研磨处理1 h的QAl10-4-4合金表面为残余压应力状态,试样表面应力由原来的接近于0增加到275 MPa;当振动研磨处理达到2 h后,表面压应力增加趋于平缓.
(3) 经振动研磨处理后的QAl10-4-4合金表面的粗糙度明显降低,表面摩擦因数显著下降,耐磨性显著提高.
(4) 工程实际应用结果表明,使用振动研磨工艺处理QAl10-4-4合金蜗轮提高整机的传动效率超过20%.
参考文献:
[1] 奚小明.振动研磨机的研究与设计[J].化工机械,2001,27(2):86-87.
[2] 王宇,尹韶辉,进村武男,等.振动研磨材料去除机理研究[J].中国机械工程,2009,20(5):533-537.
[3] 董星,段雄.喷丸强化机械及技术的发展[J].矿山机械,2004(7):66-68.
[4] 李增強,赵佩杰,宋雨轩,等.微磨料水射流加工技术研究现状[J].纳米技术与精密工程,2016,14(2):134-144.
[5] 栾伟玲,涂善东.喷丸表面改性技术的研究进展[J].中国机械工程,2005,16(15):1405-1409.
[6] SUN H Q,SHI Y N,ZHANG M X.Wear behaviour of AZ91D magnesium alloy with a nanocrystalline surface layer[J].Surface and Coatings Technology,2008,202(13):2859-2864.
[7] 刘刚,雍兴平,卢柯.金属材料表面纳米化的研究现状[J].中国表面工程,2001,14(3):1-5.
[8] LU K,LU J.Nanostructured surface layer on metallic materials induced by surface mechanical attrition treatment[J].Materials Science and Engineering:A,2004(375/377):38-45.
[9] 巴德玛,马世宁.机械加工法实现金属材料表面自身纳米化的研究进展[J].材料导报,2006,20(11):92-95.
[10] 罗芹,吴忠,秦真波,等.镍铝青铜的表面处理技术及研究进展[J].材料导报A:综述篇,2015,29(1):15-21.
[11] 王智平,李海兰,徐建林,等.固溶时效对高铝青铜组织与性能的影响[J].铸造,2004,53(6):439-442.
[12] 王荣滨.铝青铜热处理强化工艺试验研究[J].有色金属加工,2006,35(3):17-19.
[13] 国家标准化管理委员会.GB/T 7704—2008 无损检测 X射线应力测定方法[S].北京:中国标准出版社,2009.
[14] Non-destructive testing·Test method for residual stress analysis by X-ray diffraction:EN 15305:2008[S].2008.
