一种旋压式收口工具的设计研究
2017-05-24金莉钟旭
金莉*,钟旭
一种旋压式收口工具的设计研究
金莉*,钟旭
(成都发动机集团有限公司,成都市,610503)
本文详细设计了一种用于关节轴承装配翻边生产的旋压式新型收口翻边工具,其成功地使用提高了加工效率、精度和质量。该结构具有良好的通用性和可靠性,已成功应用于多种型号关节轴承的收口,取得了很好的工艺效果,也为类似的收口工艺提供了可行的借鉴。
收口工具;旋压式;关节轴承装配
引言
目前,对于航空吊挂类零件的关节轴承翻边,均采用传统的加工技术与现有的翻边工具——即利用车床专用挤压滚珠刀具作为翻边工具及专用挤压工艺在车床上实现关节轴承翻边。但是在车床上使用的轴承翻边工具及工艺,无法满足实际使用中的技术要求。并且它只能加工直径小于30 mm的关节轴承,从技术和生产能力上都不能满足所需零件生产的需求。关键是现有的轴承翻边工具其结构不合理,受力时其本身的刚性不足导致夹具内部变形,轴承辊子转动不灵活甚至卡死,进一步导致夹具、轴承和被翻边零件进一步受损,无法保证轴承翻边的技术要求。现工艺中夹具使用不当,轴承轴向施加压力过大,导致翻边工具寿命缩短,出现严重磨损,划伤轴承翻边后的表面,甚至使轴承翻边后的表面出现裂纹,导致强度失效,报废。
滚柱旋压、滚珠旋压工艺已经在成型、收口等机械加工中被广泛应用[1-4],成型理论也常见于各类书籍、刊物。但针对特殊形状的工件,仍需要设计和研发具体的旋压工具。在此,为了适应不同口径、精度较高、口径系列化、收口直径相对较大的收口要求,我们研发设计了一种高效、高精度、系列化的收口工具,用于生产实践中。本文第2节,分析了被加工工件、加工技术要求,并提出工艺设想;第3节,详细阐述了设计过程,对加工件的测试和实验,及应用实例;第4节,给出了总结和讨论。
1 被加工零件分析及技术要求
被加工零件为关节轴承与连杆热压组合后,需将轴承翻边,更加牢固地固定在连杆上。其中,关节轴承与连杆之间采用热压后的过盈配合,已由热压机完成。轴承外环沿圆周开有60°的V形收口槽,其槽深0.8~1.0mm。与轴承配合的连杆上的孔边缘倒有45°角。V形收口槽与连杆上的45°倒角贴合完成挤压收口,与轴承下部设计有一凸45°倒角与基板上的倒角配合,起到限制轴承轴向移动的作用,见图1(b)。完成收口工艺后,轴承将被有效地组装、限制和连接在连杆内,工件组成:关节轴承、连杆如图1(a),翻边收口机械图如图1(b)所示。
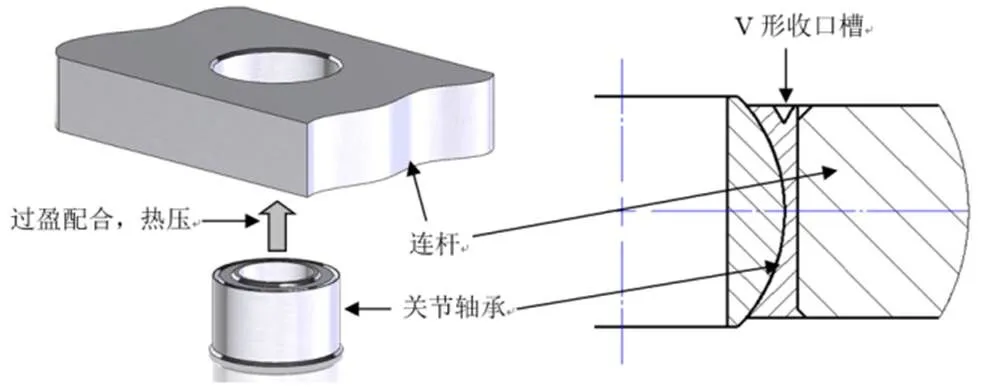
图1 被加工零件示意图
(a)工件组成:关节轴承、连杆;(b)翻边收口机械图
轴承外环材料为0Cr17Ni4Cu4Nb,硬度在HRC28-34之间。关节轴承翻边是安排在零件表面经整体喷丸后进行,不允许碰划伤机体和轴承。其具体技术指标为:翻边收口后轴承与机体的贴合间隙在不小于60%的圆周内,不大于0.127mm;关节轴承翻边长度≥0.254mm;关节轴承在不小于5000 Lbs的轴向力的作用下,轴向位移不大于0.0254mm;在规定载荷下,翻边后的关节轴承还能通过不小于近10吨的破坏性轴向载荷试验;在进行扭矩测试,翻边后的轴承能在扭矩不大于60IN-LBS下,转动灵活。
经过分析研究,我们认为可采用滚柱旋压工艺对轴承进行收口。图2给出了整套工具的构成,包括承压底座、底座限位柱、上座限位器组合、滚柱底盘、滚柱、旋压连接器等部件组成。底座用于承接旋压时的压力,底座限位柱用于保证工件的位置;上座限位器组合除了用于避免工件位移外,兼有固定滚柱底盘的作用;旋压通过滚柱来实现,旋压连接器用于连接机床。
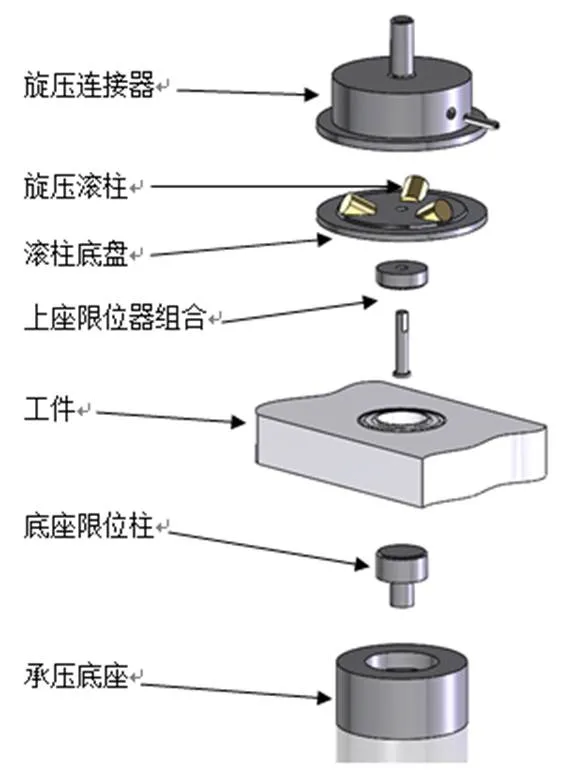
图2 旋压收口工具整体结构示意图
2 结构设计及产品检验
设计中,首先考虑到由于直径较大,工作时工件应尽可能平稳,因此被加工零件需要被定位,图2中的底座限位柱将起到主要作用。此限位柱成“T”型,下端柱插入承压底座并具备良好的配合精度,上端柱体在工序过程中插入工件内控制工件的位移,见图3。图2中的底座不仅是主要承接压力的部件,其水平度也会直接影响到收口质量。实例中,针对口径为Φ32的翻边收口尺寸,与底座限位柱配合的中心孔为Φ16,配合要求为H7/r6。
本工艺中收口型面并不复杂,故拟采用尽量少的旋压滚柱和较简单的结构设计,这样不仅能保证质量要求,也便于生产维护及成本。考虑到三点即可控制一个平面,我们设计用三个120°角均布的滚柱来完成收口。滚柱角度的大小应跟据被收口零件的角度而定,实例中收口工具的滚柱顷斜给成25°角。相应的,在旋压连接器上挖出槽孔,用于安置和限定滚柱的位置;滚柱底盘用于托住滚柱,并在相应的位置留出形状合适的槽孔,露出滚柱;上座限制器组合包括一个用于工件定位的限制柱,一个固定的螺栓,及一个卡紧螺栓。限制柱可兼作为滚柱底盘托盘。此组合件三个滚柱被托住并使之运动轨迹沿圆周固定,同时滚柱自身还要转动灵活。滚柱的直径、放置位置跟据被加工零件的V型槽的直径大小而定。这样上下一体的设计,可以使收口工具和被加工零件之间没有相对位移而确保加工质量。
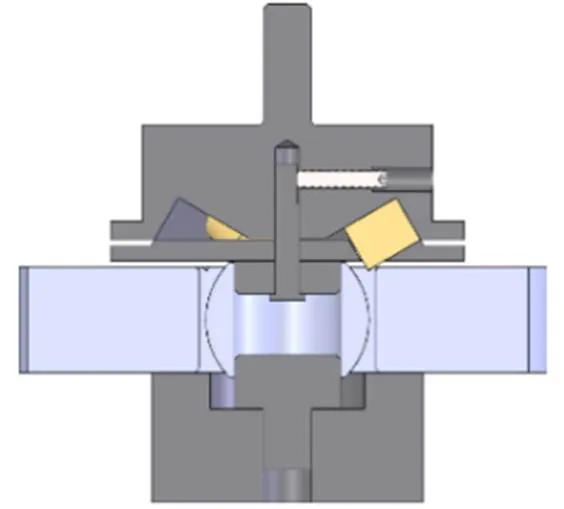
图3 旋压加工到位时位置图
滚柱的设计非常重要,其材料硬度要小于工件的硬度以保证工件本身不受损伤,也要考虑硬度不能太小。如果其硬度过低,除了增加生产维护成本外,还达不到理想的收口效果。滚柱直径的大小需要与咬入角的设计相配合,经过多次计算和实践,实例中滚柱尺寸选择为Φ18mm,材料为黄铜。
承压底座作为工件加工中的下限位,而滚柱底盘则可作为工艺过程中的上限位。设计中一定要注意滚柱的大小,使工件旋压到位与之可以相对应。旋压过程中,底座部件及其他部件承压,需要一定的强度,故选择使用的材料与之匹配。
旋压连接器为机床夹持件,工作时控制一定的旋转速度(80~100 rpm),同时向下有行程分次进行旋压(0.2、0.4、0.6 mm)。滚柱接触零件向下施力,完成零件的收口。
对加工完成后的工件,按照技术指标要求进行了多项检测和实验:
1)外观检查:目视V型槽,内表面没有旋压工具划伤、损害痕迹。被挤压的沟槽外表面没有过渡挤压的情况(如裂纹,划痕等缺陷),旋压后的轴承沟槽外表面粗糙度不大于6.3;
2)尺寸检查:用卡尺测量,轴承翻边尺寸大于0.254 mm。用塞尺检测轴承与基体表面的贴合间隙:在不大于60%的圆周方向,贴合间隙不大于0.127 mm;
3)轴承扭矩测试:通过扭矩工装穿过轴承内孔,压紧轴承两端面,限力扳手设定要求的扭矩(小于60IN-LBS)。旋转扭矩扳手,测试轴承扭矩是否符合要求,验证轴承翻边后,轴承能正常灵活工作;
4)轴承轴向载荷测试:记录轴承加载前,平台打表基体端面到轴承端面,圆周上均布四点的高度尺寸。将压力工装安装到压力机床上,然后将装有轴承的零件基体定位安装到压力工装上。设定要求的轴向载荷(大于5000 Lbs),对轴承衬套加载至要求的载荷,保持30秒。取下零件后,再次平台打表基体端面到轴承端面,圆周上均布四点的高度尺寸。计算加载前后两次的数据,数据不大于0.0254mm,即合格。保证轴承翻边后的质量;
5)轴承破坏性测试:将压力工装安装到压力机床上,然后将装有轴承的零件基体定位安装到压力工装上。设定轴承失效时的安全位移2 mm,对轴承衬套加载至轴承失效(即轴承翻边处断裂)。此时的轴向载荷峰值,大于规定的极限载荷(10吨),即合格。保证轴承翻边后的强度极限。
3 结语
使用该轴承翻边工具的具有的优点有:占用设备少,只需一台普通的摇臂钻床,操作简单,加工质量稳定,加工效率高,对零件的结构和形状限制很小,对异形零件的加工优势尤为突出。此旋压工具能够加工关节轴承的直径尺寸大于65mm的吊挂类零件。
生产实践中发现,滚柱的材料选择可以进一步优化,使之可以即满足不损伤工件,又能够最大限度地延长工具的使用寿命。另外,滚柱尺寸、咬入角、旋压速度等条件的优化也需在今后的研发中进一步完善。
[1] 张涛编著, 旋压成型工艺, 化学工业出版社, 2009.
[2] 马振平, 张涛编著, 滚珠旋压成形技术, 冶金工业出版社, 2011.
[3] 赵云豪, 李彦利著, 旋压技术与应用, 机械工业出版社, 2008.
[4] 李茂盛, 康达昌, 张士宏, 颜永年, 滚珠旋压工艺中成形区接触压力的分析计算,《材料科学与工艺》, 2004, 12(2): 125-128,
A New Development of the Roller-Spinning Binding-off Tool
JIN Li*, ZHONG Xu
(Chengdu Engine Group Co., LTD., Chengdu 610503)
In this paper, the detailed description of a new development of the roller-spinning bind-off tool for arthrosis-bearing joint assembly is given. The successful use shows that the new design improved the efficiency, accuracy and quality in fabrication processing, comparing with using general spinning tools before. It presents better applicability and reliability, as well.
binding off tool, roller spinning, arthrosis-bearing assembly.
10.19551/j.cnki.issn1672-9129.2017.02.12
A
1672-9129(2017)02-0059-03
2016-11-26;
2017-01-09。
金莉,女,成都发动机集团有限公司。
E-mail:qwyang585@sina.com
引用:金莉, 钟旭. 一种旋压式收口工具的设计研究[J]. 数码设计, 2017, 6(2): 59-61.
Cite:Jin Li, Zhong Xu.A New Development of the Roller-Spinning Binding-off Tool [J]. Peak Data Science, 2017, 6(2): 59-61.
