锻造操作机钳杆跟随控制研究
2017-05-16冯东晓张营杰杨红娟苏振华
冯东晓 张营杰 杨红娟 苏振华
1、中国重型机械研究院股份公司 2、金属挤压与锻造装备国家重点实验室
锻造操作机钳杆跟随控制研究
冯东晓1,2张营杰1,2杨红娟1,2苏振华1,2
1、中国重型机械研究院股份公司 2、金属挤压与锻造装备国家重点实验室
锻造操作机是锻造油压机的主要配套设备。在锻造过程中,锻造操作机钳杆跟随控制合理与否,将直接影响到锻件的最终质量及锻造效率。本文讨论了锻造操作机钳杆跟随控制方式,针对不同规格锻造操作机及不同的锻压工艺提出了相应的解决方案,并提出了相应的控制框图。
锻造操作机;钳杆跟随控制;控制框图
锻造操作机是锻造油压机的主要配套设备,主要用于配合压机完成各种锻造工艺。在锻造过程中,为了提高锻件质量及锻造效率,对锻造操作机钳杆控制系统有以下要求:(1)在压机加压过程中,钳杆跟随下降;(2)在压机回程过程中,钳杆跟随上升。本文介绍了三种锻造操作机钳杆跟随控制方式,提出了各个控制方式的控制框架图。在此基础上,提出了各个控制方式适合的锻造操作机规格及锻造工艺。
1 锻造操作机钳杆跟随控制介绍
锻造操作机在锻造过程中的钳杆跟随控制主要有三种方式:主动跟随、被动跟随及主动跟随与被动跟随组合控制方式。
1.1 主动跟随控制
主动跟随控制原理如图1所示。在锻造过程中,主动跟随的控制过程如下:(1)压机加压时,锻造操作机通过打开比例方向阀1及隔离阀2主动下降。钳杆下降速度由比例方向阀开口度控制,该过程要求操作机跟随下降速度为压机加压速度的一半。(2)压机回程时,操作机通过打开比例方向阀1及隔离阀2跟随压机主动上升,该过程要求操作机上升速度小于等于压机回程速度,上升高度高于上次加压时加压高度的一半。
1.2 被动跟随控制
被动跟随控制原理如图2所示。在锻造过程中,被动跟随的控制过程如下:(1)压机加压时,操作机跟随压机被动下降。钳杆平升降油缸油液排入蓄能器3;(2)压机回程时,钳杆通过蓄能器跟随上升。

图1 主动跟随控制原理图

图2 被动跟随控制原理图

图3 主动被动跟随组合控制原理图
1.3 主动被动跟随组合控制
主动被动跟随结合控制原理如图3所示。在锻造过程中,主动被动跟随组合控制过程如下:(1)对于小压下量的精整工艺:蓄能器隔离阀4打开,压机加压时,钳杆平升降缸排油到蓄能器3。压机回程时,通过蓄能器实现钳杆跟随上升;(2)对于大压下量的其他锻造工艺:压机加压时,安全平衡阀5电磁铁得电,钳杆平升降缸通过平衡阀排油。压机回程时,操作机通过打开比例方向阀1及隔离阀2跟随压机主动上升,该过程要求操作机钳杆上升速度小于等于压机回程速度,上升高度高于上次加压时加压高度的一半。
1.4 三种跟随控制方式比较
三种跟随控制方式有各自的优缺点:(1)被动跟随控制过程简单易于实现,但在压机加压过程中操作机钳杆要被动受力;(2)主动跟随控制操作机钳杆不被动受力,其缺点在于控制过程复杂,操作机主动运动速度要与压机速度匹配。且主动跟随控制在压机加压过程中,操作机钳杆平升降缸要主动泄压排油,在压机回程过程中,操作机跟随上升启动反应慢;(3)主动被动结合的控制方式综合了两种控制方式的优点,保证了整个锻造过程高效且操作机钳杆受力合理。
2 控制框图
操作机跟随控制,主要通过采集压机位移传感器的信息、压机供液泵开启数量及锻造工艺信息,将相应的信息反馈给操作机。根据信息反馈选择相应的控制方式、操作机的速度及相应行程高度。由于被动跟随控制方式简单,不需要程序做任何判断,本文不再介绍被动跟随控制。
2.1 主动跟随控制
主动跟随控制框图如图4所示。为防止未夹持锻件或夹持锻件未放在砧子上时,操作机误动作,在压机加压时操作机主动跟随需要满足三个条件:(1)主缸压力≥1.5MPa;(2)压机上下砧距离≥100mm;(3)压机不在镦粗工况。压机主缸压力通过主缸压力传感器检测,压机上下砧开口距离通过主机位移传感器检测,压机是否在镦粗工况通过工作台面上的旋钮检测。在跟随过程中,要求操作机下降速度为主机加压速度的一半,主机加压速度由上压主泵数量来确定。上压主泵数量通过电机是否带电及泵头阀是否带电来检测,需共同满足两个条件才表明主泵上压。
如图4所示,主动跟随的触发条件可分为压机手动加压和自动加压两种情况,在压机手动加压时,操作机仅主动跟随下降,回程过程手动控制。在压机自动加压时,操作机主动跟随下降。在压机回程时,操作机主动跟随回程,回程高度要大于上次加压高度的一半。上次加压高度通过程序调用上次设定数值。
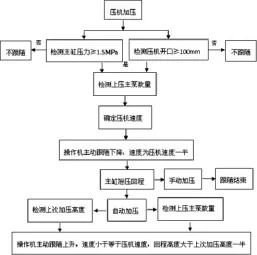
图4 主动跟随控制框图
2.2 主动被动跟随组合控制
主动被动跟随控制组合控制方式,首先要根据压机的锻造工艺设置选择被动跟随控制及主动跟随控制。对于主动跟随控制,其控制方式与2.1所述控制方式相同。对于被动跟随控制,仅需打开蓄能器隔离阀即可。
3 应用情况
中国重型机械研究院成套供货了50余台10~3000kN的大型锻造操作机。其中200kN以下操作机平升降系统采用蓄能器被动跟随控制方式,该种控制方式在锻造过程中反应灵敏,锻造频次高,配合压机实现快速锻造。200~1000kN锻造操作机平升降系统采用主动跟随与被动跟随相结合的方式,该种控制方式既能满足小压下量时快速锻造的要求,同时在大压下量时可以通过主动跟随来保证钳杆机构不被动受力。1000kN以上锻造操作机通常配合80MN以上大型锻造压机来实现锻造。大型锻造压机在快速性与平稳性两项中更倾向于锻造过程的平稳性,要求锻造操作机随动过程平稳,对快速性没有要求,采用主动跟随控制。
从多年现场使用情况来看,以上平升降随动系统使用效果良好,故障率低,满足用户不同锻造工艺的要求。
4 结论与展望
本文讨论了锻造过程中,操作机钳杆的跟随控制方式。根据锻造操作机的规格以及不同的锻造工艺,提出了相应的跟随控制解决方案:(1)对于大型锻造操作机,采用主动跟随的控制方式;(2)对于小型锻造操作机,采用蓄能器被动跟随控制;(3)对于中型操作机在锻件精整工艺时采用蓄能器被动跟随控制,在其他大压下量锻造工艺时主动跟随控制。在本文跟随控制的基础上,可以进一步加入操作机的旋转、行走动作进而实现操作机与压机的联动。
[1]郑江.锻造操作机电液比例位置控制系统研究[D].华中科技大学,2003.
[2]徐明昊.600kN/1500kNm锻造操作机控制系统研究[D].华中科技大学,2011.
[3]刘治字.锻造操作机夹钳升降液压系统建模与仿真[D].东北大学,2008.
[4]许勇.重载夹持装置液压同步驱动系统的建模及内模控制研究[D].中南大学,2009.
[5]俞新陆.液压机的设计与应用[M].北京:机械工业出版社, 2006.
[6]范凡,王皓,赵勇.自由锻造操作机冗余驱动系统的驱动力分配与协调[J].机械设计,2009,26(9):26~30.
[7]侯交义.锻造操作机主运动机构电液比例控制系统研究[D].浙江大学,2012.
[8]傅新,徐明,王伟,邹俊,杨华勇.锻造操作机液压系统设计与仿真[J].机械工程学报,2010.46(11).49~54.
[9]王飞宇.重载锻造操作机设计机理及动态特性研究[D].重庆大学,2012.
[10]王琪.重载锻造操作机夹钳旋转双齿轮并联传动系统负载均衡分析与控制[D].中南大学,2011.
[11]范苗苗,范玉顺,黄双喜.面向锻造操作机系统的设计与仿真支撑平台[J].机械工程学报,2010.46(11):76~82.
[12]赵凯,王皓,陈关龙,林忠钦,何永波.自由锻造操作机顺应过程分析[J].机械工程学报,2010.46(4).27~34.
[13]贾晓辉,田延岭,张大卫.基于虚功原理的3-RRPR柔性精密定位工作台动力学分析[J].机械工程学报,2011,47(1):68~74.
[14]权凌霄.基于管路效应的皮囊式蓄能器数学模型与实验研究[D].燕山大学,2005.
[15]赵勇,林忠钦,王皓.重载锻造操作机的操作性能分析[J].机械工程学报,2010,46(11):69~75.
课题号:2010ZX04013021。
课题名称:国家重大专项“3000KN/7500KNm大型锻造操作机。
