刀尖圆弧半径补偿在数控车的应用
2017-05-16谢智辉
谢智辉

摘 要:数控车削中使用刀具工作部分的刀尖切削点并不能保证与零件实际轮廓形状重合,而产生的轮廓形状精度等达不到要求。为满足零件各个要素的精度符合要求,在本文中对数控车削加工时如何确定刀尖圆弧半径补偿在数控车的应用能有效保证零件台阶轴、圆锥面、圆弧面和非圆曲面的加工精度方法进行了解析。
关键词:刀尖半径补偿;刀尖圆弧;数控车编程;形状精度
中图分类号:TG659 文献标识码:A 文章编号:1671-2064(2017)04-0061-02
数控车床具有高效率、高精度、高柔性的加工特点,在编制数控车床加工程序时,理论上是把车刀看成一个点。在加工过程,由于刀具的刀尖会损耗和需要精加工的要求,会把刀具的刀尖刃磨成圆弧形状,使用时刀具刀尖的刀位中心是圆弧圆心,为了使加工零件的形状轮廓的精度达到要求,不能让刀尖圆弧的圆心与零件的形状轮廓相重叠,应该在工作时使刀尖圆弧与工件形状轮廓偏移刀具刀尖圆弧的半径。圆弧形车刀的刀刃半径偏置也与其相同。本文分析刀具刀尖圆弧的大小对工件形状轮廓精度的影响和刀尖圆弧补偿的使用方法。
1 理想刀尖与实际刀尖圆弧半径加工分析
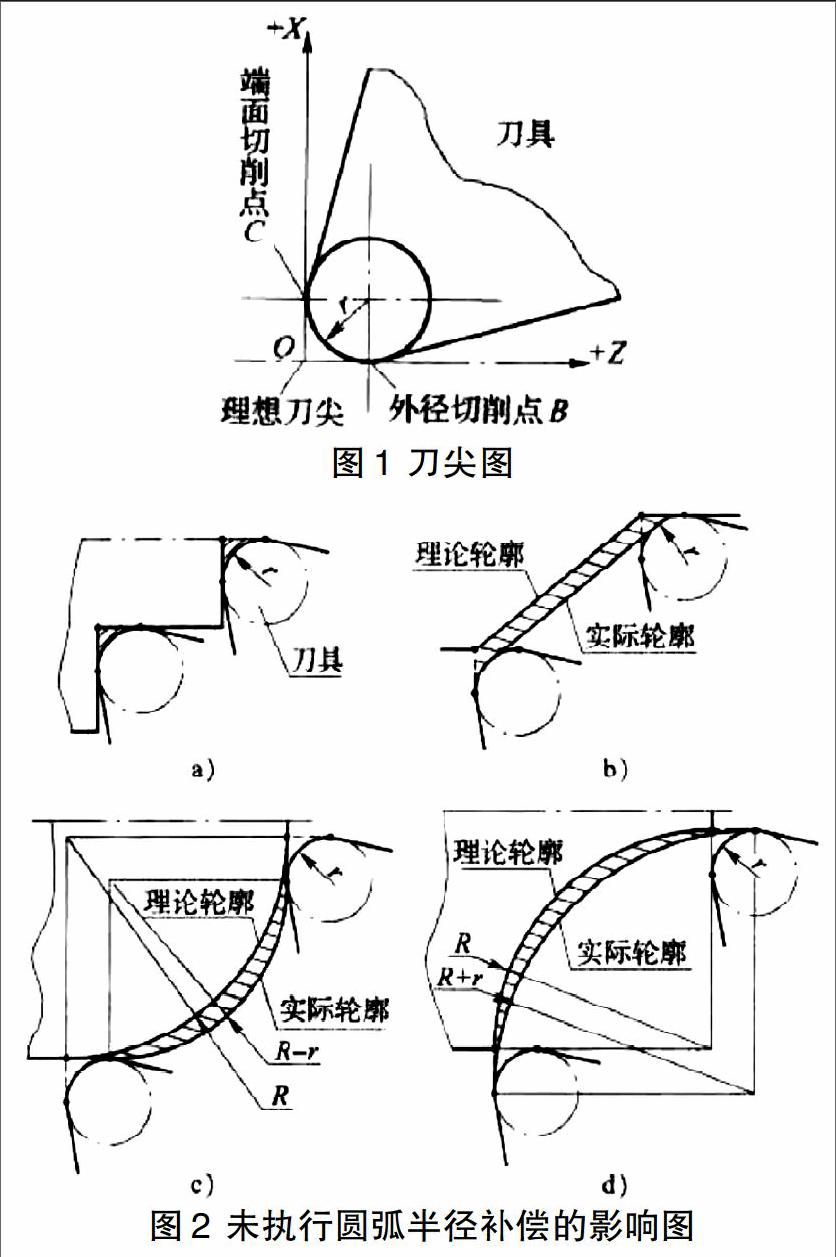
在数控车床对刀是按刀尖对刀,我们将尖形车刀的刀位点假想成一个点,该点即为理想刀尖O如图1所示。编程时是按理想刀具刀尖所走的路线进行编程,也是理想刀具刀尖O如图1所示和形状轮廓点重合,在生产工作中的刀具刀尖,因加工过程的工艺和其他因素,刀具刀尖并不是最合理的点,最合理的是刀具刀尖圆弧BC圆弧如图1所示的。刀尖圆弧半径是车刀刀尖圆弧所构成的圆半径r如图1所示。所有车刀均有大小不等或近似的刀尖圆弧,理想刀尖是不存在的。
2 未执行圆弧半径补偿的影响
使用刀具刀尖具有圆弧的车刀工作时,车刀圆弧如图1所示的对刀点别为B点和C点,理想刀尖点是O点,在工作加工零件过程中的形状及尺寸的不断变化,车刀刀尖圆弧的工作点也会变化,则在工作中会产生欠切或过切对加工形状轮廓造成影响。所以,用刀具刀尖是圆弧刃的刀具没有执行圆弧补偿的工作下,工作中会产生如图2所示的几种影响。
(1)车削台阶轴时,影响产生在台阶的清角和工件端面中心,如图2a所示。
(2)车削圆锥时,对锥度没影响,对锥面的小端和大端的整体尺寸变大,如图2b所示。
(3)加工内外圆弧面时,同样会对加工的圆弧表面的圆度与圆弧的半径影响较大。加工凸圆弧,会少车削,如图2c所示。加工凹圆弧,会多车削,如图2d所示。
3 刀尖圆角半径补偿方法
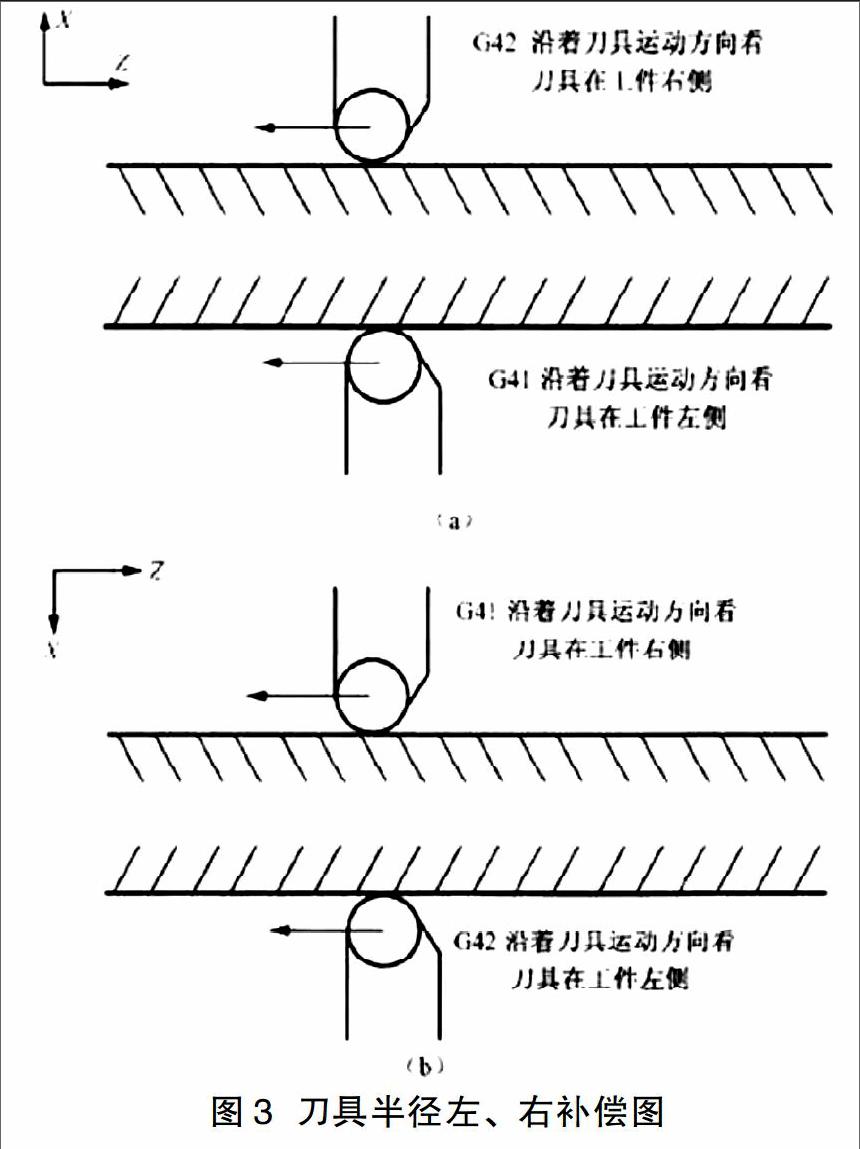
在数控车床中刀具刀尖半径补偿指令有G41、G42、G40代码;补偿号是用T代码指定。在第三轴指向上,从刀具进给的方向看,刀具在工件的左边时为左补偿,用补偿指令G41表示。如图3所示。在第三轴指向上,从刀具进给的方向看,刀具在工件的右边时为右补偿,用补偿指令G42表示。如图3所示。刀具半径补偿取消用指令G40,即使用该指令后,使G41、G42指令无效。
(1)编程指令格式:G41 G01 /G00 X_ Y_ F_; (左补偿)
G42 G01 /G00 X_ Y_ F_; (右补偿)
G40 G01/G00 X_ Y_; (取消补偿)
(2)圆弧车刀切削方位的确定。在实际加工中,加工工件的进给方向和所采用的刀具形状不一样,数控车床上使用的刀尖圆弧半径补偿量和补偿方向也是不相同。根据上述的特点,车刀所使用的刀具切削有9种方位,如图4所示。
在数控车床上对刀,9号刀具是切削沿外,其它是将尖型车刀的刀位點假设成一个对刀点,对刀时在刀具偏置设置对刀点(图4中的A点),通过计算得出的坐标值。
刀尖圆弧半径补偿G41/G42的指令后不带补偿号。该补偿号(代表所用刀具对应的刀尖半径补偿值)由T代码指定,其刀尖半径补偿号与刀具偏置补偿号对应。常用车刀的刀位置号如图4所示。
(3)刀尖圆弧半径补偿过程。刀尖圆弧半径补偿的过程分为三步:即补偿的建立、补偿的进行和补偿的取消。其补偿过程通过图5采用刀具半径补偿指令在数控车编程加工,用程序O0001表述。
AB-补偿建立 BCDE-补偿进行 EF-补偿取消
图5所示补偿过程的加工程序如下:
O0001
N10 G98 G40 G21 ; (程序初始化)
N20 T0101; (转1号刀,执行1号刀补)
N30 M03 S1000; (主轴按1000r/min正转)
N40 G00 XO Z10.0; (快速点定位)
N50 G42 G01 X0.0 Z0.0 F100; (运行半径补偿)
N60 X40.0; (半径补偿进行)
N70 Z—18.0; (半径补偿进行)
N80 X80.0; (半径补偿进行)
N90 G40 G00 X85.0 Z10.0; (取消半径补偿)
N100 G28 U0 W0; (返回参考点)
N110 M30; (程序运行结束并复位)
(4)注意事项。
1)只能在G00或G01移动指令程序模式下有效的进行补偿和取消。不能是G02 或 G03指令。
2)G41、G42不带参数,其补偿号(代表所用刀具对应的刀尖半径补偿值)由T指令指定。
3)要使用切线或法线切入建立或取消刀具补偿。
4)注意在后刀架和前刀架使用刀尖圆弧半径补偿和方位的区分。
参考文献
[1]沈建峰.数控加工工艺编程与操作:FANUC系统分册[M].北京:中国劳动社会保障出版社,2008.
[2]谢晓红.数控车削编程与加工技术-2版[M].北京:电子工业出版社,2008(7).
