CPR1000核岛用不锈钢焊丝熔敷金属化学成分与焊接电流的关系
2017-05-10胡辉
胡辉
(中国能源建设集团广东火电工程有限公司,广东广州510700)
CPR1000核岛用不锈钢焊丝熔敷金属化学成分与焊接电流的关系
胡辉
(中国能源建设集团广东火电工程有限公司,广东广州510700)
对焊接电流分区,采用钨极氩弧焊(TIG)方法制作熔敷金属堆焊试件,使用标定合格的设备对焊丝熔敷金属进行化学成分分析。通过对比分析试验值,证实焊接电流未对不锈钢焊丝熔敷金属化学成分产生实质影响,熔敷金属化学成分是焊丝固有的性质,主要由制造工艺决定。结果为焊接工艺试验的研究及标准的制定提供了方向。
熔敷金属;δ铁素体;化学成分;焊接电流;焊接工艺评定
0 前言
焊接材料在焊接过程中会产生一系列的化学冶金变化,合金元素会有所烧损。焊缝金属通常由焊缝边缘熔化的母材金属和熔化的填充金属(焊丝或焊条金属)混合而成。完全由填充金属熔敷而成的焊缝金属为熔敷金属,未受母材金属的稀释。因此焊丝受到冶金反应的作用有所烧损,焊丝熔敷金属的化学成分就会不同于焊丝[1]。焊丝在焊接冶金过程中,焊缝金属的化学成分会因母材成分的不同而有所不同。然而,无论元素的烧损程度如何,在焊接材料验收时,焊材熔敷金属的化学成分必须在焊丝要求的成分之内。
为研究焊接材料熔敷金属化学成分与焊接电流的关系,初步分析焊丝主要合金元素的烧损,通过熔敷金属堆焊试验与熔敷金属化学成分分析试验确定两者的关系,为焊接工艺的研究提供试验依据。
1 核电用不锈钢焊丝
以成熟机组CPR1000+(ACPR1000)压水堆核电厂为例,核岛安装工程使用的不锈钢焊丝如表1所示。
在核电厂核岛工程应用最为广泛的是瑞典伊萨ER316L焊丝,根据RCC-M2000+2002补遗标准要求进行采购和验收,化学成分如表2所示。

表1 核电安装工程使用的不锈钢焊丝

表2 ER316L(OK TigrodN 316L)化学成分[1]%
2 不锈钢焊丝熔敷金属堆焊试验
2.1 试验背景
在我国批量化建设的CPR1000系列的核电站中,标准《压水堆核岛机械设备设计和建造规则》(RCC-M2000+2002补遗)经过多年在核电厂建设中的应用,已经相当成熟。然而对于标准中焊接工艺评定要求进行熔敷金属化学分析规定的实际意义,仍有待进一步研究。RCC-M系列标准S篇中,在对接焊接工艺评定章节中规定了需进行熔敷金属的化学分析,而在焊接工艺评定中使用的焊材已经过现场验收合格,在验收期间就已对焊接材料及熔敷金属进行了化学分析。在CPR1000系列核电站,使用的对接焊接工艺评定有150项左右,仅在化学分析这项试验上就进行了大量的重复工作,既增加了试验周期又提高了试验成本。
焊材验收和焊接工艺评定中,熔敷金属的化学成分分析都要求在未经母材稀释的区域进行,即不考虑母材稀释的影响。对于熔敷金属化学成分而言,在焊接工艺评定中最关键的影响因素是焊接线能量或称为热输入量。
根据焊接线能量公式E=UI/v,焊接工艺评定焊接电压U不变,考虑焊接速度v恒定,焊接电流成为关键因素。电流对其有何种程度的影响,按下述试验方案进行研究。
2.2 试验方案
为分析电流对焊丝熔敷金属化学成分的影响,按表3中的工艺参数将电流划分为A、B、C、D四个区间,其中A区间取2个电流值,其余区间取3个电流值,在板上进行堆焊,共计堆焊11个试样。为尽量减少客观因素的影响,应控制这些因素:同一焊接操作工、同一焊机、同一工作环境、控制堆焊的层间温度、相同监督人员。
为避免母材对熔敷金属稀释的影响,应至少堆焊3层,堆焊层厚度6~10 mm,堆焊示意见图1,堆焊母材选用与焊丝同类的材料,牌号为Z2CN1810。
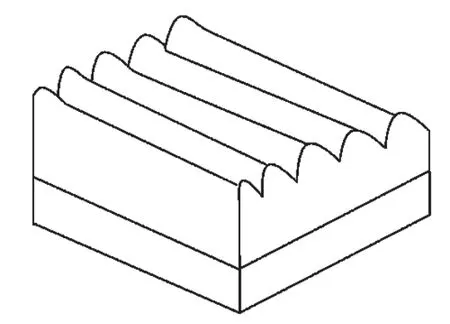
图1 堆焊示意
在进行化学分析时,应先去掉堆焊层表面氧化层,使用不锈钢专用砂轮片进行打磨处理,避免铁素体污染堆焊层。堆焊前对试样进行编号,严格按表3参数进行焊接控制。
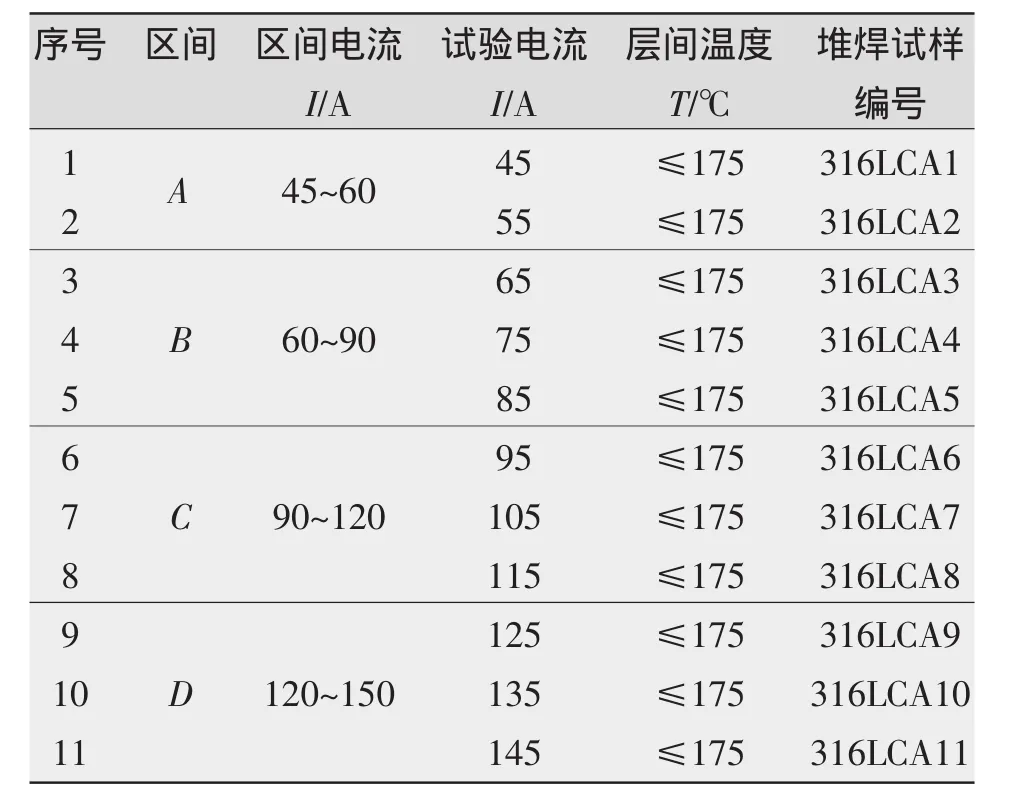
表3 ER316L OK TigrodN 316LΦ1.6堆焊试验参数
3 熔敷金属化学成分分析试验
采用光谱分析法测定11个试样的化学成分,设备为直读光谱仪,型号DF-100E,测量结果可精确到小数点后三位。为确保测量结果的准确性,测量前直读光谱仪经计量单位检定合格,且在标准试样上进行了元素测定对比分析。
3.1 元素测定结果
分别对11个试样进行要求元素测定,测定结果如表4所示。
3.2 结果分析
对比表4的试验值与表1标准要求值,试验结果均满足焊接材料元素的标准值。各区间焊接电流堆焊的试样元素的测量结果差别非常微小,部分元素的测量值甚至没有变化,在测量误差允许范围内。
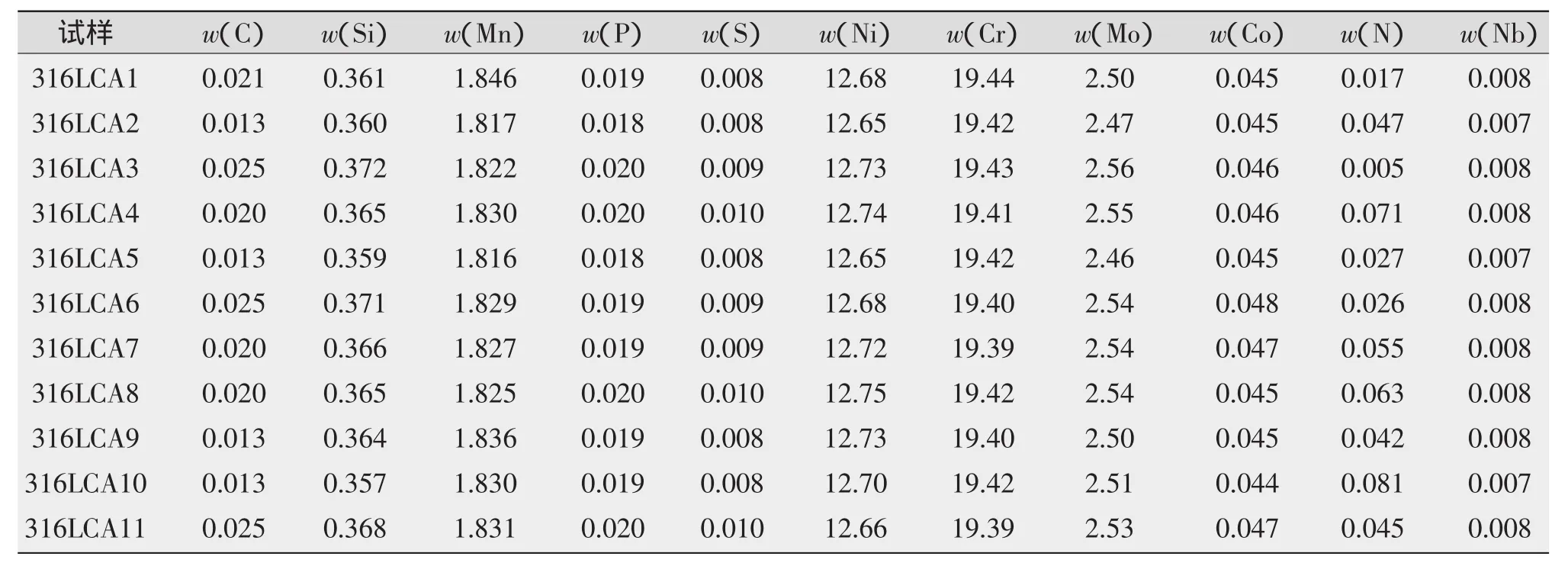
表4 OK TigrodN熔敷金属成分试验值%
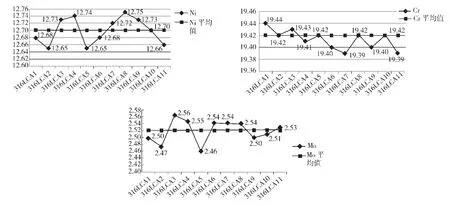
图2 Cr、Ni、Mo元素分布
主要合金元素Cr、Ni、Mo的分布如图2所示,使用不同电流堆焊的11个试样的熔敷金属差值都在0.12%以内,且差异都是不规则分布。
4 结论
在保证熔敷金属未被稀释的前提下,元素虽然会有一定的烧损,但焊接电流大小未对焊丝熔敷金属的化学成分产生实质影响,即焊丝的熔敷金属化学成分是焊丝自身固有的性质,主要由其制造工艺决定,与焊接电流无直接关系。
因此,在RCC-M2000+2002补遗S篇中,若单纯从验证使用的焊接材料看,焊接工艺评定进行熔敷金属化学分析试验并无重要的实际意义。同时参考ASME锅炉及压力容器规范第Ⅸ卷、DL/868-2004、DL/1117-2009等标准的规定,均未要求对熔敷金属进行化学成分分析,这也说明不同的标准对此的要求不一致。但从对焊接工艺实施的角度而言,取消熔敷金属化学成分分析有以下益处:
(1)简化工艺流程,提高实施效率。一项工艺评定检验的化学元素一般为8~12个,如果按照GB/ T20123、GB/T223进行化学分析试验,试验周期一般为3~4天,如果遇到一些特殊元素,如Ta、Nb,检测需要的时间可能更长。若采用直读光谱仪进行测定,一般周期需约2天,且部分元素受直读光谱仪的限制而无法检测。因此,取消此项试验可加快试验实施流程,提高效率。
(2)节约成本。8~12个元素的检测费平均按1 200元计算,150项工艺评定可节省18万元。
(3)为我国标准制定研究提供了方向。我国核岛焊接标准是以RCC-M系列标准为基础进行的编制,如NB/T 20002.3-2013,其中仍有熔敷金属化学分析的要求。
[1]陈伯蠡.金属焊接性基础[M].北京:机械工业出版社,1982.
[2]RCC-M 2000+2002补遗,压水堆核岛机械设备设计和建造规则[S].
[3]ASME,锅炉及压力容器规范第Ⅸ卷[S].
[4]DL/1117,核电厂常规岛焊接工艺评定规程[S].
[5]DL/868,火力发电厂焊接攻讦工艺评定技术规程[S].
[6]NB/T 20002.3-2013,压水堆核岛机械设备焊接规范第3部分:焊接工艺评定[S].
Page 50短路过渡频率为200~250次/s,MIG焊射滴过渡频率为100~200次/s,射流过渡最大频率为500次/s[3]。因此本系统USB存储的采集频率完全能够满足分析熔滴过渡所需的频率要求,有助于焊接技术人员精细化分析和评估焊接质量。
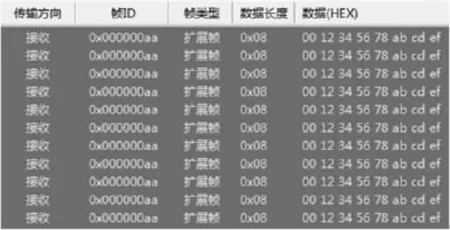
图8 上位机接收的CAN报文
5 结论
以CAN总线为通信平台,结合嵌入式USB存储技术,设计了以STM32为核心的焊接参数采集和传输系统,其中CAN总线用于低频的焊接数据传输,USB存储则用于本地高速的焊接数据采集。测试结果表明,该系统既能满足一般的焊接生产监控与管理要求,又能以较低成本实现重要工位焊接质量分析,在焊接生产监控领域具有良好的应用前景。
参考文献:
[1]张佳瑞.基于单片机的数据采集和无线数据传输系统设计[D].成都:西南交通大学,2013.
[2]严栋,韩二阳,郑博,等.焊接生产监控中的通信技术[J].电焊机,2015,45(4):17-20.
[3]杨春利,林三宝.电弧焊基础[M].哈尔滨:哈尔滨工业大学出版社,2010.
The relationship between chemical composition of deposited metal of stainless steel wire for CPR1000 nuclear island and welding current
HU Hui
(Guangdong Power Engineering Corporation Limited of China Energy Engineering Group Co.,Ltd.,Guangzhou 510700,China)
Partitioning the welding current to make the deposited metal overlaying test specimen by argon tungsten-arc welding(TIG),analyze the deposited metal composition by the calibrated and qualified equipment.By making the comparative analysis of the test result,verify that the welding current can't make substantial changes of the deposited metal composition,the chemical composition of deposited metal is the inherent property of the welding wire,which is mainly determined by its manufacturing process.The results of this study provide a direction for the research of welding process test and the establishment of standards.
deposited metal;δ ferrite;chemical composition;welding current;welding procedure qualification
TG406
A
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
献
郭吉昌,朱志明,闫国瑞,等.基于UG的弧焊机器人离线编程系统开发[J].电焊机,2017,47(01):1-6.
2016-10-17
胡 辉(1985—),男,湖北人,工程师,学士,主要从事核电焊接技术的管理工作。
