转向架用钢激光-MAG复合焊角焊缝
2017-05-10卢衍祥张作仁巩全军
于 龙,卢衍祥,张作仁,巩全军
(中车青岛四方机车车辆股份有限公司,山东 青岛 266111)
转向架用钢激光-MAG复合焊角焊缝
于 龙,卢衍祥,张作仁,巩全军
(中车青岛四方机车车辆股份有限公司,山东 青岛 266111)
高速列车耐候钢转向架焊接中,有大量角接形式的焊接接头。作为列车的主要承载部件,转向架的焊接要求完全焊透。采用传统MAG焊和激光-MAG复合焊对12mm板厚的SMA490BW耐候钢进行焊接试验,并观察测试两种方法获得的接头宏观形貌、微观组织和力学性能。结果表明,激光-MAG复合焊接接头组织和力学性能均优于MAG焊接接头,因而在转向架焊接中可替代MAG焊接工艺。
转向架;角接接头;激光-MAG复合焊;接头组织;力学性能
0 前言
近年来,我国铁路运输业发展迅速,转向架作为车辆的行走部分,其作用是承受车体在运行过程中的载荷,保证列车在较高运行速度下的安全性和平稳性,是列车非常关键的部件。随着列车运行速度的不断提高,其承受的载荷以及运行的环境条件越来越复杂,这对转向架的性能提出了更高的要求[1]。
转向架的基本焊接接头为T型接头,焊接方法为MAG焊。这种焊接方法会导致接头存在较大的焊接变形,同时可能出现熔合不良等缺陷,引起应力集中,降低接头性能[2-3]。而且角接焊缝与对接焊缝相比,焊接变形大、熔合差的问题更为突出。本研究采用激光-MAG复合焊,利用其热输入量大、能量利用率高、成本低、气孔缺陷少的特点,获得成形良好、接头美观的角接焊缝[4-5],并将其不同区域的显微组织和力学性能与MAG焊进行对比,以期解决上述问题。
1 试验材料和方法
1.1 试验材料
选用12 mm厚的SMA490BW耐候钢,以及直径1.2 mm的CHW-55CNH焊丝。与不锈钢相比,在满足耐大气腐蚀的要求下,耐候钢的成本显著降低。SMA490BW耐候钢是以普通碳素钢为基础,添加了耐大气腐蚀的Cu、P、Cr、Ni等元素,既能满足转向架的力学性能要求,同时具备较好的耐腐蚀性。
1.2 试验方法
激光焊机的YSL-4000光纤激光器和FDH0125激光头如图1所示。
图1 激光焊机
对于12 mm厚的SMA490BW试验钢板的T型接头,MAG焊坡口结构形式为:坡口角度55°,钝边2 mm,间隙0 mm;激光-MAG复合焊坡口结构形式为:坡口角度45°,钝边2mm,间隙0mm,如图2所示。
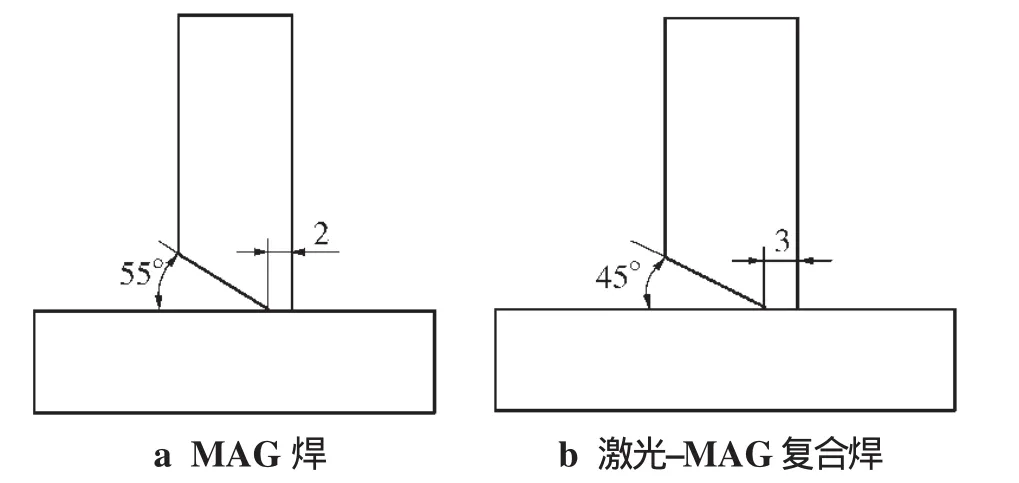
图2 T型接头坡口形式
T型接头焊接的主要问题是根部未熔合。对于12 mm厚钢板的MAG焊接,采用打底、填充、盖面1和盖面2共4层焊缝,背面一道焊缝;激光-MAG复合焊采用背面、打底、填充和盖面4道焊缝。焊接工艺参数如表1所示。
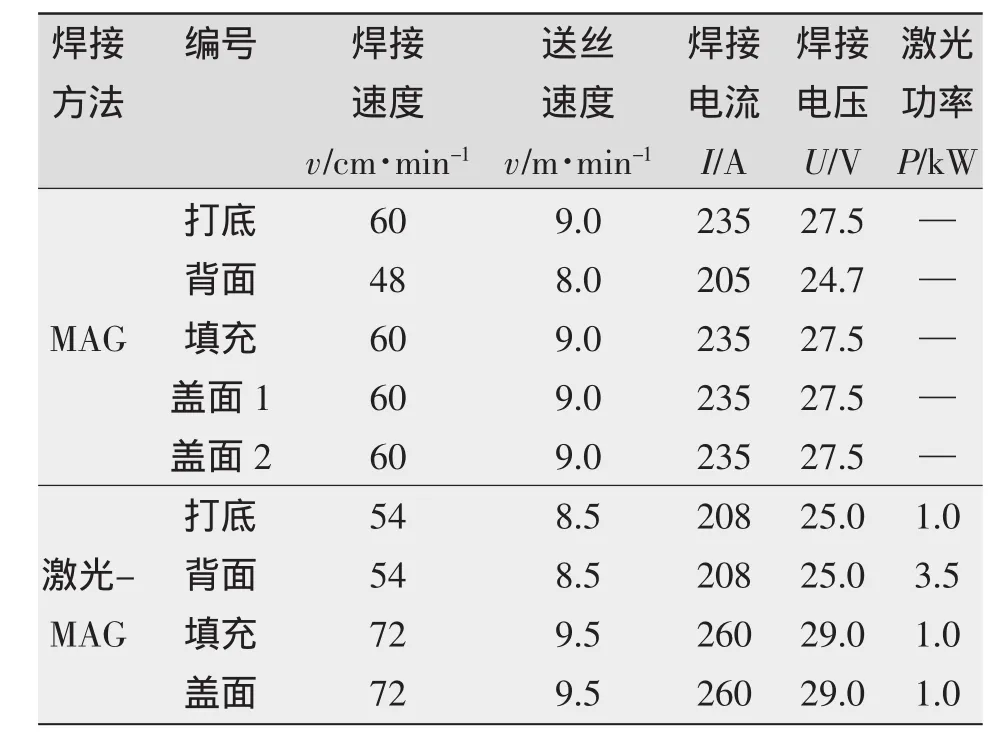
表1 焊接工艺参数
在激光-MAG复合焊中,选定激光前导的方式,光丝间距2~3 mm,离焦量0 mm。焊接完成后,对焊接接头进行金相试验,观察接头的宏观形貌,分析焊缝、热影响区和母材的微观组织。使用维氏硬度HV衡量接头硬度,试验载荷10 kg,加载时间10 s,在母材处的硬度测试点间距为1 mm,靠近热影响区间距0.5 mm取测量点,以保证能较好地反映接头的硬度分布情况。多层焊的焊缝,每一层都进行硬度试验。
2 试验结果和分析
2.1 焊缝成形分析
MAG焊与激光-MAG复合焊接T型接头焊缝形貌如图3所示。两种方法得到的焊缝均整体成形良好,表面鱼鳞纹均匀,无咬边缺陷,但MAG焊表面有少量飞溅,激光-MAG焊基本没有飞溅。经过腐蚀处理的两种焊缝的横截面宏观形貌如图4所示。MAG焊与激光-MAG复合焊得到的T型接头的正面焊缝和背面焊缝均根部焊透,熔合良好,而由于激光与电弧的协同作用,复合焊焊缝的熔深相比MAG焊更大。
2.2 微观组织分析

图3 T型接头焊缝形貌
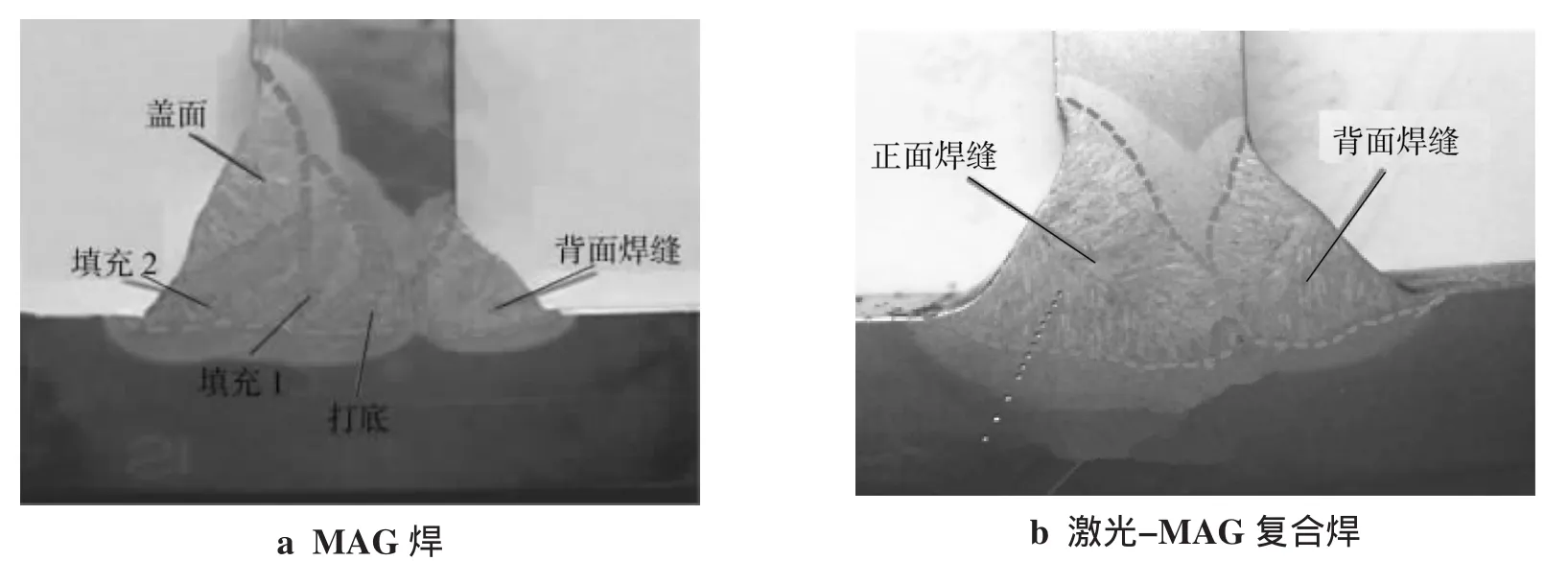
图4 T型接头横截面宏观形貌
在T型接头中取金相试样,观察各区域显微组织。焊缝组织整体形貌如图5所示,T型接头焊缝区、热影响区和母材的组织存在差异。
焊缝区微观组织如图6所示,MAG焊与激光-MAG复合焊显微组织基本相同,先析条状铁素体沿晶界分布,晶内是针状铁素体和珠光体的组织。
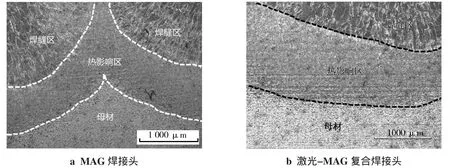
图5 T型接头焊缝组织形貌
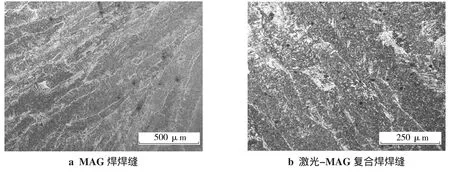
图6 焊缝区微观组织
热影响区微观组织如图7所示。由图7a、7b可知,过热区的受热程度最严重,因此晶粒急剧长大,组织晶粒大小不一,主要为针状铁素体、针状和粒状贝氏体和少量珠光体,而MAG焊与激光-MAG复合焊相比晶粒更加细小;图7c、7d反映在正火区中晶粒经受了加热过程和冷却过程两个阶段,加热过程经历了由铁素体和珠光体到奥氏体的相变重结晶,而冷却过程又经历了由奥氏体到铁素体和珠光体的相变重结晶,组织为均匀分布的铁素体、珠光体,晶粒细小,组织均匀,力学性能优异。图7e、7f为不完全重结晶区,这里一部分晶粒发生重结晶而变得细小均匀,其余部分则与母材保持一致,因此该区域的性能介于正火区与母材之间。
母材微观组织如图8所示。母材组织为铁素体和珠光体,其中白色的组织为铁素体,黑色的为珠光体,组织呈条带状,这是因为母材在轧制过程中晶粒被拉长,因此也被称为带状组织。
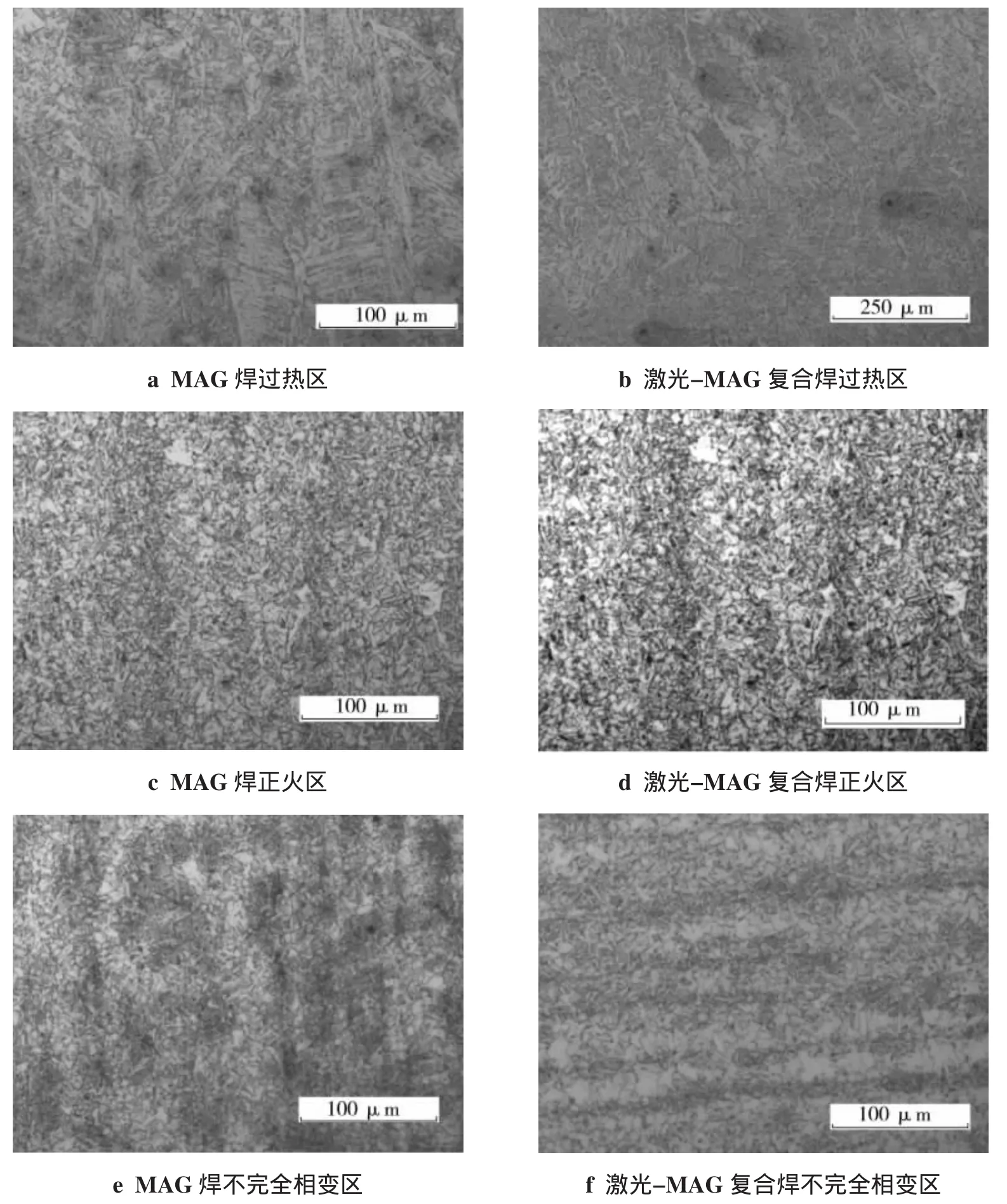
图7 热影响区微观组织
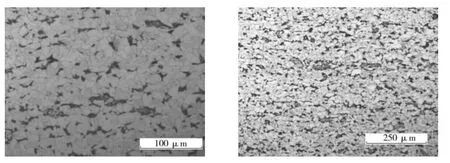
图8 母材微观组织
2.3 硬度分析
对试样进行硬度试验,硬度测试点位置如图9所示,并绘制硬度曲线,如图10所示。由图10可知,两种焊接方法T型接头的硬度分布趋势基本相同,MAG焊由于热输入较大,焊缝及附近硬度变化较为明显,两种焊接方法的最大硬度值均低于标准规定的极限值380 HV。在整个焊接接头中,热影响区中的过热区硬度最高,因为该区域中存在强度、硬度高,塑性、韧性低的贝氏体组织;焊缝区的组织是铁素体和部分珠光体,因此硬度值较高;母材硬度相对较低。在正火区,由于晶粒细小,硬度值稍低于过热区但仍高于母材;在不完全重结晶区,由于组织是部分细小的晶粒和部分粗大的晶粒,因此硬度值介于正火区和母材。在母材侧,由于母材没有发生熔化和相变,因此硬度值低于热影响区和焊缝区。
图9 T型接头硬度测试点位置
3 结论
(1)激光-MAG复合焊与MAG焊均焊缝正面成形较好,表面鱼鳞纹均匀;焊缝背面焊透,成形良好;无咬边缺陷。前者的优势在于熔深较大,且无飞溅,焊缝更为美观。
(2)激光-MAG复合焊焊接接头分为焊缝区、热影响区和母材区,热影响区又分为过热区、正火区和不完全重结晶区。焊缝区的组织为先析条状铁素体沿晶界分布,晶内是针状铁素体和珠光体;过热区的组织为铁素体、贝氏体和珠光体,晶粒较粗大;正火区为细小的铁素体和珠光体;不完全重结晶区部分晶粒发生重结晶变得细小,部分仍与母材一致;母材为带状组织。
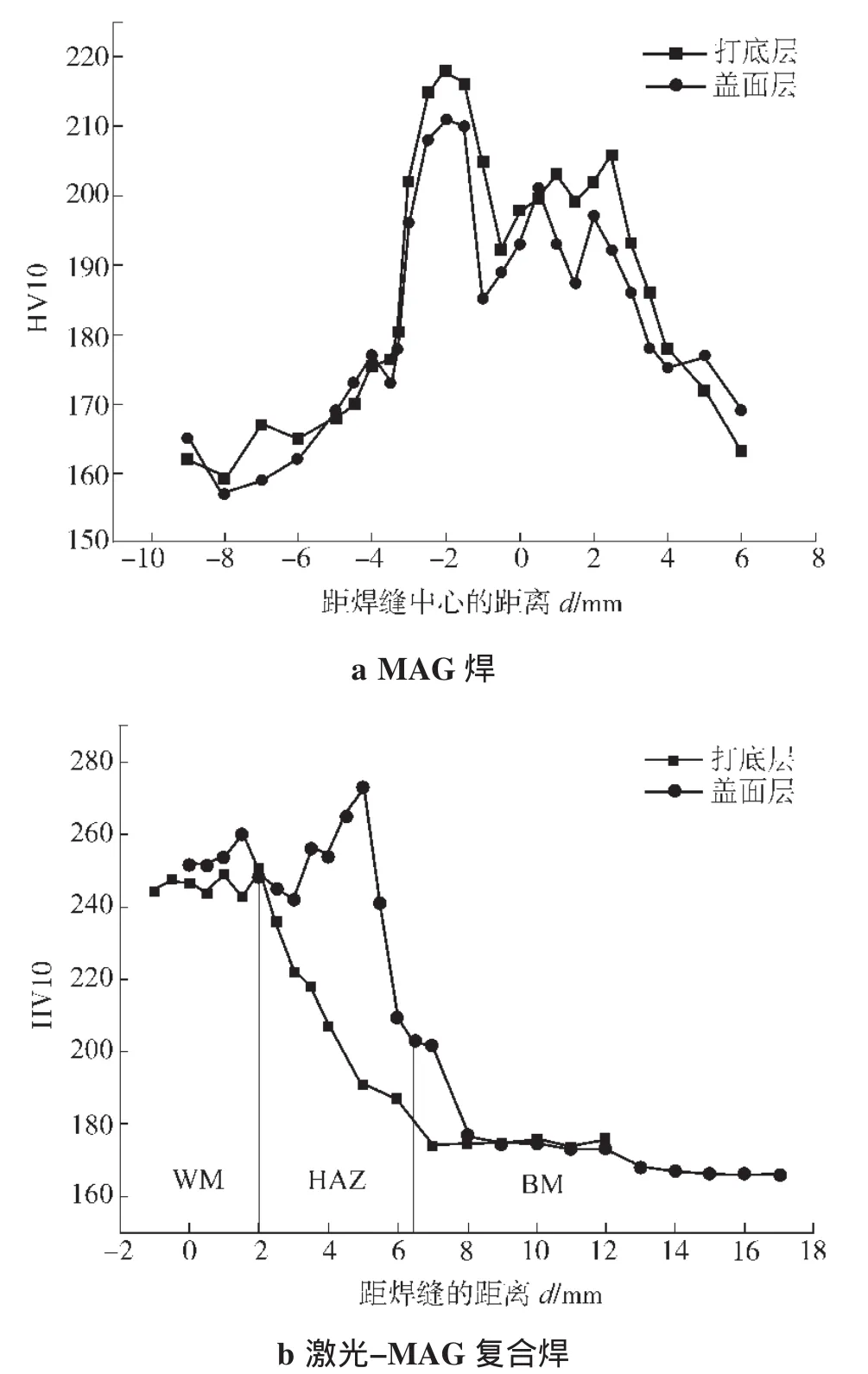
图10 T型接头硬度曲线
(3)从硬度曲线上看,两种焊接方法T型接头的硬度分布趋势基本相同。在整个焊接接头中,过热区硬度最高,其次为焊缝区和正火区,不完全重结晶区域母材区较低。
[1]金光.铁路客车转向架构架材料焊接接头的组织与性能研究[D].辽宁:大连交通大学,2007.
[2]严隽耄.车辆工程[M].北京:中国铁道出版社,1999.
[3]刘焕军.转向架侧梁焊接残余应力与变形的研究[D].四川:西南交通大学,2012.
[4]袁小川.激光-电弧复合焊接技术的研究与应用[J].焊接技术,2010,4(8):5-9.
[5]陈彦宾.现代激光焊接技术[M].北京:科学出版社,2005:147-152.
Research on fillet in laser-MAG hybrid welding of SMA490BW weathering steel for bogie
YU Long,LU Yanxiang,ZHANG Zuoren,GONG Quanjun
(CRRC Qingdao Sifang Co.,Ltd.,Qingdao 266111,China)
There are numerous corner joints in the welding of weathering steel for bogies in express train.As the main bearing parts of a train,a complete penetration is demanded when welding bogie.In this paper,12 mm thickness SMA490BW weathering steel is respectively tested with MAG welding and Laser-MAG hybrid welding to compare the macro-morphology,microstructure and mechanical properties of the corner joints obtained from these two welding methods.The results show that the laser-MAG hybrid welding joints have ideal microstructures and excellent mechanical properties in contrast with MAG welding;therefore,laser-MAG hybrid welding can replace MAG welding for bogie.
bogie;corner joint;laser-MAG hybrid welding;microstructure;mechanical property
TG456.7
A
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
献
郭吉昌,朱志明,闫国瑞,等.基于UG的弧焊机器人离线编程系统开发[J].电焊机,2017,47(01):1-6.
2017-01-20
于 龙(1979—),男,山东青岛人,高级工程师,学士,主要从事动车组车体制造检验策划及质量控制的研究工作。
