铜钢异种材料摩擦堆焊工艺优化
2017-05-10刘玉德石文天
刘玉德,王 硕,石文天,吴 刚,张 浩
(北京工商大学 材料与机械工程学院,北京 100048)
铜钢异种材料摩擦堆焊工艺优化
刘玉德,王 硕,石文天,吴 刚,张 浩
(北京工商大学 材料与机械工程学院,北京 100048)
摩擦焊是最近几年发展较快的新型摩擦焊接技术之一。国内外学者对铁合金之间的焊接方法研究较为深入,但对铁铜异种材料之间焊接的研究尚不多见。通过大量实验,研究旋转速度为800~1200 r/min、焊接速度为20~50 mm/min时焊接接头抗拉强度的变化。结果表明,当旋转速度为1 000 r/min、焊接速度为30min/mm时,铜钢异种材料摩擦堆焊的接头平均抗拉强度是母材强度的89%,并且焊接质量最好。
摩擦堆焊;Q235钢;铜
0 前言
近年来随着新材料的不断发展,材料的连接工艺要求也在不断提高。特别是异种金属在采用传统焊接方法时焊缝质量难以保证,甚至有些组合的异种金属焊接被称为“不可焊”。但是摩擦焊技术却能将这些难焊金属焊接到一起,并且焊缝质量也比较有保障[1-2]。
铜和钢作为两种重要的金属材料,由于其具有不同的性质,在使用传统熔化焊时常会出现热裂纹、焊缝金属脆化、接头未焊透等焊接缺陷[3]。虽然铜和钢的焊接在使用真空电子束焊、扩散焊等方法时所得焊缝质量优异,但是这些焊接方法成本高、效率低、不利于大规模机械化生产[4-6]。所以摩擦焊作为一种成本低、效率高、低能环保的焊接工艺正不断地被人们研究发展。摩擦焊还可以拓展应用到其他行业,特别是在进行摩擦轧制、零件的快速制造、复合材料制备及材料的再生再利用等方面具有巨大潜力[7-8]。
1 实验材料设备和方法
实验材料选用6 mm厚的T2紫铜板材作为基体材料,钢材使用Q235钢,堆焊耗材摩擦钢棒夹持部分的尺寸为φ35 mm、与铜板接触部分的尺寸为φ25 mm,长度30 mm。实验前用丙酮清洗试板和耗材,除去油污,晾干后将工件装夹到工作台上,再进行铜钢异种材料摩擦堆焊工艺实验。实验采用设备型号为FSW-LM-025-2030的二维定梁龙门式摩擦焊机,x轴最大行程为1 000 mm,y轴最大行程为600 mm,z轴最大行程为300 mm。旋转速度800~1 200 r/min,焊接速度20~50 mm/min,耗材垂直于板材,下压量为0.1 mm,摩擦焊接过程示意如图1所示。
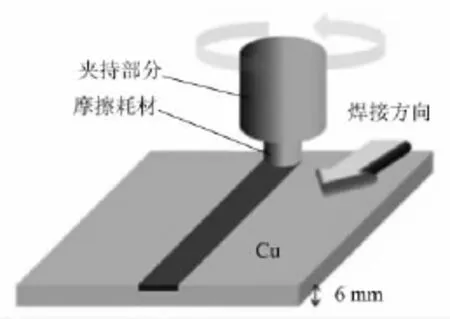
图1 摩擦焊示意图
对外观成形良好的焊缝,将其切割后分析,切割前需合理规划堆焊层拉伸试样的切割位置和断面试样的切割位置。垂直于焊接方向切割试样,制取断面试样,经细磨、抛光后进行扫描电镜和硬度分析。水平于试板方向切割,深度为试板上表面以下2mm,将部分铜板和Q235焊敷层全部切割下来,再将切割下来的部分制成厚度为0.9 mm的Q235拉伸试样,其尺寸如图2a所示,拉伸测试后的实物图如图2b所示。
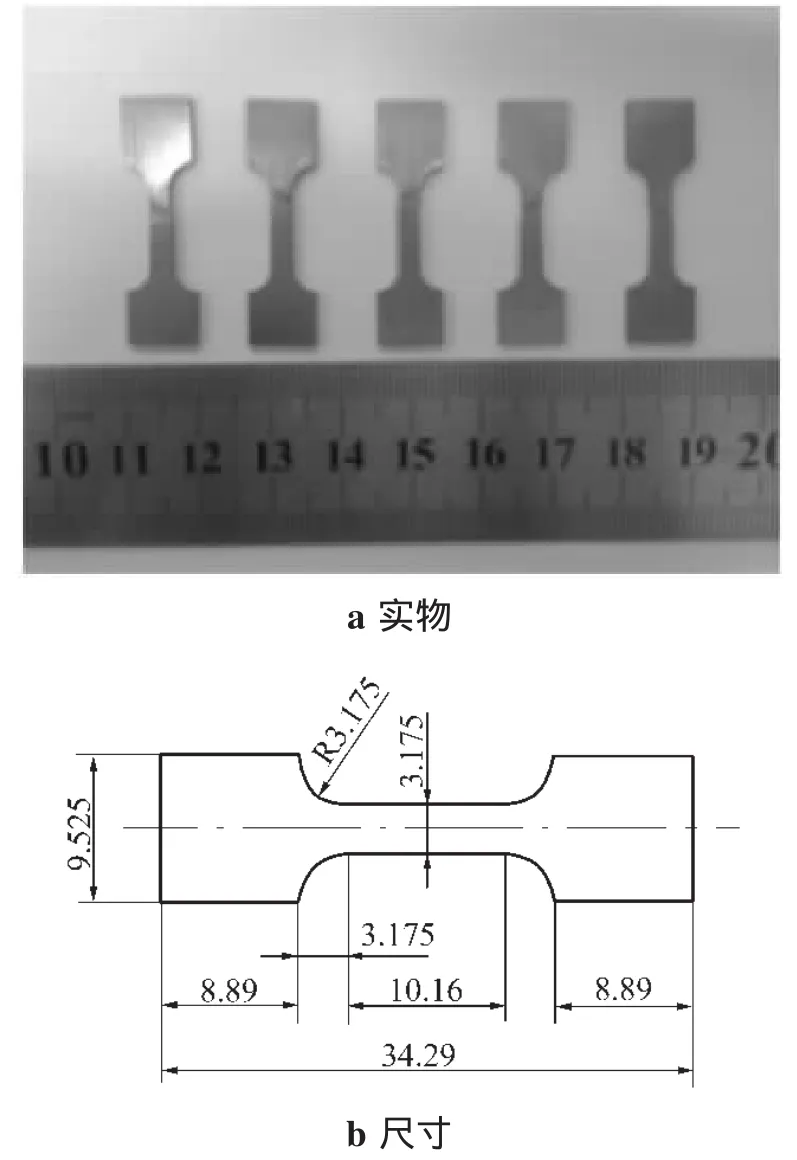
图2 拉伸试样实物和尺寸
2 实验结果和分析
2.1 实验结果
通过单因素实验,以低旋转速度和低焊接速度进行实验,不断调整参数。然后确定出成形效果较好的工艺参数,再进行焊接速度微调实验。每次确定工艺参数后进行五次实验,再做抗拉测试,取平均抗拉强度如表1和表2所示。
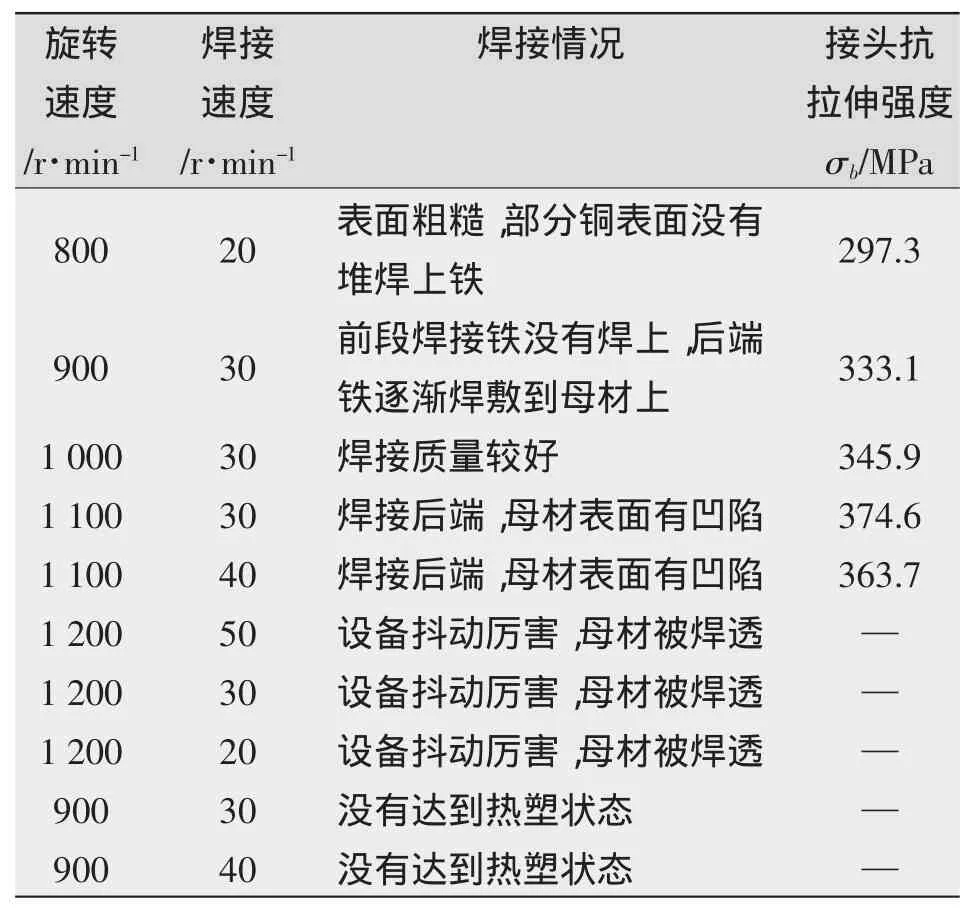
表1 旋转速度、焊接速度与焊缝成形关系
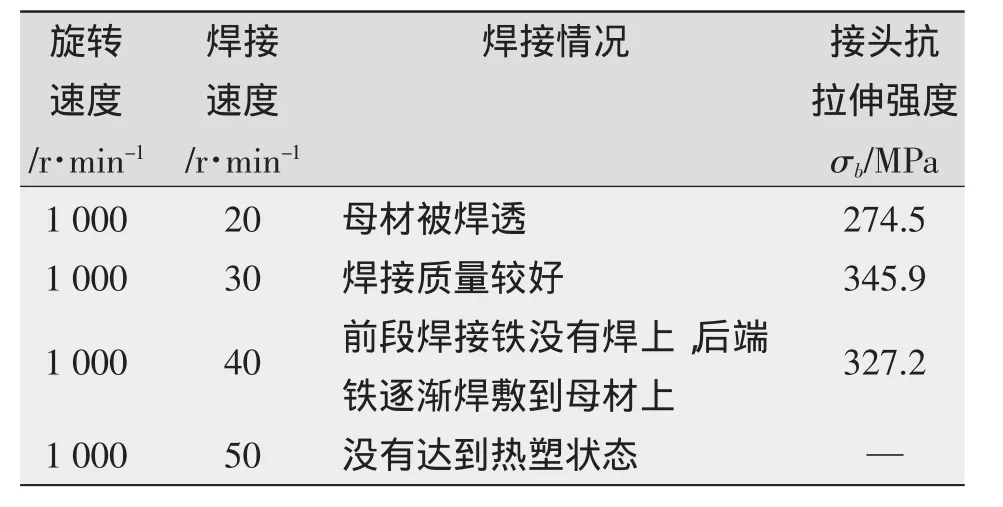
表2 焊接速度和焊缝成形关系
2.2 实验分析
2.2.1 旋转速度对焊缝成形的影响
耗材与试板摩擦产热是材料达到热塑化状态的主要热源。当旋转速度较低时,耗材与试板接触端产热不足,没有到达热塑化温度,此时在耗材的不断旋转下,焊材金属流动性不好,耗材很难焊敷母材表面;当旋转速度过大,耗材端面与试板摩擦产热过多,造成接触面热影响区组织过热、晶粒组织长大,同时伴有低熔点共晶生成,造成试板局部出现熔化,焊接接头强度下降[9-10]。本实验材料为Q235钢耗材和T2紫铜板,根据铁铜二元相图可知,在850℃时出现铁铜共晶产物,所以温度控制在850℃以下[11-12]。
铜钢异种材料摩擦堆焊中,当旋转速度为最低800 r/min时,热量输入过低,材料无法达到热塑状态,造成耗材端面的铁元素很难焊敷到紫铜板表面,其连接性较弱、强度较低,造成焊敷层表面粗糙。随着耗材旋转速度的提高,耗材端面与铜板摩擦产热提高,摩擦端面达到热塑状态,材料的流动性提高,更容易生成焊敷层。当耗材旋转速度为1 100 r/min时,抗拉强度达到最大,达母材抗拉强度的93%,后面铜板表面出现凹陷,主要原因是累计的热量使得铜板温度升高,超过热塑温度,造成铜板局部熔化并向外扩散,所以使得焊缝金属材料缺少。当耗材旋转速度调整为1 200 r/min时,旋转速度过高,摩擦产热过大,飞边较为严重,同时生成部分低熔点共晶。经过多组实验分析得,当耗材旋转速度为1 000 r/min时,焊缝成形较好,经过扫描电镜分析,焊核区两种材料界面处几乎没有相互稀释的现象,接头抗拉强度可达母材抗拉强度的89%。并且从图3和图4中可知,堆焊层两边元素扩散的很少,所以这是一种几乎没有稀释的焊接方法[13-14]。
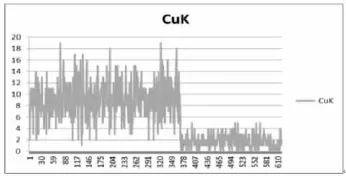
图3 实验材料铜元素的分布情况
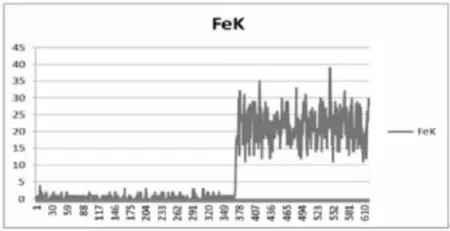
图4 实验材料铁元素的分布情况
2.2.2 焊接速度对焊缝成形的影响
焊接速度对焊缝成形的影响如表2所示。当焊接速度为50 mm/min时,母材表面几乎没有焊敷上铁元素,说明耗材端面与母材摩擦产生热量少,金属热没有达到塑性温度。随着焊接速度的降低,焊缝表面成形变好,当焊接速度降到30 mm/min时,母材表面焊敷完整,且表面光洁,切开焊接接头,并打磨、抛光后观察,没有发现有气孔裂纹存在,焊敷层的抗拉强度可达到345.9 MPa。当进一步降低焊接速度到20 mm/min时,焊接速度太慢不利于热量散发,散热过慢使得两金属端面温度过高,接触面温度已经超过了钢的最佳热塑状态,钢的硬度开始下降,出现软化现象,使得铜板过软被焊透,铜板上几乎没有堆焊上Q235钢,几乎没有堆焊层,出现了热量过大焊透铜板的现象。
焊接速度过快,摩擦产热不足,并且材料在热塑状态下停留的时间较短,造成耗材端面铁元素流动性不足,使得堆焊不容易进行[15-17]。随着焊接速度的降低,摩擦产热输入累计增加,并且材料在热塑状态下保持时间也相应增加,在耗材的不断旋转下,耗材金属扩散流动性提高,焊缝成形质量逐渐提高。当焊接速度过低时,由于摩擦累积的热量过多,母材表面熔化,冷却后容易产生气孔裂纹等缺陷,焊接时间延长造成热影响区母材组织粗大,力学性能降低。
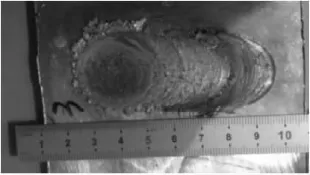
图5 铜-钢焊接接头宏观形貌(旋转速度1 000 r/min、焊接速度30 mm/min)
在进行多次实验后发现,焊接速度为30mm/min时,焊缝质量较好,宏观形貌如图5所示。测试界面维氏硬度,发现界面处两边硬度跨度非常大,如图6所示,说明两侧金属紧密度良好,并且互相扩散很少。
2.2.3 其他焊接参数对焊缝成形的影响
摩擦堆焊开始阶段,耗材与试板接触并旋转,由于耗材与板材的温度都比较低,这时焊接会产生裂纹、变形等缺陷[18],适当停留一段时间有助于试板达到一个稳定的温度场。两种材料热物理性能如表3所示。
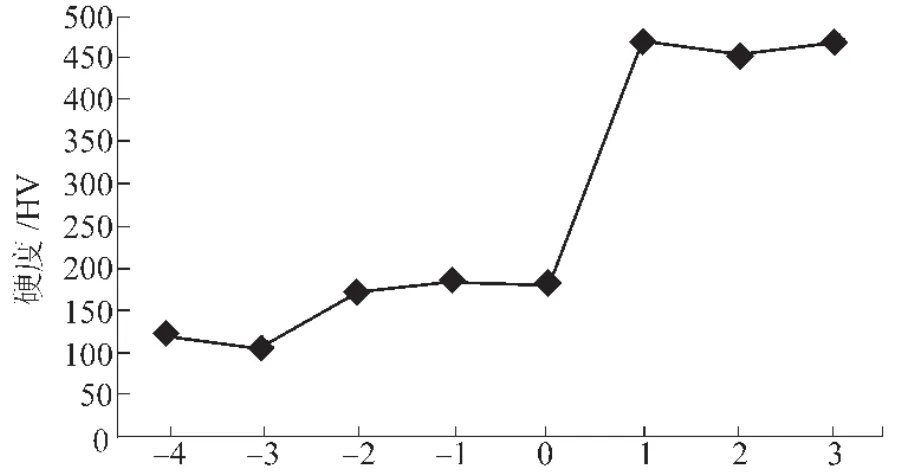
图6 试样的硬度测试折线表
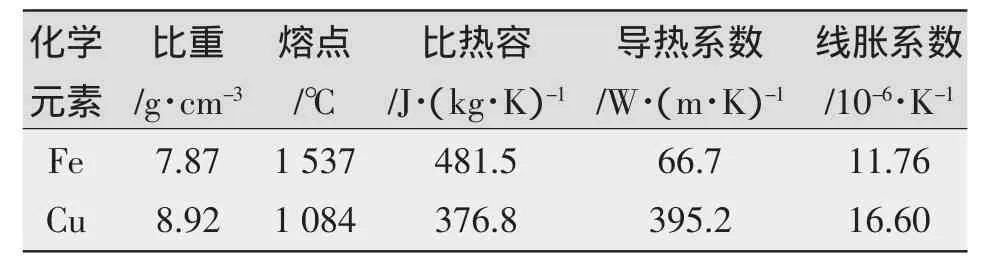
表3 铜和钢的物理性质
焊接起始停留时间选择为6~8 s,有助于两种材料的充分加热。进行摩擦堆焊需要给予耗材一个下压力,当施加的下压量不够时,耗材摩擦产热不足,金属材料无法达到最佳热塑状态,耗材移动时阻力会比较大,机器抖动厉害,焊缝质量较差;随着下压量的增大,下压大约0.1 mm,热量累积增多,焊缝成形得到改善;当下压量继续增大,会造成焊缝热塑状态的金属从两边溢出,使得耗材端面处金属减少,焊缝无法填平,出现焊缝表面下凹过大的现象。
3 结论
(1)当焊接速度30mm/min、旋转速度1000r/min时,堆焊层的宏观外貌最好,几乎没有出现气孔、裂纹和咬边等焊接缺陷,焊接接头抗拉强度可达母材抗拉强度的89%。
(2)通过扫描电镜测试发现,铜板表面焊敷上了一层铁,表明摩擦堆焊工艺还可以对金属表面进行改性和表面金属修复。摩擦堆焊的几乎无稀释作用在堆焊后不会破坏母材,而且还能起到耐磨抗腐蚀性能的作用。焊接时几乎没有飞溅,也不需要保护气体,是一种生产效率高、生产成本低、低能环保的便于大型机械化工业生产的焊接方法。
[1]李晓延,武传松,李午申.中国焊接制造领域学科发展研究[J].材料科学与工程,2012,23(6):34-37.
[2]陈杰,张海伟,刘德佳.中国焊接制造领域学科发展研究[J].电焊机,2011,41(10):92-97.
[3]宋晓村,朱政强,陈燕飞.搅拌摩擦焊的研究现状及前景展望[J].热加工工艺,2013,42(13):5-7.
[4]冯吉才,王廷,张秉刚.异种材料真空电子束焊接研究现状分析[J].焊接学报,2009,30(10):108-112.
[5]李玉龙,禹业晓.TIG堆焊技术研究进展[J].电焊机,2012,42(12):7-11.
[6]邓德伟,陈蕊,张洪潮.等离子堆焊技术的现状及发展趋势[J].机械工程学报,2013,49(7):106-112.
[7]任艳艳,张国赏,魏世忠.我国堆焊技术的发展及展望[J].焊接技术,2012,41(6):1-5.
[8]董春林,栾国红,关桥.搅拌摩擦焊在航空航天工业的应用发展现状与前景[J].焊接,2008(11):25-31.
[9]Satyanarayana V V,Reddy G M,Mohandas T.Dissimilar metal friction welding of austenitic-ferritic stainless steels [J].Journal of Materials Processing Technology,2005,160(2):128-137.
[10]Meshram S D,Mohandas T,Reddy G M.Friction welding of dissimilar pure metals[J].Journal of Materials Processing Technology,2007,184(1):330-337.
[11]Singh R,Kumar R,Feo L.Friction welding of dissimilar plastic/polymer materials with metal powder reinforcement for engineering applications[J].Composites Part B Engineering,2016(101):77-86.
[12]Manvatkar V,De A,Svensson L E.Cooling rates and peak temperatures during friction stir welding of a high-carbon steel[J].Scripta Materialia,2015,94(1):36-39.
[13]巴德玛,凡军,孙晓峰.堆焊熔敷层表面纳米晶层摩擦磨损性能研究[J].摩擦学学报,2014,34(2):120-126.
[14]Xiong J T,Li J L,Wei Y N.An analytical model of steadystate continuous drive friction welding[J].Acta Materialia,2013,61(5):1662-1675.
[15]虞钢,赵树森,张永杰.异种金属激光焊接关键问题研究[J].中国激光,2009,36(2):261-268.
[16]Taban E,Gould J E,Lippold J C.Dissimilar friction welding of 6061-T6 aluminum and AISI 1018 steel:Properties and microstructural characterization[J].Materials& Design,2012,31(5):2305-2311.
[17]Lee W B,Yeon Y M,Kim D U.Effect of friction welding parameters on mechanical and metallurgical properties of aluminium alloy 5052-A36 steel joint[J].Materials Science and Technology,2003,19(6):773-778.
[18]Qian X L,Jiang H,Wang B.Friction Welding Technology of Ultra-high-strength Steel[J].Journal of Netshape Forming Engineering,2014.
Optimization of friction welding process for dissimilar metals of steel to copper
LIU Yude, WANG Shuo,SHI Wentian,WU Gang,ZHANG Hao
(School of Material Science and Mechanical Engineering,Beijing Technology and Business University,Beijing 100048,China)
Friction welding is a newly developing technology in recent years.Researches on friction welding of Al alloy has become the focus at home and abroad,but the research on the dissimilar materials Cu-Fe welding is rare.Through a large number of experiments,the study of the tensile strength of the welded joints was carried out with the rotating speed of 800~1 200 r/min and welding speed of 20~50 mm/min.The results show that when the rotating speed is 1 000 r/min and the welding speed is up to 30 min/ mm,the average tensile strength of the friction welded copper-steel joints is about 89%of that of the base metal,and the welding quality is the best.
friction surfacing;Q235 steel;copper
TG456.7
A
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
献
郭吉昌,朱志明,闫国瑞,等.基于UG的弧焊机器人离线编程系统开发[J].电焊机,2017,47(01):1-6.
2016-09-19;
:2016-12-12
刘玉德(1963—),男,北京人,教授,博士,主要从事增材制造的研究工作。
