欧标大直径圆钢对接全熔透焊接工艺及其应用
2017-05-10孙海港邓鹏明
孙海港,孙 恒,邓鹏明
(精工钢结构(上海)有限公司,上海201199)
欧标大直径圆钢对接全熔透焊接工艺及其应用
孙海港,孙 恒,邓鹏明
(精工钢结构(上海)有限公司,上海201199)
港珠澳大桥香港口岸旅检大楼项目钢结构工程采用材质为EN 10025-3 S355NL、直径φ110 mm的大直径圆钢。压力电阻焊、搭接焊和螺纹套筒均无法满足工程构件接长要求。研究欧标细晶粒结构钢大直径圆钢全熔透焊接工艺,包括焊接工艺评定、原材料、焊接材料、坡口、焊接工艺参数、焊接顺序、检测等。实践证明,制定的工艺规程满足欧标细晶粒结构钢大直径圆钢在建筑钢结构项目上的应用,达到预期效果。
细晶粒结构钢;EN标准;超低温冲击功;圆钢;焊接工艺
0 前言
港珠澳大桥香港口岸旅检大楼项目钢结构工程,幕墙结构有44榀20 m长的双桁架,采用直径φ110 mm的大直径圆钢,圆钢材质等级355NL,执行标准EN 10025-3,屈服强度355MPa,冲击功27 J(-50℃)。
幕墙桁架长20 m,需要接长以满足工程要求。采用压力电阻焊、搭接焊和加螺纹套筒均无法满足圆钢接长要求,故对圆钢全熔透焊接进行研究,以满足工程要求。
1 焊接工艺
1.1 圆钢理化性能
圆钢所用材质为S355NL,属于细晶粒结构钢,其化学成分和力学性能分别如表1、表2所示。

表1 圆钢化学成分%
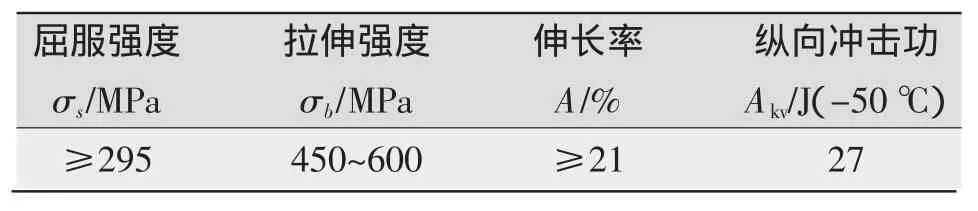
表2 圆钢力学性能
碳当量越高,淬应和冷裂纹倾向越大,焊接性就越差。当碳当量为0.4%~0.5%,焊接性稍差,焊接时要采取适当的预热措施[2]。P,S杂质的含量很低,不易产生热裂纹。焊接时的主要问题是确保没有冷裂纹及焊接接头的低温韧性。因此,焊接时必须控制热输入。
1.2 焊材的选择
焊材选择是为了匹配冲击功的要求。结合国内焊材厂家的实际情况,采用直径φ1.2 mm实心焊丝,型号ISO 14341-A-G 46 5 M21 3Ni1,牌号CHW-55C1,保护气体为φ(Ar)80%+φ(CO2)20%。圆钢焊材匹配如表3所示。
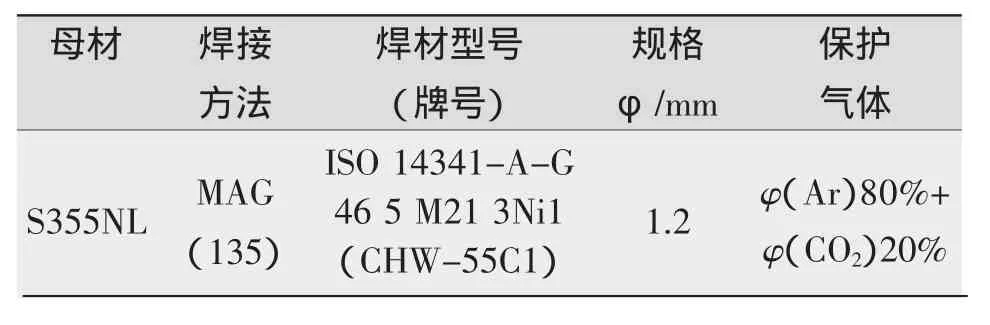
表3 圆钢焊材匹配
焊材化学成分如表4所示,力学性能如表5所示。

表4 焊材化学成分%
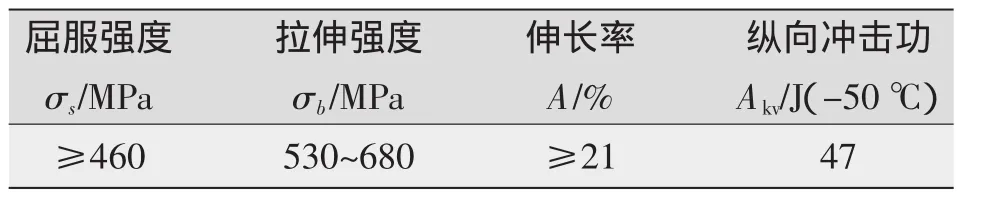
表5 焊材力学性能
1.3 坡口形式及试件制备
常规厚板焊接时,为了减少焊接变形,会开1/3和2/3的不等厚度坡口,使坡口两侧的焊缝热输入一致。圆钢按照此形式开坡口时,焊接变形大。通过试验验证,圆钢坡口深度偏移中心线8 mm时,焊接角变形最小。坡口形式如图1所示。
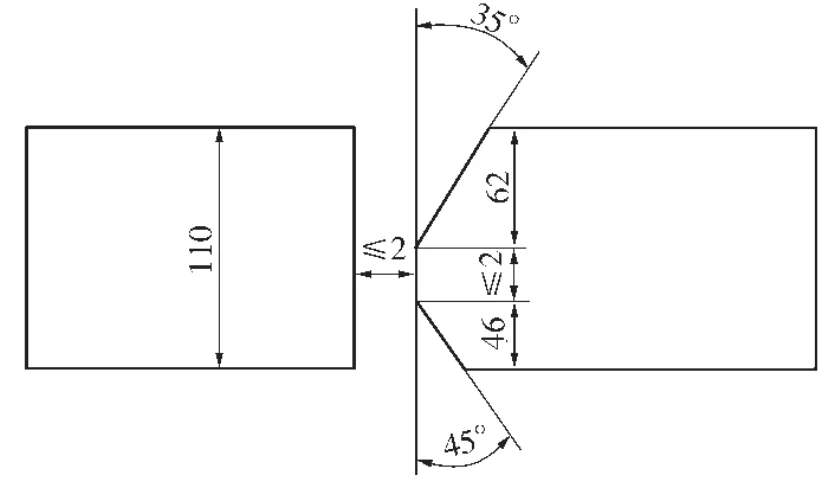
图1 坡口加工示意
采用5排试件同时焊接,减少焊缝区域的快速冷却。试件组装示意如图2所示。
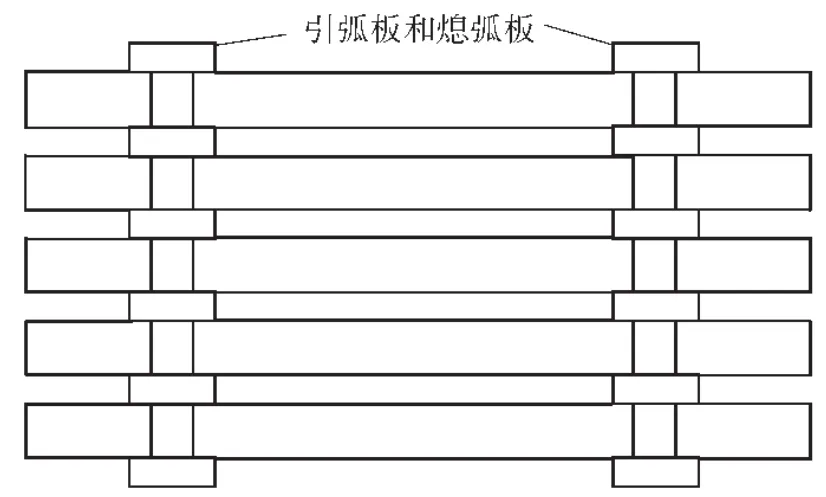
图2 试件组装示意
2 焊接工艺参数(pWPS)
2.1 圆钢对接焊接工艺参数
圆钢对接焊接工艺参数见表6。焊前预热至100℃,层间温度小于等于250℃,焊后用保温棉保温焊缝。
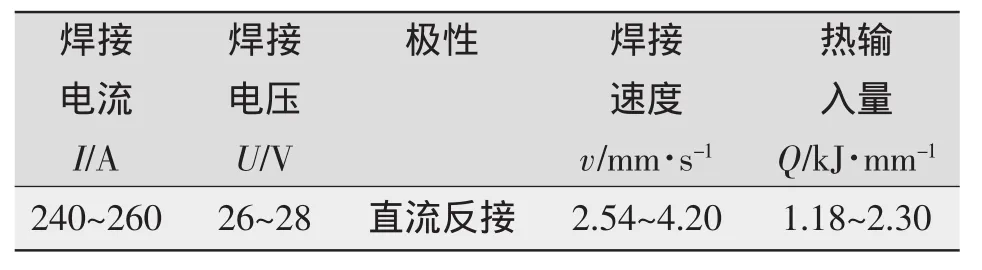
表6 圆钢对接焊接工艺参数
2.2 圆钢对接焊接顺序
圆钢对接焊接顺序如图3所示。

图3 圆钢对接焊道顺序示意
采用多道焊和窄焊道,小幅度摆动电弧,摆宽不超过20mm,控制焊接热输入,减小焊接应力和变形。
3 检测方案和检测结果
3.1 检测方案
根据BS EN ISO 15614规定,全熔透对接工艺评定的焊缝需要进行拉伸、弯曲、冲击、硬度和宏观腐蚀等破坏性试验[3]。标准中没有规定非常规圆钢的取样位置,并且由于直径较小,取样位置受限,经过多方沟通,分别从7个全熔透焊接对接接头中取得破坏性试件,如图4所示。
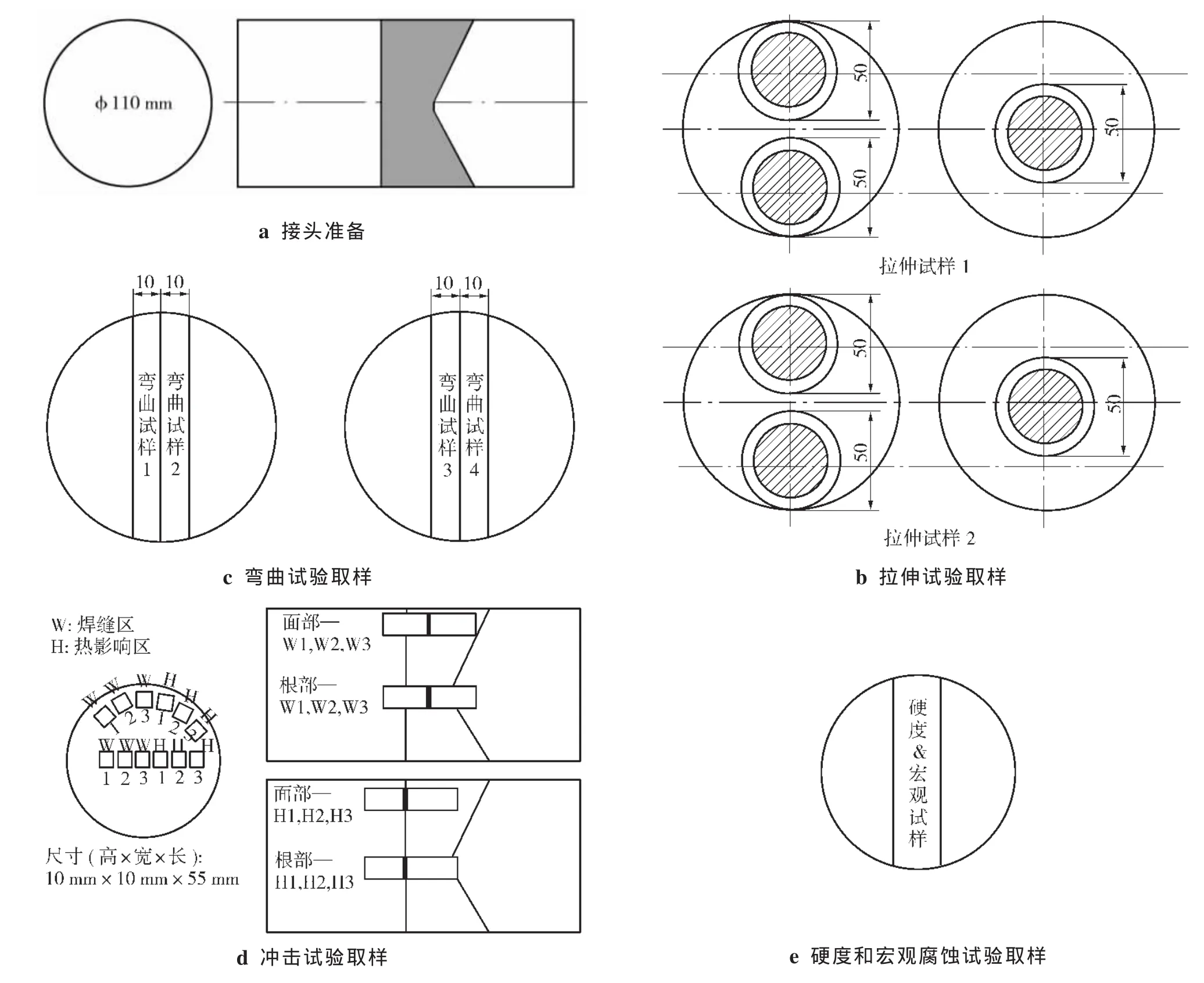
图4 试件试验取样示意
3.2 检测结果
检测结果见表7,弯曲、拉伸检测后试样图示见图5。焊缝区由综合力学性能较好的铁素体和珠光体组成,组织呈枝晶分布,晶粒细小均匀;母材由综合力学性能较好的铁素体和珠光体组成,组织成带状分布,比焊缝区晶粒较大;热影响区由综合力学性能较好的铁素体和珠光体组成,组织呈带状分布,晶粒比母材细小。金相显微组织如图6所示。
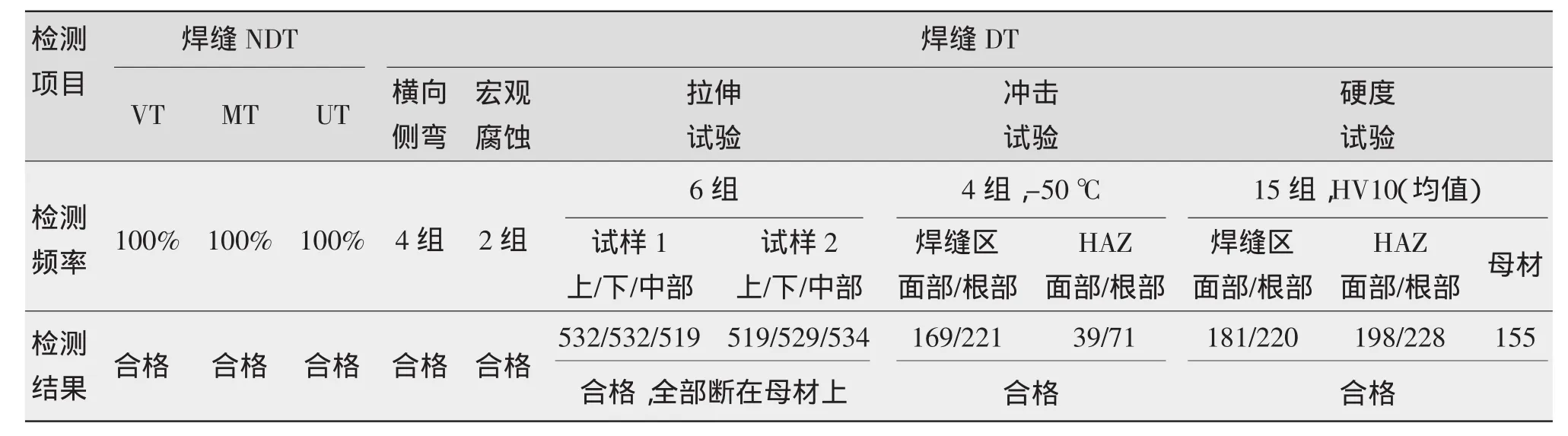
表7 圆钢试件检测结果
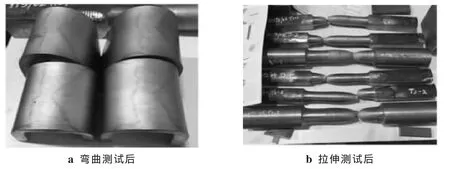
图5 弯曲、拉伸检测后试样图示
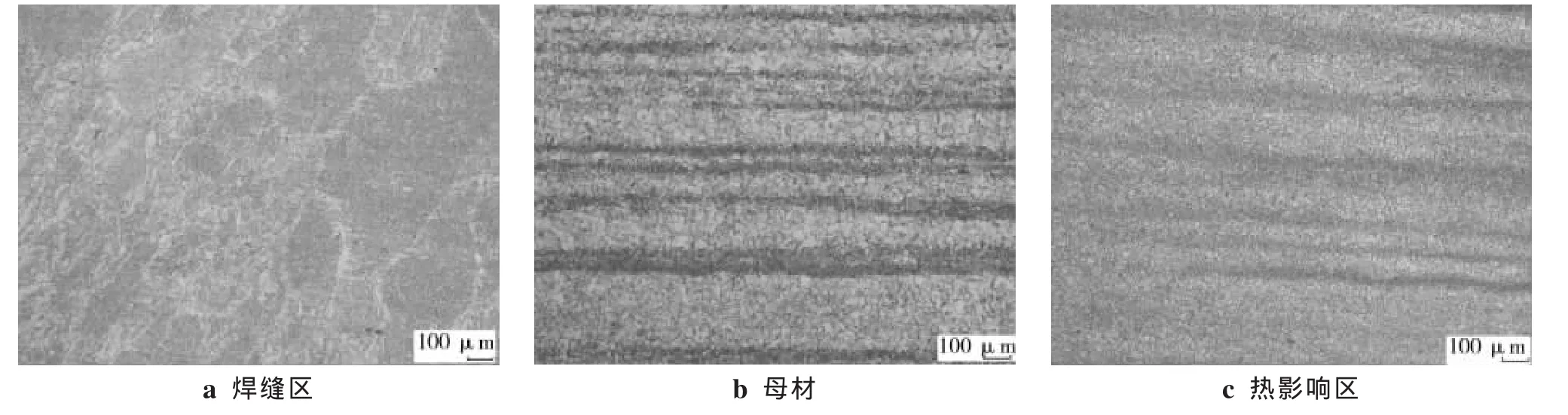
图6 金相显微组织照片
4 研究结果与应用
根据焊接评定试验,编制了焊接工艺规程,应用于港珠澳大桥工程中。
(1)在实际生产时,坡口深度为

式中H为坡口深度;D为圆钢直径;F为钝边。
(2)焊接过程平均每四道翻身一次,对称焊接。
5 结论
(1)根据研究结果,编制基于EN标准的细晶粒结构钢焊接工艺规程,满足大直径圆钢对接全熔透焊接要求。(2)编制了大直径圆钢对接焊接全熔透焊接检测方案。(3)在港珠澳大桥项目中的成功应用可为今后类似工程提供参考。
[1]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1987.
[2]刘子祥,戴为志.国家体育场“鸟巢”钢结构工程施工技术[M].北京:化学工业出版社,2011.
[3]CEN.BS EN ISO 15614:2004+A2:2012 Specification and qualification of welding procedures for metallic materials -Welding procedure test-Part 1:Arc and gas welding of steels and arc welding of nickel and nickel alloys[S].UK,2012.
Research and application of full penetration butt welding process on European-standard large-diameter round bar
SUN Haigang,SUN Heng,DENG Pengming
(Jinggong Steel International Co.,Ltd.,Shanghai 201199,China)
The round bar with outside diameter 110 mm and metal grade S355NL of EN 10025-3 is applied in structural steelwork of Hong Kong-Zhu Hai-Macao Bridge Boundary Crossing Facilities Passenger Clearance Building project.The methods of resistance welding,lap welding and threaded sleeve can't meet the requirement for connection extension.In this paper,the research of full penetration butt welding process on fine grained structural steel of European-standard large-diameter round bar is introduced,including welding procedure qualification,parent metal,welding consumables,groove,welding parameter,welding sequence and arrangement of runs and testing.Based on the qualified welding procedure specification,appropriate work instructions are prepared for this project.The results show that application of fine grained structural steel of European-standard large-diameter round bar in steel building structure has been solved and achieved the desired effect.
fine grained structural steel;EN standard;cryogenic impact energy;round bar;welding process
TG44
B
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
献
郭吉昌,朱志明,闫国瑞,等.基于UG的弧焊机器人离线编程系统开发[J].电焊机,2017,47(03):1-6.
2017-02-10;
:2017-03-06
孙海港(1987—),男,河南开封人,工程师,学士,主要从事钢结构焊接工艺的研究工作。
