LNG储罐用9Ni钢焊条电弧焊接头的组织与性能
2017-05-10李欣雨颜家振石浩江
郑 义,李欣雨,李 宁,蒋 勇,颜家振,杨 飞,石浩江
(1.四川大学制造科学与工程学院,四川成都610065;2.四川大西洋焊接材料股份有限公司,四川自贡643000)
LNG储罐用9Ni钢焊条电弧焊接头的组织与性能
郑 义1,李欣雨2,李 宁1,蒋 勇2,颜家振1,杨 飞2,石浩江1
(1.四川大学制造科学与工程学院,四川成都610065;2.四川大西洋焊接材料股份有限公司,四川自贡643000)
采用国产的CHNiCrFe-9型镍基焊条进行9Ni钢焊条电弧焊试验,通过拉伸试验、弯曲试验、金相显微组织分析和扫描电镜(SEM)分析等方法,分析焊接接头的组织和性能。结果表明,焊缝金属由奥氏体基体和富Nb复杂碳化物组成,枝晶偏析严重,晶粒较为粗大;断口主要由大而深的韧窝组成,属于韧性断裂;试样的抗拉强度平均值为736 MPa;焊接接头的横向面弯测试不合格。根据试验结果分析焊缝金属弯曲性能不合格的原因,为9Ni钢的实际焊接提供了理论依据,对正确制定焊接工艺具有一定的指导意义。
9Ni钢;焊条电弧焊;显微组织;焊接接头;低温韧性
0 前言
液化天然气(Liquefied Natural Gas,简称LNG)具有使用方便、安全、洁净、高效和便于运输等优点,成为我国大力推进、实施的清洁能源之一,这使得LNG工业发展迅猛,也使得LNG的低温贮罐设备得到快速发展。在大型LNG低温储罐中,工作环境可低至-196℃,对材质要求很严格。9Ni钢以其强度高、-196℃低温冲击韧性良好和耐腐蚀性好等优势被广泛用于制造大型LNG低温储罐。9Ni钢的焊接是LNG储罐制造的关键和难点,其焊接技术一直被少数发达国家所掌握,而我国对于9Ni钢焊接的研究和探索较晚,技术相对滞后[1-2]。9Ni钢在焊接过程中常出现焊接接头的低温韧性下降,出现冷、热裂纹或未焊透等各种缺陷问题[3],对焊接工艺的要求极为严格,因此开展9Ni钢焊接的相关研究很有必要。
本研究使用国产CHNiCrFe-9型镍基焊条对9Ni钢进行焊条电弧焊,重点研究焊接接头组织与性能的关系,讨论焊接接头弯曲性能不合格的原因,为9Ni钢的工程应用提供实验基础和理论指导。
1 实验材料与方法
实验采用武钢生产的9Ni钢板,板材厚20 mm,其化学成分如表1所示,规格为350 mm×200 mm× 20 mm,力学性能如表2所示。焊接材料选用国产的CHNiCrFe-9型镍基焊条,直径φ4.0 mm,相当于AWS A5.11-2005:ENiCrFe-9牌号,熔敷金属标准成分如表3所示。焊接坡口形式采用V型坡口,钝边3 mm,间隙3 mm。为避免磁偏吹现象,采用交流施焊,焊前不预热,焊接电流120 A,焊接电压25 V,热输入约为25 kJ/cm。

表1 9Ni钢的化学成分Table 1 Chemical compositions of 9Ni steel %

表2 9Ni钢的力学性能Table 2 Mechanical properties of 9Ni steel

表3 CHNiCrFe-9熔敷金属标准化学成分Table 3 Standard chemical compositions of CHNiCrFe-9 deposited metal %
在焊缝金属处取样制作成金相试样,经打磨抛光后使用腐蚀液(硫酸铜∶盐酸∶硫酸∶水=4∶20∶4∶20)进行腐蚀。利用OLYMPUS GX51金相显微镜和采用装配有X射线能谱仪(EDS)的HITACHI S-4800型扫描电子显微镜(SEM)观察分析试样的焊缝组织和冲击断口形貌。使用直读光谱仪测定焊缝金属的化学成分。按国标GBT 2651-2008《焊接接头拉伸试验方法》,采用RGX-M300电子万能试验机测试焊缝拉伸性能。采用ZBC2452-C型低温冲击试验机,按国标GBT 2650-2008《焊接接头冲击试验方法》进行低温冲击试验,在焊缝中心位置截取带V形缺口的标准试样,尺寸为10mm×10mm×55 mm。弯曲试验按国标GBT 2653-2008《焊接接头弯曲试验方法》进行,采用面弯试样和侧弯试样,面弯试样宽度30mm、厚度20 mm,侧弯试样宽度20 mm、厚度10 mm。
2 实验结果和分析
2.1 接头显微组织分析
焊接接头焊缝金属金相显微照片如图1所示。由图1可知,并未发现裂纹和缺陷,焊缝金属组织主要由奥氏体(γ相)固溶体基体组成,结晶形态为具有一定方向的树枝状晶。树枝晶枝干为图中的白色条纹,周围暗色是一次结晶的奥氏体相,在结晶过程中发生枝晶偏析或晶界偏析,枝干间分布着残留金属,偏析较为严重,树枝晶平均宽度20 μm;此外,焊缝金属的晶粒较为粗大,晶粒度约为3~4级,较大的晶粒可能会降低焊缝金属的塑性。
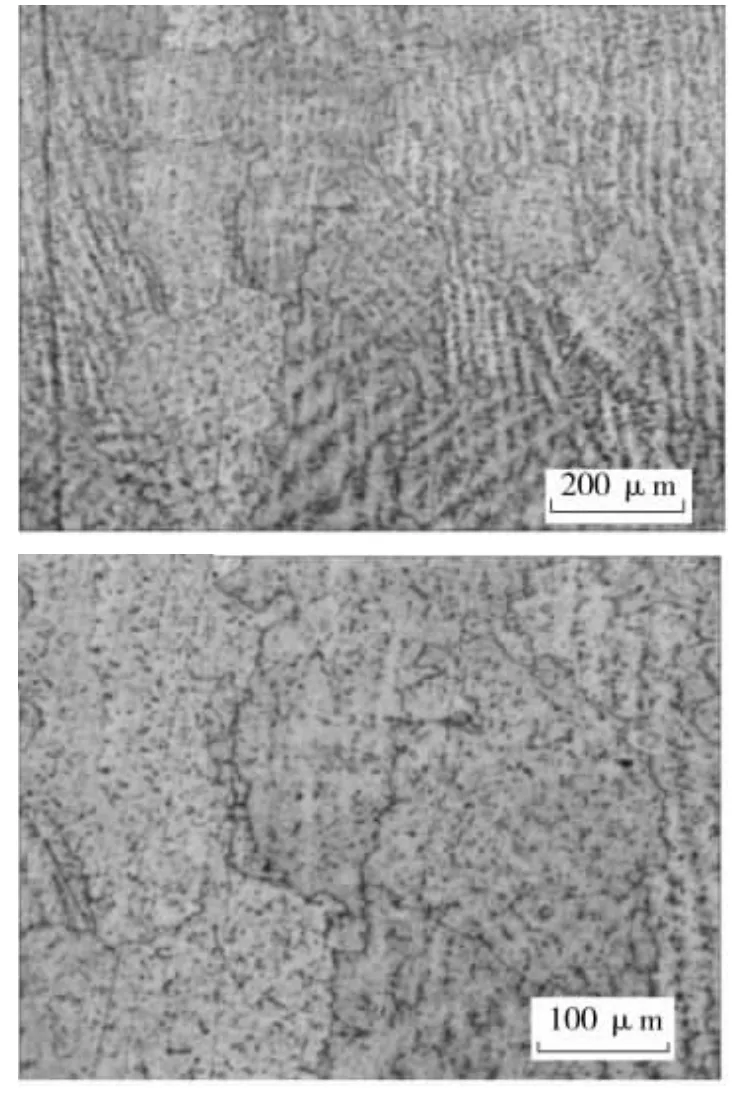
图1 焊接接头焊缝金属的金相显微照片Fig.1 Optical micrographs of the weld metal
9Ni钢焊接接头焊缝金属的SEM显微组织照片如图2所示。焊缝金属组织除有奥氏体基体外,还发现了白色颗粒状的析出相,这些颗粒状的析出相不连续地分布于枝状晶间。析出相的EDS化学成分分析结果如表4所示,结果表明,析出相是一种富Nb的复杂碳化物。焊缝金属直读光谱仪的主要化学成分分析结果如表5所示,可见焊缝金属主要元素的化学成分符合表3标准,但由于焊缝金属中含有较多的Nb、Cr、Mo等强碳化物形成元素,且碳含量偏高,达到0.112%,因此在焊接冶金过程中,焊缝金属处易形成较多的碳化物析出相[4]。此外,由表5可知,焊缝中有害元素P、S的含量极低,有效避免了焊接过程中因P、S等元素与Ni形成低熔点共晶而导致的热裂纹。
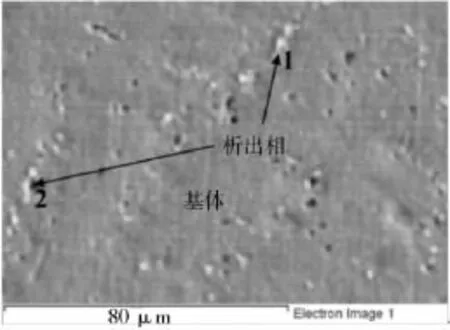
图2 焊接接头焊缝金属的SEM显微照片Fig.2 SEM micrographs of the weld metal
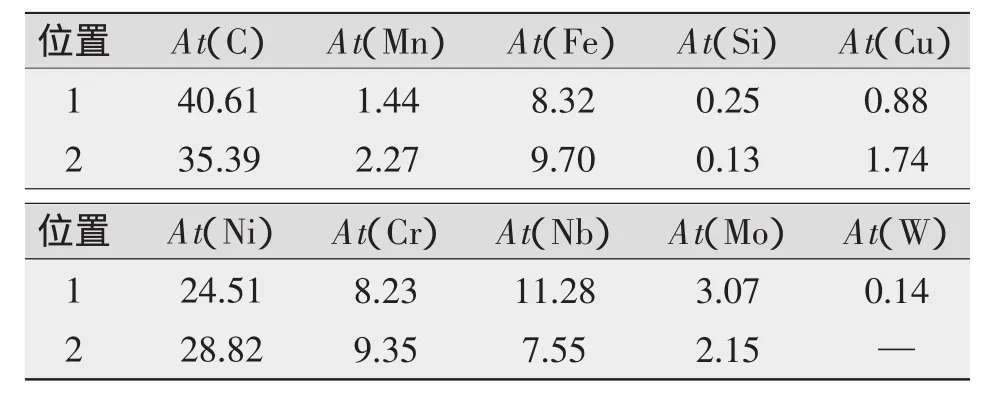
表4 图2中析出相的EDS分析结果Table 4 EDS analysis results of precipitated phases in Fig.2%
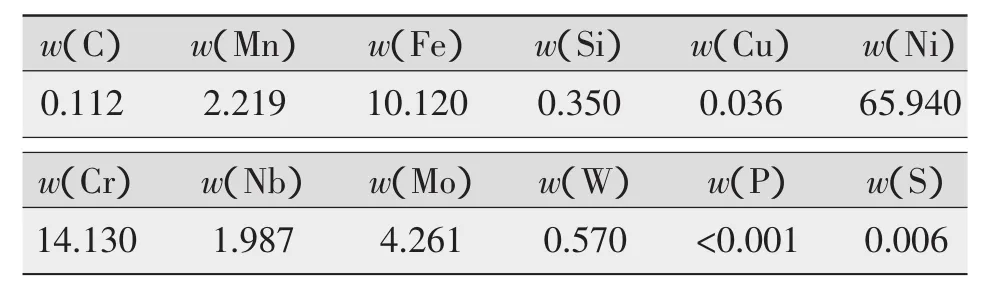
表5 焊缝金属的直读光谱分析结果Table 5 Direct-reading spectrometer analysis results of the weld metal %
2.2 接头的性能
9Ni钢焊接接头室温抗拉强度、延伸率、弯曲性能和低温冲击性能结果如表6所示。在同一工艺参数下共进行了两组试验,由结果可知,焊接接头的室温抗拉强度为710~750MPa,平均抗拉强度736MPa,平均延伸率分别为34.5%和33.5%,V型缺口低温冲击功平均值分别为78.5 J和82.0 J。以上数据表明焊接接头具有较高的综合力学性能,其室温抗拉强度、延伸率和低温冲击性能均满足国标GB/T 13814-2008标准。但是在测试弯曲性能过程中发现,在d=3a的条件下,焊接接头的横向面弯测试不符合α=120°的要求,即横向面弯测试的弯曲角度值α未达到120°就发生断裂,测试试样断裂的位置位于焊缝金属中。
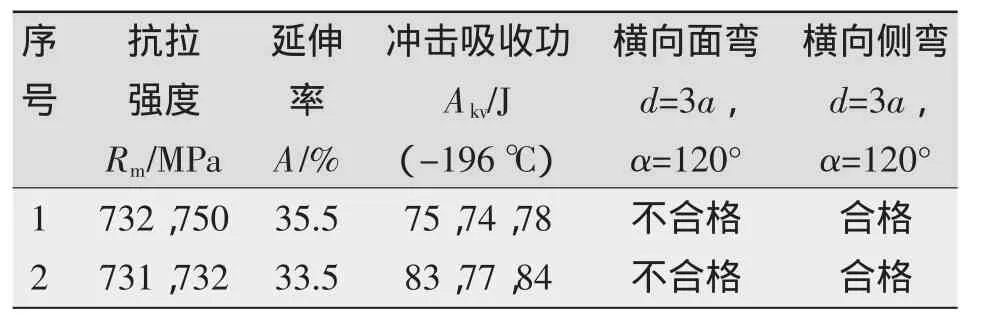
表6 焊接接头的力学性能Table 6 Mechanical properties of the welded joints
2.3 断口形貌分析
9Ni钢焊接接头弯曲试样焊缝断口的SEM断口形貌照片如图3所示,断口位置位于焊缝。弯曲试样断口形貌由大量韧窝组成,大部分韧窝大且较深,分布也比较均匀,说明该焊缝的断裂为韧性断裂;断口韧窝的分布情况表明该材料具有较高的强度和较高的韧性;在部分韧窝的底部可以看到一些亮白色的小颗粒,EDS分析(见表7)表明,这些亮白色小颗粒就是焊缝金属中析出的富Nb碳化物。
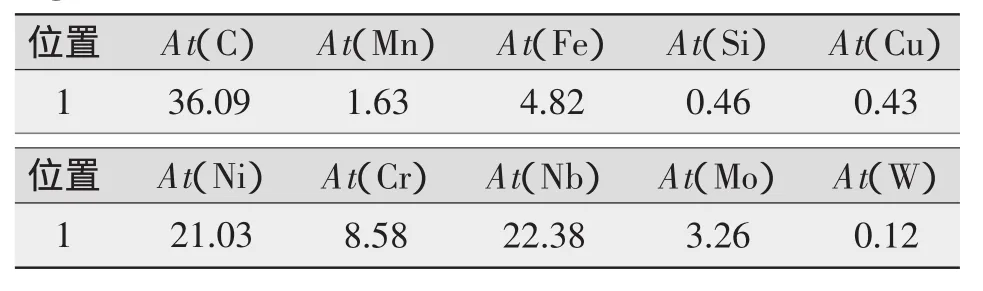
表7 图3中析出相的EDS分析结果Table 7 EDS analysis results of precipitated phases in Fig.3%
2.4 分析讨论

图3 弯曲试样焊缝断口的SEM断口形貌照片Fig.3 SEM fractographs joint of welded joint after bending test
分析力学性能可知,9Ni钢焊接接头的室温拉伸性能、延伸率和低温冲击韧性均达到标准要求的水平,但是焊接接头的横向面弯弯曲试验却不合格。分析焊缝金相显微组织和断口组织可知,焊缝金属中没有形成裂纹和缺陷,而是形成了粗大的晶粒和一定量的富Nb碳化物。由表5可知,焊缝中P、S等形成低熔点共晶的元素含量非常低,因此焊接接头横向面弯弯曲试验不合格并非焊缝中的微小热裂纹引起的。通常在焊接循环过程中易沿着粗大晶界产生应力集中和局部应变,同时塑性变形是晶粒位错协同滑移的结果,晶粒越大,晶界处晶胞和晶粒内部晶胞滑移协调性变差,使塑性变形越不均匀,导致内应力集中越大,在应力集中处可优先促使裂纹的产生,从而降低焊缝的塑性;另一方面,虽然分布于枝状晶间的颗粒状富Nb复杂碳化物会增加焊接接头的强度,但是析出的碳化物属脆硬相,容易成为焊缝金属的失塑裂纹源,成为变形过程中裂纹萌生和长大的起点,会在一定程度上降低焊缝的塑性。因此,在晶粒粗大产生的应力集中和富Nb碳化物处易产生失塑裂纹源的两种作用机制下,将会降低焊缝金属的塑性,导致9Ni钢焊缝在面弯测试过程中无法满足α=120°的要求,出现不合格的情况。
焊缝金属的晶粒粗大主要与焊缝冷却速度有关,冷却速度越慢,晶粒越粗大[5];而焊接热输入的大小是影响接头冷却速度的主要工艺参数,焊接热输入越大,在高温停留时间越长,冷却速度就会越慢,接头组织的晶粒越粗大[6];因此,实验中焊接热输入(25 kJ/cm)过大可能是导致晶粒粗大的主要工艺因素。此外,对于碳化物的析出,应严格控制焊条中的碳含量,避免形成较多的碳化物。在9Ni钢的焊接施工中,优化焊接工艺参数,减少焊接热输入,控制焊缝金属的碳化物,成为后期的研究方向。
3 结论
(1)使用国产CHNiCrFe-9型镍基焊条进行9Ni钢焊条电弧焊,接头焊缝组织由奥氏体基体和富Nb复杂碳化物析出相组成,焊缝金属中枝晶偏析严重,晶粒粗大;焊接接头断口主要由大而深的韧窝组成,属于韧性断裂。
(2)焊接接头的室温抗拉强度、延伸率和低温冲击韧性均符合标准要求,但焊接接头的横向面弯弯曲试验不合格。
(3)焊缝金属中晶粒粗大和析出的脆性富Nb碳化物使焊接接头塑性降低,导致9Ni钢焊缝的横向面弯弯曲试验不合格。
[1]朱青松,彭云,齐彦昌,等.1436LNG储罐用9Ni钢低温性能及焊接接头性能[J].热加工工艺,2015(21):21-23.
[2]孟根巴根,林文光,马成勇,等.焊接方法对9Ni钢焊接接头组织及低温韧性的影响[J].热加工工艺,2009,38(15):8-10.
[3]颜丙锁,马红广,汪春标,等.LNG储罐中9Ni低温钢焊接[J].焊管,2013,36(2):29-31.
[4]Wu K M.Three-dimensional analysis of acicular ferrite in a low-carbon steel containing titanium[J].Scripta Materialia,2006,54(4):569-574.
[5]耿都都,严春妍,纳学洋,等.LNG储罐用9Ni钢及其焊接性分析[J].焊管,2015(5):5-8.
[6]吴智武,王移山,李少华,等.LNG储罐用9Ni钢的焊接材料与工艺[J].焊接技术,2009,38(8):40-41.
Microstructure and performance of welded joint in shielded metal arc welding of 9Ni steel for LNG Storage Tank
ZHENG Yi1,LI Xinyu2,LI Ning1,JANG Yong2,YAN Jiazhen1,YANG Fei2,SHI Haojiang1
(1.School of Manufacturing Science and Engineering,Sichuan University,Chengdu 610065,China;2.ATLANTIC CHINA WELDING CONSUMABLES,INC,Zigong 643000,China)
The CHNiCrFe-9 Ni-based electrode is used in the shielded metal arc welding (SMAW)test of the 9Ni steel.The microstructure and performance of welded joint are studied by tensile test,bending test,optical microscopy of microstructure and SEM.The results show that the weld metal is composed of austenitic matrix and Nb-rich carbide,the dendritic segregation is severe and the grain is relatively coarse;the fracture is mainly composed of large and deep dimple,and its mode is ductile fracture;the average value of tensile strength of specimens is 736 MPa;The lateral bending test of welded joints is unqualified,and the unqualified bending performance of the weld metal is analyzed according to the test results.The results can be used as theoretic basis for the actual welding and guiding significance for deciding welding technology for 9Ni steel.
9Ni steel;SMAW;microstructure;welded joint;low-temperature toughness
TG406
A
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
献
郭吉昌,朱志明,闫国瑞,等.基于UG的弧焊机器人离线编程系统开发[J].电焊机,2017,47(01):1-6.
2016-09-09;
:2016-12-06
四川省科技支撑计划项目(2015KJT0072-2015GZ0062)
郑 义(1992—),男,云南广南人,在读硕士,主要从事特种焊接材料及其方法的研究。
