管道开孔切割及对接焊缝焊接的工作站测量系统设计
2017-05-10王含宇
王含宇,杨 东
(1.新疆威奥科技股份有限公司自动化焊接工程技术研究中心,新疆克拉玛依834003;2.南海出入境检验检疫局,广东佛山528200)
管道开孔切割及对接焊缝焊接的工作站测量系统设计
王含宇1,杨 东2
(1.新疆威奥科技股份有限公司自动化焊接工程技术研究中心,新疆克拉玛依834003;2.南海出入境检验检疫局,广东佛山528200)
管道焊接工作站系统在切割和焊接加工过程中,管件的椭圆度、加工精度、变位机对工件夹持的水平度和同心度、以及旋转中管件的扰动和跳动度等因素,均会对切割和焊接的质量和效果产生不利影响,设计的管件测量系统通过测量工件参数,实现工作站系统对管件的自动找水平、自动寻找管件中心位置的功能。大量的切割和焊接实践证明,带有测量系统的焊接工作站系统取得了良好的切割和焊接效果。
焊接工作站;测量;切割;焊接
0 前言
管道开孔切割及对接焊缝焊接的工作站系统是一种圆管、矩形管自动切割的自动焊接工作站,主要适用于圆管管件、矩形管管件的开孔、切割和管道对接焊缝,可完成在圆管或矩形管上连续变角度坡口开孔切割任务,以及实现管件与管件、管件与法兰的自动与半自动焊接。
目前,管道开孔切割及对接焊缝[1]焊接工作站的管件安装采用人工手动测量来调节管件水平度和垂直度,及管件和变位机的同心度,在切割和焊接过程中手工调节焊枪高度来适应长管件在旋转过程中产生的扰动和跳动[2]。人工手动测量调节管件水平度、垂直度和同心度,效率低、调整时间长,导致焊接切割准备工作时间远大于切割焊接加工时间;同时在焊接过程中,通过人工目测跟踪调整枪嘴和工件的位置,容易出现滞后和误差,稳定性差;长管件在旋转过程中产生的扰动和跳动影响切割和焊接质量,成形效果不可控[3-4]。针对上述问题设计了管件测量系统。该系统通过测量工件参数,实现工作站系统对管件的自动找水平、自动寻找管件中心位置的功能,减少了切割、焊接的准备时间,提高切割、焊接成形效果,减轻工人的劳动强度,提高了生产效率[5]。
1 系统设计
该工作站的圆管管件切割类型包括圆管开孔和管端切割。圆管开孔包括开圆孔、矩形孔等。管端切割包括平切管端、相贯线管端、带槽管端、双插管端及三插管端等。矩形管管件切割类型包括圆管开孔和管端切割。矩形管开孔包括开圆孔、矩形孔等。矩形管管端切割包括平切管端、倒角管端、复合管端等。焊接类型为管道与管道、管道与法兰等对接焊缝的焊接。
工作站系统由集中控制的单体设备组成,包括可移动操作机、升降回转式变位机、全自动焊接(切割)机头、焊接(切割)系统(焊接电源、焊枪、等离子切割器等)、托辊等。可移动操作机用于实现设备的三轴运动,包括横臂升降、伸缩和机架行走。焊接(切割)机头不仅能够电动调节激光传感器的照射角度,还能实现机头的左右和上下运动。机头上配备多功能摆动器,实现焊枪的连续钟摆或直摆运动。机头上带有工件径向机械随动跟踪装置,使焊接过程更加稳定,焊接操作更加简便。升降回转式变位机的卡盘中空,主要用于夹持、固定和旋转工件。
管道开孔切割及对接焊缝焊接的工作站系统实体如图1所示。
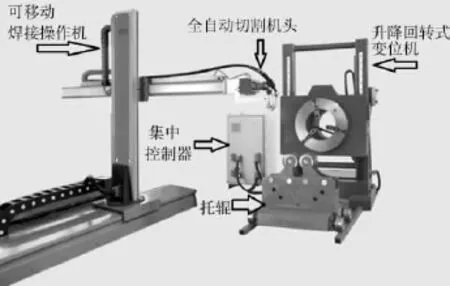
图1 管道开孔切割及对接焊缝焊接的工作站系统实体
工作站系统的控制方案如图2所示,采用自主研发的五轴联动数控系统,配备工业级工控机、工业液晶显示器和独立式运动控制器(见图3),在上位机显示3D图形及仿真切割路径。操作台和无线遥控器向控制器发送要执行动作的指令。工业电脑和控制器通过程序计算向切割设备、焊接设备、操作机、变位机等下位机发送动作指令。

图2 管道开孔切割及对接焊缝焊接工作站系统控制方案

图3 数控系统控制器
2 检测功能的设计及实现
焊接工作站系统的测量装置主要是应对在切割和焊接加工时出现的问题,如:管件的椭圆度、加工精度、工件夹持的水平度和同心度、旋转中的扰动和跳动等对切割和焊接的影响,节省了人工调校管件水平度和同心度的时间,提高安装准备工作效率,消除在旋转过程中管件的扰动和跳动对切割和焊接质量的不利影响。
焊接工作站系统采用激光位移传感器作为检测装置。通过操作架的动作和变位机的旋转使传感器和工件处于不同的相对姿态,激光位移传感器测量工件不同姿态的高度,从而计算出工件的对应参数,如:圆管的直径、周长、变位机带动工件旋转的跳动度、自动寻找圆管的中心位置;矩形管的宽、高、圆角半径、自动找水平、自动寻找矩形管的中心位置。传感器测量工件的实物如图4所示。
2.1 圆管测量
圆管测量原理如图5所示。操作架头部安装的激光传感器测量装置可完成以下工作:测量变位机夹持圆管的管径;圆管的水平斜度,即割枪从B点走到C点后z轴方向的偏差;圆管中心线与操作架底座在y方向的平行度,即x轴方向的偏差;B、C点x、z轴中心值。

图4 传感器测量工件的实物

图5 圆管测量原理
2.2 矩形管测量
矩形管测量原理如图6所示。操作架头部安装的激光传感器测量装置完成以下工作:测量变位机夹持矩形管的宽度、高度和圆角半径;矩形管的水平斜度,即割枪从B点走到C点后z轴方向的偏差;矩形管中心线与操作架底座在y方向的平行度,即x轴方向的偏差;B、C点x、z轴中心值。
3 切割效果
切割实物和效果分别如图7、图8和表1所示。由表1可知,使用管道开孔切割及对接焊缝焊接的工作站系统能够满足圆管和方管的切割要求,涵盖了大部分压力管道生产实际所需的各种切割形式。

图7 圆管切割的实物

图8 方管切割的实物
4 结论
管道开孔切割及对接焊缝焊接的工作站系统已应用于中海油惠州炼化二期项目压力管道预制生产中,自动焊接合格率达到96%以上。一套设备以工作8 h计,每天可以焊接280寸口,平均节省4倍人力成本,极大提高了施工效率,降低了工人劳动强度,切割焊接质量一致性好,稳定性高,获得用户方的一致好评。
该管道开孔切割及对接焊缝焊接的工作站系统功能强大,对管件的测量保证了其加工精度,能够满足大部分压力管道的切割焊接管件加工形式,在工程实践中取得良好效果,值得大规模推广应用。
[1]成大先.机械设计手册[M].北京:化学工业出版社,2004.
[2]张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,2004.
[3]林尚扬,陈善本,李成桐.焊接机器人及其应用[M].北京:机械工业出版社,2000:246-254.
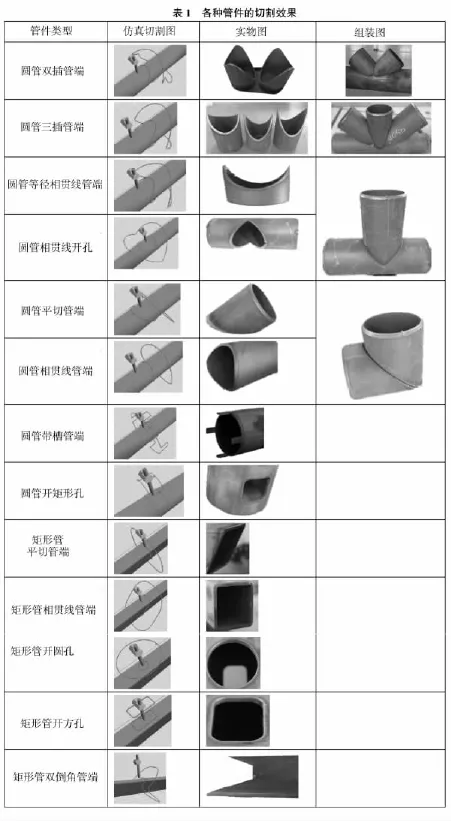
表1 各种管件的切割效果
[4]周方明,周涛,郭勇,等.机架双机器人焊接工作站计算机仿真技术研究[J].电焊机,2008,38(12):11-15.
[5]杜望,张晓旭.机器人焊接工作站在汽车起重机卷扬箱焊接中的应用[J].电焊机,2009,39(5):183-185.
Design for measurement system of pipe hole cutting and butt welding workstation
WANG Hanyu1,YANG Dong2
(1.Weld-Auto Technologies Company,Qaramay 834003,China;2.Nanhai Entry-Exit Inspection and Quarantine Bureau,Foshan 528200,China)
In the cutting and welding process conducted in a pipe welding workstation system,the factors such as tubing ovality,machining precision,levelness and concentricity of clamping workpiece by displacement machine,and the disturbance and beating degree in rotating pipe bring adverse effects to the quality and effect of cutting and welding.In this paper,a pipe fitting measurement system is designed.Through measuring the parameters of workpiece,the workstation system is realized to automatically find a level of pipe fittings and search the center position for pipe fitting.A lot of cutting and welding practices prove that a welding workstation system with a measurement system has obtained the good effect of cutting and welding.
welding workstation;measurement;cutting;welding
TG409
B
1001-2303(2017)04-00
10.7512/j.issn.1001-2303.2017.04.
献
郭吉昌,朱志明,闫国瑞,等.基于UG的弧焊机器人离线编程系统开发[J].电焊机,2017,47(01):1-6.
2016-10-09
王含宇(1981—),女,新疆克拉玛依人,硕士,主要从事焊接自动化设备的研发工作。
