激光加热连接金刚石/铝基的工艺研究
2017-05-10王颖达苏艳芳张大将黄国钦
王颖达,苏艳芳,张大将,黄国钦
(华侨大学制造工程研究院,厦门 361021)
激光加热连接金刚石/铝基的工艺研究
王颖达,苏艳芳,张大将,黄国钦
(华侨大学制造工程研究院,厦门 361021)
在氩气保护条件下,用Ag-Cu-Ti钎料在4032、6061和7075三种铝合金基体上对金刚石进行激光钎焊,同时比较7075铝合金用三种不同方法去除表面氧化膜后的激光钎焊的实验。文章利用光纤激光器,用超景深显微镜对焊后金刚石形貌进行观察分析。研究表明:在化学法去除氧化膜后的7075铝合金基体上激光钎焊金刚石的效果最好,实现了Ag-Cu-Ti钎料与金刚石、铝合金基体的牢固焊接。
激光钎焊;金刚石;铝合金;钎焊工艺
1 前 言
金刚石砂轮广泛用于光学玻璃、结构和功能陶瓷、宝石之类产品的加工[1]。作为高速磨削加工的砂轮,必须满足:①磨粒把持力高,粘结强度高;②砂轮质量轻,对主轴负荷的影响小。钎焊金刚石高速砂轮以活性钎料(如镍基钎料)与金刚石间的化学冶金结合,具有很高的磨粒把持强度[2],但现有钎焊高速砂轮主要采用钢基体,其密度大,对主轴的负荷大,且动平衡困难。铝合金密度轻,比强度和比模量高,作为高速砂轮基体优势明显。但铝基材料熔点较低,且整体加热时易变形,现有的方法如高频加热、炉中加热均不适合。激光钎焊技术具有光斑直径小,能量密度高,可以局部加热且热影响区小的优势,从已有的研究结果[3-10]来看,采用激光加热可以实现金刚石在钢基体上钎焊。据此,本文尝试采用激光加热将金刚石钎焊在铝基基体上,以期为铝基钎焊砂轮提供基础实验数据,主要研究内容包括铝基材料选择、加热参数和表面处理等。
2 激光钎焊的原理及工艺参数选择
2.1 激光钎焊的原理
激光钎焊的原理是利用激光局部加热,当激光以一定的速率和功率照射到钎料层时,接收照射的表面材料吸收的光能向热能转换,这种转换是瞬间发生的,此时热能仅仅局限于粉末材料的激光照射区;然后,主要通过热传导和辐射的方式,向周围散失热量,受光束直接照射表面,其光斑中心处的材料温度最高,达到粉末熔点后,形成熔池,如图1、图2所示。光斑移开后,熔池因热传导而冷却凝固,形成金刚石钎焊连接头。
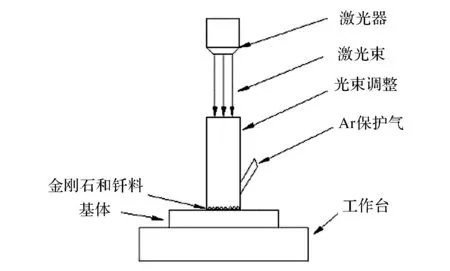
图1 激光钎焊示意图Fig.1 Laser brazing diagram

图2 激光钎焊过程中激光能量传递Fig.2 The laser energy transfer in laser brazing process
2.2 工艺参数的选择
激光钎焊金刚石的工艺参数复杂,可分为激光器方面和非激光器方面。非激光器方面,主要是钎料与粘结剂的配比、钎料层的厚度、保护气体、金刚石粒度的大小和金刚石的晶型完整等因素。激光器方面主要参数有激光功率、扫描速度和离焦量、光束模式等。
激光输出功率和激光加热时间共同决定了工件表面某点吸收能量的多少。激光功率、扫描速度与钎焊层性能密切相关,定义激光输入线能量为:
(1)
式中,λ为线能量(J/mm2),P为激光功率(W),ν为扫描速度(mm/s),D为光斑直径(mm)。
激光输入线能量能直观地反映单位时间内光束辐射给钎焊层的能量,它是激光能量是否有效利用的重要参数。从式(1)可以看出在一定的激光功率下,提高扫描速度,激光线能量下降,钎料熔化不充分;反之,钎料会过度熔化,甚至在基体表面形成熔池。对一定激光功率和一定厚度的钎料层都有一个合适的扫描速度范围,参数合适可使钎料充分熔化而基体不熔化。通过离焦量可调整能量密度。离焦量不仅影响焊件表面激光光斑大小,而且影响光束的入射方向,因而对焊接熔深、焊接宽度和焊接横截面形状有较大影响。
3 实验条件和方案
3.1 实验条件
3.1.1 实验设备
激光钎焊在IPG500W光纤激光器上进行,选择连续出光模式,激光功率140~170W,负离焦10~15mm,扫描速度0.35mm/s,圆形光斑,同轴吹氩气保护气,采用直线扫描的方式激光钎焊。钎焊后试样的形貌通过基恩思VHX-100三维视频显微镜观察分析。
3.1.2 实验材料
金刚石:选用ISD1600型优质高强度金刚石,其粒度为35/40目(约420~500μm)。初选基体为,4032-T651、6061-T651和7075-T651铝合金,主要参数如表1所列,加工成20mm×20mm×5mm的长方体试样。钎料:Ag-Cu-Ti合金粉末。
3.2 实验方案
3.2.1 用三种铝合金基体激光钎焊的实验
首先将加工好的4032、6061和7075铝合金基体分别置于超声清洗机中清洗20min ,清洗液为工业酒精。再将基体通过NaOH水溶液和硝酸后烘干。将钎料涂敷在基体表面上,再布上金刚石。通过调整激光器的参数,比较不同铝合金基体与金刚石、钎料的钎焊效果。
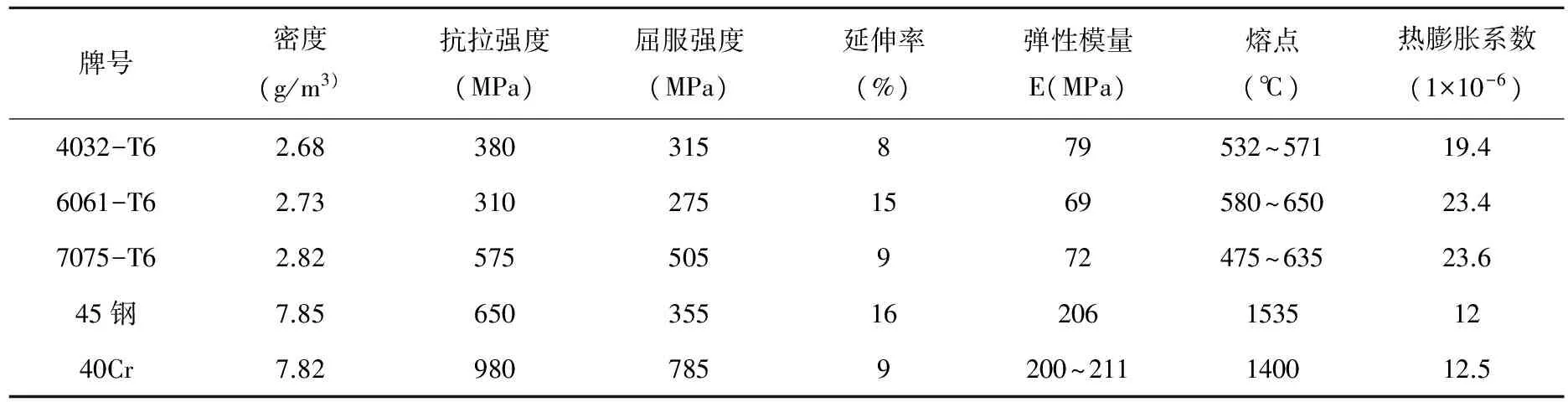
表1 常见金属的材料物理性能
3.2.2 用三种去除铝合金表面氧化膜后激光钎焊的实验
选用7075铝合金作为基体,通过三种不同的去除铝合金表面氧化膜的方法,分别是机械打磨法、化学去除氧化膜法和活性剂去除氧化膜法。试样1(机械打磨法):将基体置于超声清洗机中清洗20min后干燥。试样2(化学去除法):将基体通过NaOH水溶液和硝酸清洗后烘干。试样3(活性剂去除法):在试样表面涂覆氯化钠溶液后烘干。通过对三种不同去除氧化膜后的铝合金基体做激光钎焊实验,比较哪种去除氧化膜的方法更有效。
4 实验结果分析
4.1 不同铝合金基体激光钎焊的实验分析
4.1.1 钎焊后试样整体形貌分析
图3、图4和图5是三种铝合金在不同工艺参数下,激光钎焊后的试样形貌。
通过对比分析,在相同的工艺参数下,6061铝合金较难钎焊上金刚石,钎料较难熔于铝合金表面,焊道不完整,金刚石脱落较多,随着增大激光功率到170W,如图4第7焊道,铝合金基体发生变形。4032铝合金钎焊效果较好,但同样存在焊道不完整,金刚石在钎焊过程中被推开,以及焊后脱落的现象。相比于6061和4032铝合金,7075铝合金激光钎焊后的形貌好,焊道完整,金刚石在钎焊的过程中没有被推开,当激光功率增大到170W,如图5第7焊道,铝合金基体没有发生变形。
综上所述,从钎焊后的试样形貌、焊道完整性、基体是否变形和金刚石是否被推开来分析,7075铝合金在激光钎焊金刚石试验中,表现出更优的钎焊性能。
4.1.2 焊后形貌分析
利用基恩思VHX-100三维视频显微镜对钎焊后的试样观察分析,见图6(钎焊工艺参数:激光功率150W,负焦量10mm,扫描速0.35mm/s)。a图中有的金刚石在钎焊过程中被推开,并没有在焊道上,且钎焊时,钎料铺展不均匀,凝固时堆叠。(b)图中的钎料仅有小部分溶解、铺展在基体表面,金刚石钎焊得不牢固。(c)图中,金刚石晶型完整,无裂纹,钎焊时并没有被推开,且钎料熔化、铺展均匀。

图3 4032铝合金钎焊形貌Fig.3 Brazing morphology of 4032 aluminum alloy

图4 6061铝合金钎焊形貌Fig.4 Brazing morphology of 6061 aluminum alloy

图5 7075铝合金钎焊形貌Fig.5 Brazing morphology of 7075 aluminum alloy
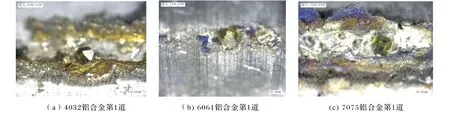
图6 激光钎焊金刚石三维形貌观察Fig.6 The three-dimensional morphology of laser brazed diamond
图7是激光功率150W,负焦量13,扫描速0.35mm/s的钎焊结果。图7a中,可看到在激光钎焊的过程中,熔化后铺展不均匀,钎料层熔化后聚在一起,从而导致焊道上有钎料层没有覆盖的铝合金表面,这是由于4032铝合金钎焊效果差,同时金刚石在钎焊过程中被推开的缘故。图(b)和图(c)钎焊效果较好,但相同参数下图(c)中金刚石晶型完整,钎料熔化并均匀地铺展在基体表面,同时金刚石底部被钎料包埋,7075铝合金基体表现出更好的钎焊效果。

图7 激光钎焊金刚石三维形貌观察Fig.7 The three-dimensional morphology of laser brazed diamond
表1的数据表明,7075铝合金相比4032和6061铝合金,其抗拉强度、屈服强度更高,具有高于任何软钢材料的高比强度,具有钢材无法替代的优势,再加上其具有易于加工成型的特点,且激光钎焊的效果好,故可以作为制备高速砂轮的基体材料。
4.2 用三种去除铝合金表面氧化膜后激光钎焊的实验分析
4.2.1 钎焊试样整体新貌分析
图8、图9和图10是采用三种不同去除氧化膜的方法,激光钎焊后的试样形貌。
通过对比分析,在相同的工艺参数下,从钎焊后的试样整体形貌、焊道完整性、钎焊中金刚石是否被推开和钎料熔化铺展是否均匀等方面比较,可以发现图9用化学法去除铝合金表面氧化膜后,激光钎焊的效果最好。而图8中所示,焊道不完整、钎料熔化铺展不均匀,金刚石大部分脱落。这是因为机械打磨法通常都会对铝合金表面产生划痕等物理损伤,而且去除氧化膜不彻底,导致钎料和铝合金基体表面的接触少,钎料熔化铺展不均匀。图10焊道不完整、钎料熔化铺展不均匀和金刚石没有焊上去。
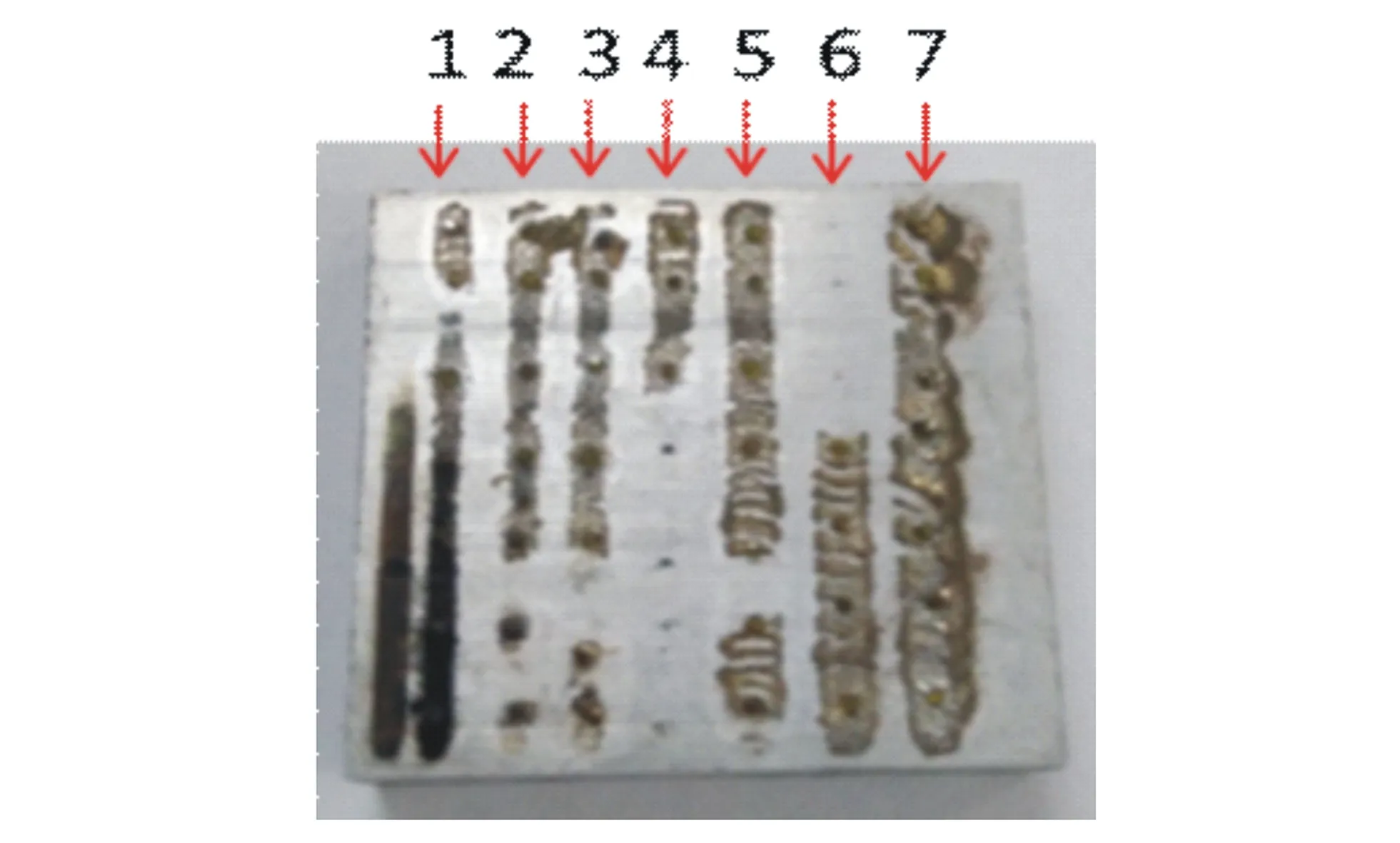
图8 机械打磨法钎焊后形貌Fig.8 Morphology after brazed by mechanical grinding
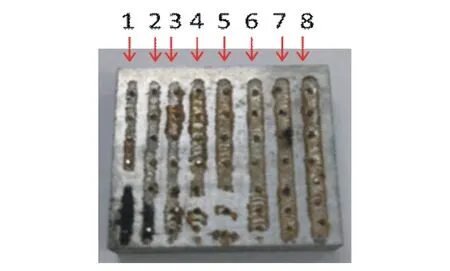
图9 化学去除法钎焊后形貌Fig.9 Morphology after brazed by chemical removal
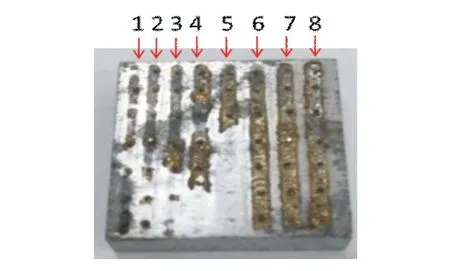
图10 活性剂去除法钎焊后形貌Fig.10 Morphology after brazed by active agent removal
综上所述。采用化学法去除氧化膜后的7075铝合金基体,其激光钎焊效果要比用机械打磨法和活性剂去除法的好。
4.1.2 焊后形貌分析
激光功率150W,负焦量13,扫描速0.35mm/s。图11(a)中激光钎焊钎料溶化,铺展得不均匀,凝固成片状聚在一起,钎焊效果不好,机械打磨不能较好的去除氧化膜。导致钎料无法与铝合金基体表面发生化学冶金反应,焊道不完整。图11(c)中,金刚石表面有石墨化、钎焊被推开、钎料层只有上部分熔化,导致出现凹坑。图11(b)采用化学法去除铝合金表面的氧化膜的效果好,相同的工艺参数下,焊道完整,钎料铺展得均匀,且金刚石晶型完整,钎料包裹住金刚石的底部。因为化学法结合了机械打磨法和酸洗法,碱蚀剂不仅能除去铝合金表面的氧化膜,对基体也有一定的整平作用。

图11 激光钎焊金刚石三维形貌观察Fig.11 The three-dimensional morphology of laser brazed diamond
4 总 结
(1)本实验采用三种不同的铝合金4032、6061和7075,选用Ag-Cu-Ti粉末钎料,在未对基体预热的情况下,三种铝合金均可以焊上金刚石,其中7075铝合金钎焊的效果最好,且具有良好的物理性能、较高的屈服强度和抗拉强度,适合做高速砂轮的基体和钎焊金刚石工具的基体选择。
(2)以7075铝合金作为基体,通过三种不同的去除氧化膜的方法,机械打磨法、化学去去除法和活性剂去除法,改变工艺参数,通过试样整体钎焊形貌和金刚石的三维形貌分析,化学法可以有效地去除铝合金表面的氧化膜,且可以对基体修平,钎料熔化均匀地铺展在基体表面,包裹住金刚石的底部。
[1] Inaski I,Howers T D. Abrasive machining in the future[J]. Annals of the CIRP,1993,42(2):723-731.
[2] 宋月清,刘一波. 人造金刚石工具手册[M]. 北京:冶金工业出版社, 2014.
[3] Huang Shengfang,Tsai Hsienlung,Lin Shuntian. Effects of brazing route and brazing alloy on the interfacial structure between diamond and bonding maxtrix[J]. Materials Chemisty and Physics . 2004,84:251-258.
[4] Sheng-Fang Huang,Hsien-Lung Tsai,Shun-Tian. Laser Brazing of Diamond Grits Using a Cu-15Ti-10Sn Brazing Alloy[J]. Materials Transactions,2002,43(10):2604-2608.
[5] 李嘉.激光钎焊金刚石磨粒工艺及机理研究[D].南京航空航天大学,2007.
[6] 杨志波.金刚石磨粒激光钎焊工艺与机理研究[D], 南京航空航天大学.2007.
[7] Liu Y, Koch J,Mazumder J,Shibata K. Processing,microstructure, and properties of laser-clad Ni alloy FP-5 on Al alloy AA333[J]. Metallurgical and Materials Transactions B,1994,25(3):425-434.
[8] Duhourg L, Hlawka F, Corne A. Study of aluminium-copper-iron alloys: application for laser cladding [J]. Surface and Coatings Technology, 2002, 151-152: 329-332.
[9] Vreeling J A, Pei Y T, Wind B, Ocelik V, De Hosson J Th M. Formation of Al2O3in reaction coatings produced with lasers [J]. Scripta mater, 2001, 44: 643-649.
[10] 徐建林,龙大伟,等.铝青铜表面激光熔覆层在3.5%NaCl溶液中的腐蚀行为[J].兰州理工大学学报,2010(3).
Investigation of Laser Brazing of Diamond / Aluminum Matrix
WANG Ying-Da, SU Yan-fang, ZHANG DA-jiang, HUANG Guo-qin
(InstitutionofManufactureEngineeringofHuaqiaoUniversity,Xiamen361021,China)
Three types of aluminum alloy matrix, 4032, 6061 and 7075, have been laser brazed under argon atmosphere with Ag-Cu-Ti solder and laser brazing experiments of 7075 aluminum alloy, which surface oxidation film has been removed by three different methods, have been conducted and compared. The diamond morphology after being brazed has been observed and analyzed by fiber laser and ultra-deep microscope. Result shows that the laser brazing of diamond onto a 7075 aluminum alloy matrix, which oxidation film has been removed by chemical method works best, and the firm welding of Ag-Cu-Ti solder, dimond and aluminum alloy matrix has been achieved.
laser brazing; diamond; aluminum alloy; brazing technology
2017-01-26
国家自然科学基金(51575198,51235004),华侨大学研究生科研创新能力培育计划资助项目(1511303021)
王颖达(1992-),男,硕士研究生,主要研究方向:高效精密加工。E-mail:10067712162@qq.com。
黄国钦, E-mail:smarthgq@hqu.edu.cn
王颖达,苏艳芳,张大将,等.激光加热连接金刚石/铝基的工艺研究[J].超硬材料工程,2017,29(2):1-6.
TQ164
A
1673-1433(2017)02-0001-06
