从铀钼矿石碱浸液中分离铀钼试验研究
2017-04-27支梅峰周志全张永明张海燕邓慧东曹令华
支梅峰,周志全,张永明,王 皓,张海燕,邓慧东,任 燕,曹令华
(核工业北京化工冶金研究院,北京 101149)
从铀钼矿石碱浸液中分离铀钼试验研究
支梅峰,周志全,张永明,王 皓,张海燕,邓慧东,任 燕,曹令华
(核工业北京化工冶金研究院,北京 101149)
研究了从某铀钼矿石碱浸液中分离回收钼和铀,确定了碱浸液酸化—溶剂萃取钼—沉淀钼、铀工艺流程,考察了萃原液酸度、酸洗相比等参数对铀、钼分离的影响,绘制了钼萃取平衡曲线。试验结果表明:碱浸液酸化至pH=2.5,用三脂肪胺萃取钼、硫酸洗涤负载有机相,可以实现钼与铀的分离,反萃取液可直接沉淀钼,钼萃余水相可直接沉淀铀产品。
碱浸液;酸化;三脂肪胺;萃取;沉淀;钼;铀
铀钼矿较为常见,铀、钼的有效分离是综合回收铀、钼的重要研究课题之一。
某铀钼矿中有大量碳酸盐等耗酸物质,不宜采用酸法浸出,而碱法浸出后,浸出液呈弱碱性,无法直接采用溶剂萃取法回收铀、钼,需要预先对浸出液进行处理。
碱性浸出液中的铀、钼分离大都在碱性体系中进行[1-12],酸性溶液中的铀钼分离主要在酸度较高的条件下进行。试验针对某铀钼矿石碱浸液中钼浓度高铀浓度低、呈弱碱性的特点,研究了将碱性浸出液酸化至弱酸性,再用溶剂萃取法分离铀、钼。
1 试验部分
1.1 试验试剂
三脂肪胺(N235),工业纯,洛阳市中达化工有限公司;磷酸三丁酯(TBP),分析纯,天津市福晨化学试剂厂;磺化煤油,工业纯,上海莱雅仕化工有限公司;硫酸,氢氧化钠,分析纯,北京化工厂。
碱性浸出液:对某铀钼矿石以碳酸钠溶液加双氧水进行浸出,获得浸出液,浸出条件:矿石粒度-120目占85%,碳酸钠用量为5%(与矿石质量比),双氧水用量为0.3%(与矿石质量比),浸出温度70 ℃,浸出液固体积质量比1∶1。浸出矿浆过滤后得到碱浸液,成分见表1,pH=7.87。

表1 铀钼矿石碱浸出液成分 g/L
1.2 试验设备
pH计,PHSJ-4型,上海雷磁仪器厂;电子天平,AB-160,美国Denver公司;恒温水浴锅,HH-2,江苏金坛晶玻实验仪器厂;电动搅拌机,RW-20,德国IKA公司;恒温磁力搅拌器,RCT-basic,德国IKA公司。
1.3 试验方法
试验在烧杯中进行。先对碱浸液进行酸化,去除碳酸根、碳酸氢根,然后调溶液pH,之后用N235萃取钼,使钼与铀分离。
碱浸液酸化:取一定体积碱浸液,磁力搅拌条件下,缓慢加入100 g/L硫酸,调至溶液呈酸性。
溶剂萃取:取一定体积有机相和水相(酸化碱浸液)置于烧杯中,磁力搅拌,混合反应一定时间后,转移至分液漏斗中分相,分别得到负载有机相和萃余水相。
分配系数与分离系数:萃取分配系数(D)和分离系数(β)是萃取分离过程中的2个重要指标。有机相与水相接触后分相,水相中钼、铀浓度分别以x(Mo)和x(U)表示,有机相中铀、钼浓度分别以y(Mo)和y(U)表示。
2 试验结果与讨论
2.1 碱浸液酸化
对碱浸液进行酸化处理,考察碱浸液酸化现象和硫酸耗量。
取150.0 mL碱浸液,缓慢加入100 g/L硫酸溶液,观察酸化过程中的现象,试验结果及现象见表2。
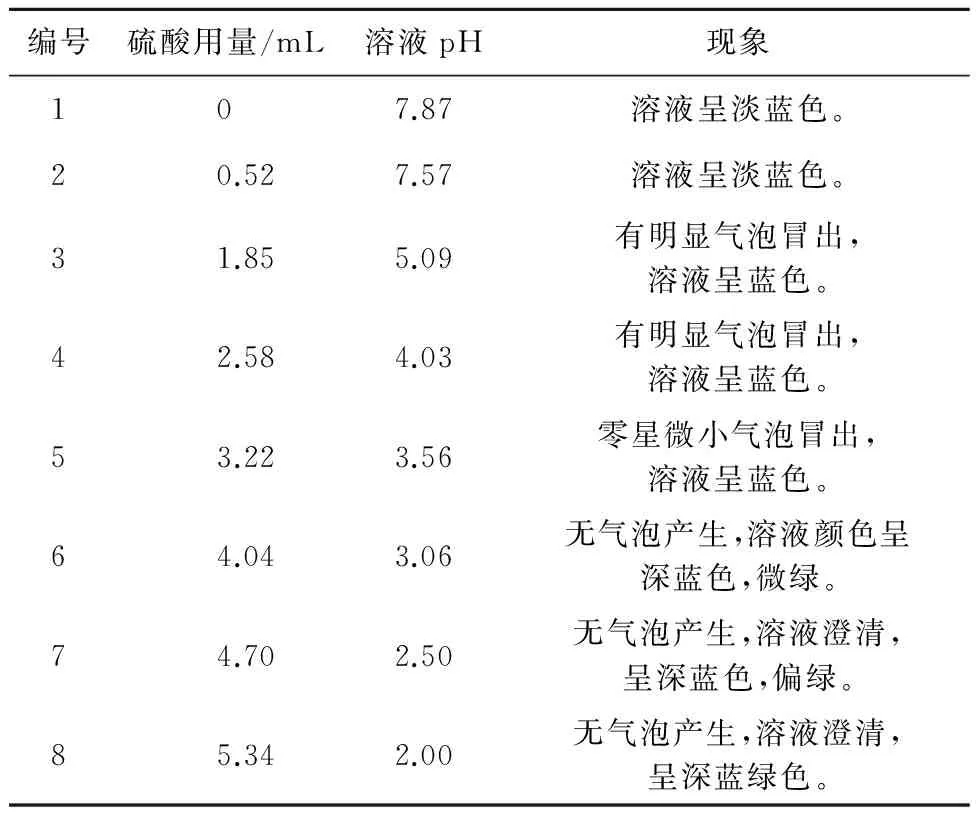
表2 碱浸液酸化试验结果及现象

(1)
从式(1)看出,钼酸根的聚合要消耗酸。在pH=2.5左右时,钼多以八聚体形式存在:

(2)
溶液酸化过程中,酸耗主要来自碳酸根及碳酸氢根的中和反应、钼酸根聚合反应。由表2计算出,150 mL碱浸液调pH至2.5时需消耗0.47 g硫酸,折合每L碱浸液需3.13 g硫酸。
2.2 溶剂萃取钼
在硫酸体系中,N235可以萃取钼,也可以萃取铀,而溶液酸度对于钼、铀的萃取影响显著。
2.2.1 溶液酸度对铀钼分离的影响
控制相比VO∶VA=1∶5,混合时间5 min,温度20 ℃,有机相组成为0.05 mol/L N235+0.54 mol/L TBP+煤油溶液,萃原液为酸化碱浸液。
有机相酸化:用三脂肪胺作萃取剂,使用之前需要酸化处理[1-2]。

(3)

(4)
萃原液制备:碱浸液先用100 g/L硫酸酸化至pH为2.0,除尽其中的碳酸根,再用2.5 mol/L氢氧化钠溶液调pH,得到目标溶液。
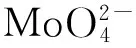
溶液pH对N235萃取铀、钼的影响试验结果如图1所示。
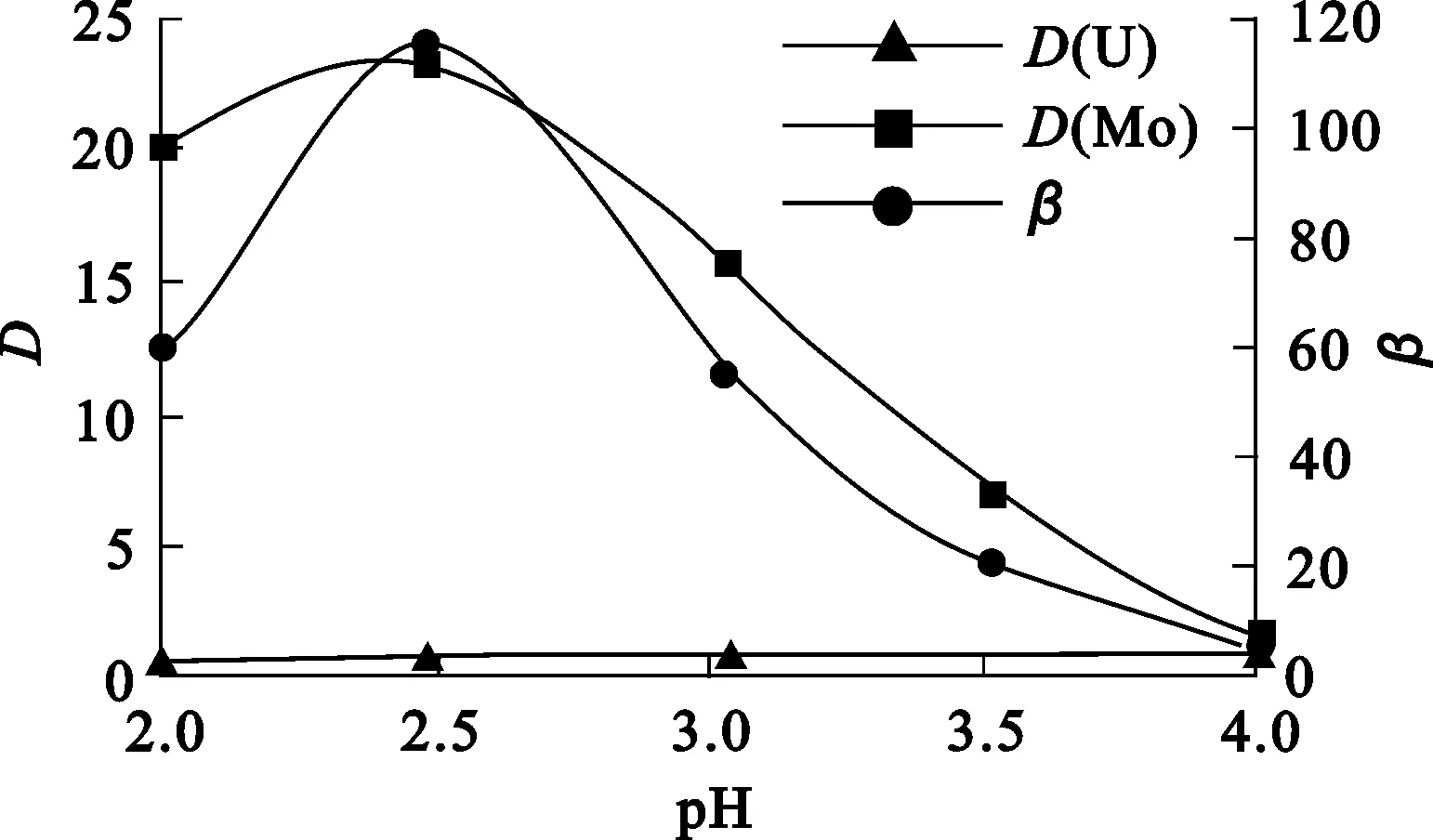
图1 溶液pH对N235萃取铀、钼的影响


(5)


(6)

(7)
由表2和图1看出:萃原液pH大于2.5,钼萃取率随pH升高而下降。这一方面是酸度降低有机相中已经质子化的胺向游离胺形式转变,即式(3)的逆过程,丧失萃取能力;另一方面是钼聚合物而发生解聚,即式(1)的逆过程,向不利于萃取的方向转化。
另外,负载有机相中铀质量浓度维持在0.1 g/L左右,随萃原液酸度改变变化不大。钼、铀分离系数随溶液酸度降低先增大后降低,在pH为2.5时达最大。从提高铀、钼分离效果及降低硫酸消耗角度考虑,碱性浸出液酸化终点pH在2.5左右较为适宜。
2.2.2 萃取平衡曲线绘制及串级萃取
根据式(5)可以计算出有机相中N235浓度与铀质量浓度的关系。根据碱浸液钼质量浓度,如果控制负载有机相钼质量浓度在10 g/L左右,则需要的N235浓度为0.05 mol/L左右,此条件下有机相饱和度较高,萃取剂利用率较高,钼铀分离效果较好,而且酸、碱消耗量较少。用N235萃取钼时,一般混合1~2 min即达平衡。萃取在20 ℃左右的常温下进行。
根据理论分析和文献数据,确定有机相组成为0.05 mol/L N235+0.54 mol/L TBP+煤油溶液,碱浸液酸化至pH=2.5,混合时间5 min,温度20 ℃,通过系列相比法绘制萃取平衡曲线,试验结果见表3。控制萃余水相钼质量浓度为0.02 g/L,相比VO∶VA=1∶5,绘制操作线,结果如图2所示。
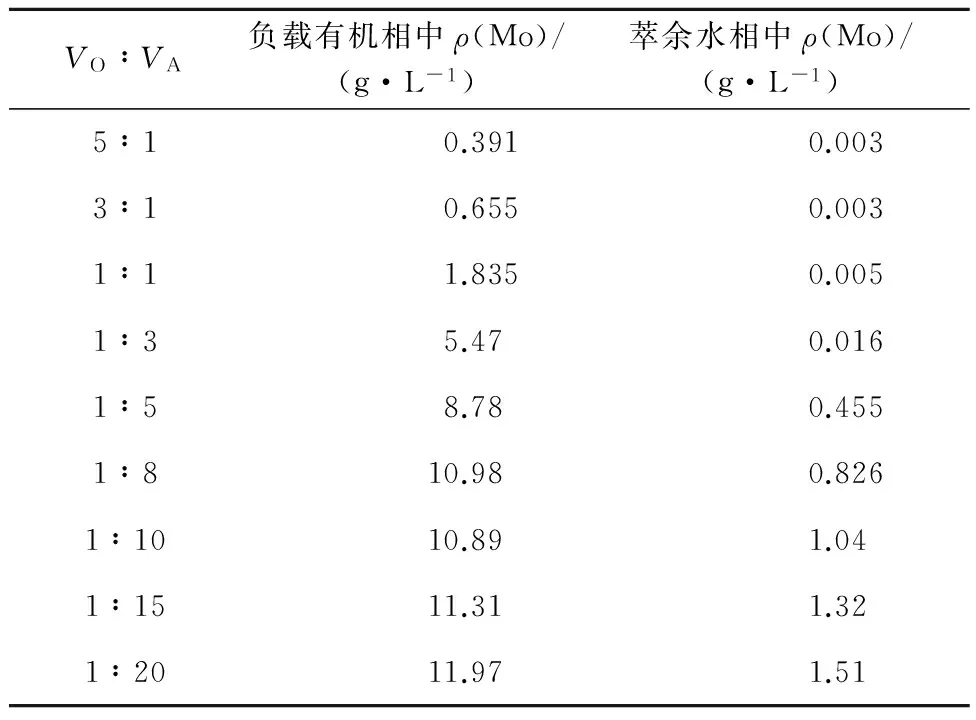
表3 不同相比条件下钼的萃取结果
图2 钼萃取平衡曲线
由图2看出:只需要2级萃取即可将萃原液中的钼质量浓度由2 g/L左右降至0.02 g/L以下。
控制流比qO∶qA=1∶5,混合时间5 min,温度20 ℃,2级逆流萃取试验结果见表4。
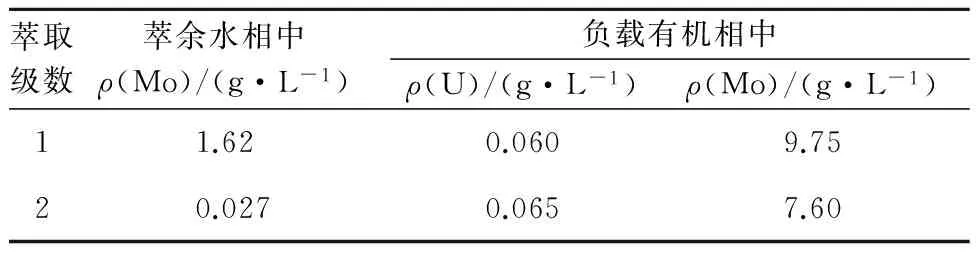
表4 二级逆流萃取试验结果
从表4看出:经2级逆流萃取,萃余水相中,钼质量浓度由2.08 g/L降至0.027 g/L;负载有机相中,钼质量浓度为9.75 g/L,铀质量浓度仅为0.06 g/L,钼萃取率达98.7%铀萃取率仅为2.97%。
根据式(6),有机相中N235浓度为0.05 mol/L时,萃合物中N235与钼的物质的量比为1∶2,据此可计算出钼的理论负载容量为0.1 mol/L,折合质量浓度为9.6 g/L,这与试验结果的9.75 g/L相近。实际萃取过程中,控制负载有机相中钼质量浓度为8~10 g/L,经3级逆流萃取,可以实现铀、钼的有效分离。
2.3 钼负载有机相的酸洗除铀
串级萃取试验所得负载有机相中钼质量浓度为9.75 g/L,铀质量浓度为0.06 g/L,钼、铀质量比为162.5,需要进一步分离。
根据萃取机制及文献[1,2,5]报道,采用酸性溶液洗涤负载有机相,可以除去部分被萃取的铀。
试验用2 mol/L硫酸溶液洗涤负载有机相,洗涤时间5 min,温度20 ℃,不同相比条件下酸洗除铀试验结果见表5。
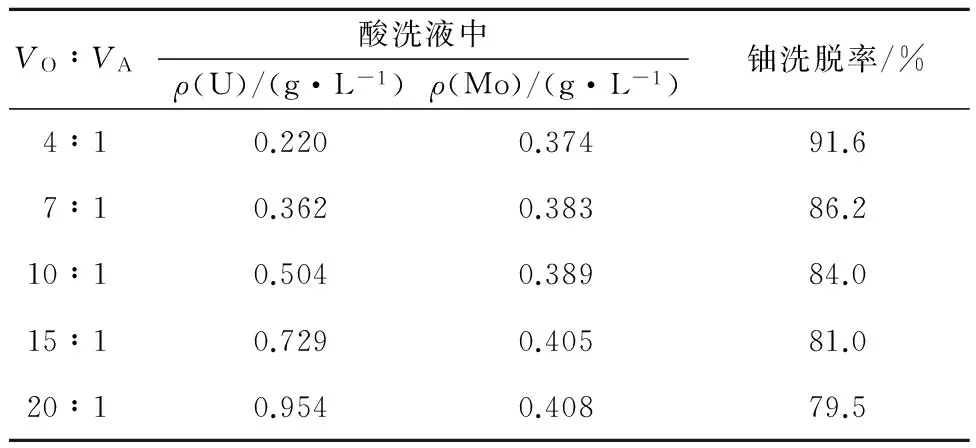
表5 不同相比条件下负载有机相的酸洗试验结果
由表5看出,随VO∶VA增大,酸洗液中铀质量浓度增大,铀洗脱率降低,钼质量浓度变化不大,在0.4 g/L左右,钼洗脱率小于0.5%。酸洗过程中,当洗涤相比VO∶VA增大时,洗液中铀质量浓度升高,铀洗脱率下降;如果洗涤相比过小,则会产生大量酸洗液。综合考虑,酸洗时的相比以控制在VO∶VA=10∶1为宜。
根据酸洗条件试验结果,控制流比qO∶qA=10∶1,用2 mol/L硫酸经3级逆流酸洗负载钼的有机相,接触时间5 min,温度20 ℃,试验结果见表6。
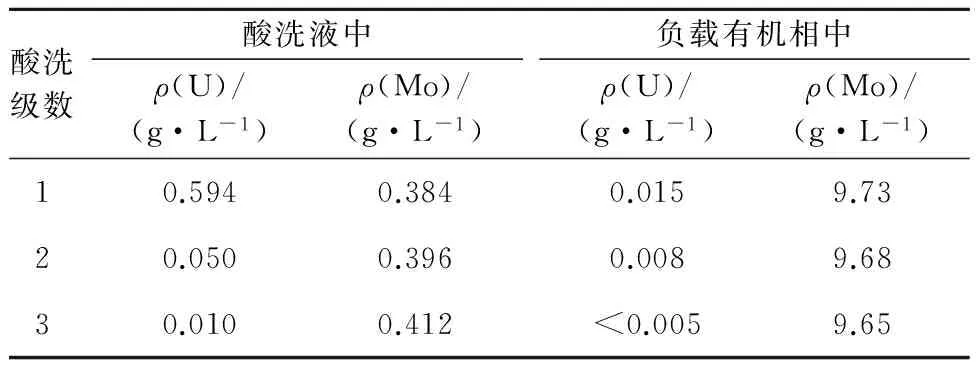
表6 钼负载有机相3级逆流酸洗试验结果
由表6看出:经3级逆流酸洗,负载有机相中铀质量浓度降至0.005 g/L以下,而钼质量浓度仅由9.75 g/L降至9.65 g/L,铀、钼分离效果较好。
酸洗液硫酸浓度较高,可直接返回酸化碱浸液,不会造成铀、钼的损失和硫酸的浪费。
2.4 钼的反萃取
对去除了铀的负载钼的有机相,在温度25~30 ℃、相比VO∶VA=13∶1条件下,用16%的氨水反萃取钼,得到钼的反萃取液,即钼酸铵溶液,其中钼质量浓度达130 g/L,铀质量浓度低于0.010 g/L,钼、铀质量比达13 000。该溶液可直接用于沉淀钼产品。
2.5 钼与铀的沉淀
2.5.1 钼的沉淀
对钼酸铵溶液先用双氧水调电位,然后加入硫酸镁、硫酸铝除杂,再用活性炭脱色,最后将溶液酸化至pH=1.5左右,沉淀出钼酸铵产品。钼沉淀时pH较低,而铀在此条件下不沉淀,钼产品中不含铀。
2.5.2 铀的沉淀
从水相中回收铀有多种方法,如溶剂萃取法、离子交换法和直接沉淀法[1-2]。钼萃余水相中杂质含量低,耗酸物质少,且溶液呈微酸性,可以采用直接加碱中和沉淀法回收铀。另外,沉铀母液可返回配制碱浸剂,故试验采用直接加碱中和法沉淀铀。
取100 mL钼萃余水相,控制反应温度60 ℃,缓慢加入2.5 mol/L氢氧化钠溶液调溶液pH至7左右,反应2 h后过滤,分析沉淀母液中铀、钼质量浓度,计算铀、钼沉淀率。试验结果见表7,沉淀所得重铀酸钠质量分析结果见表8。
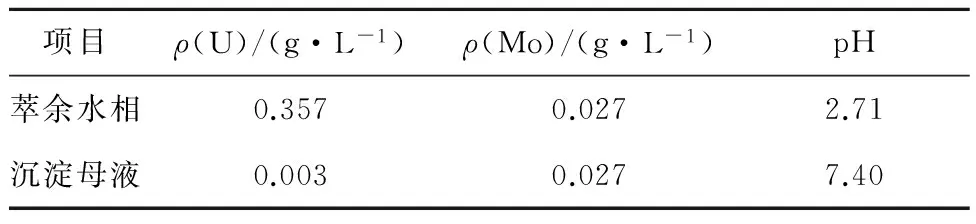
表7 钼萃余水相组成及沉淀铀的试验结果
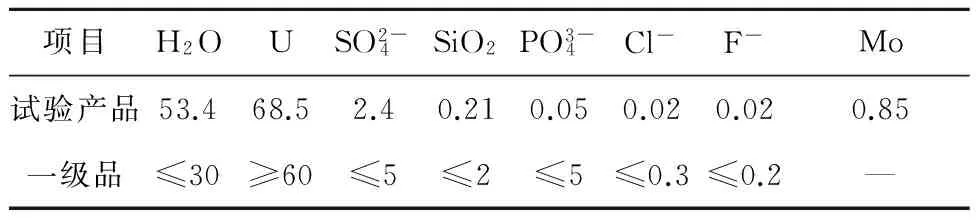
表8 重铀酸钠产品质量分析结果
从表7看出,铀沉淀率为99.1%,钼未沉淀。从表8看出,铀产品除含水率较高外,其质量符合EJ/T 803—1993标准。
3 结论
铀钼矿石碱浸液酸化至pH=2.5,然后用N235萃取钼、酸洗负载有机相除铀、钼萃余水相直接沉淀铀可以有效分离铀、钼。
酸洗液返回配制酸化碱浸剂,铀沉淀母液返回浸出,溶液可以形成闭路循环,废水量较少。
N235萃取钼过程中未出现第三相,这一方面是因为有机相中N235浓度较低,且有机相中加入了相改良剂TBP,另一方面是控制了负载有机相中的钼质量浓度。
试验结果可供类似铀钼资源的开发参考。
[1] 王德义,谌竞清,赵淑良,等.铀的提取与精制工艺学[M].北京:原子能出版社,1982.
[2] 杨伯和.铀矿加工工艺学[Z].北京:核工业北京化工冶金研究院,2002.
[3] 张国维,赵桂荣,刘蓉.钼在铀湿法冶金过程中的行为-钼酸在水溶液中的状态[J].铀矿冶,1990,9(1):23-29.
[4] 徐琼,张如金.从铀矿石浸出液中回收钼的实验方法[J].东华理工大学学报(自然科学版),2014,27(3):328-332.
[5] 李大炳,孟晋,康绍辉,等.用分步萃取法从某铀钼矿浸出液中分离回收铀钼[J].铀矿冶,2015,34(3):178-183.
[6] 支梅峰,舒祖骏,张永明,等.同步萃取法铀钼分离工艺研究[C]//全国铀矿大基地建设学术研讨会论文集,北京:中国核学会,2012:1302-1306.
[7] 孟晋,王洪明,陈儒庆,等.用离子交换法从某铀钼矿浸出液中回收与分离铀钼的研究[J].铀矿冶,2008,27(4):173-177.
[8] 邢会敏,刘艳,陈刚,等.国外铀钼伴生矿综合回收技术[J].铀矿冶,2006,25(4):165-168.
[9] 成宝海,肖超,肖连生.铀钼分离原理与工艺[J].湿法冶金,2011,30(2):99-102.
[10] 康绍辉,孟晋,王洪明,等.铀钼伴生矿堆浸综合回收技术研究[C]//中国核科学技术进展报告:中国核学会2009年学术年会论文集,北京:中国核学会,2009:120-126.
[11] 彭显佐,梁建龙,曾毅君.碱性堆浸溶液中铀钼分离及回收的研究[J].铀矿冶,1995,14(3):200-203.
[12] 陶德宁,宋文兰,赵品质,等.用季铵盐从碳酸铵、硫酸铵碱性解吸液中萃取分离铀、钼[J].铀矿冶,1988,7(2):8-15.
Separation of Uranium and Molybdenum From Alkali Leaching Solution of U-Mo Ore
ZHI Meifeng,ZHOU Zhiquan,ZHANG Yongming,WANG Hao,ZHANG Haiyan,DENG Huidong,REN Yan,CAO Linghua
(BeijingResearchInstituteofChemicalEngineeringandMetallurgy,CNNC,Beijing101149,China)
Separation of uranium and molybdenum from alkali leaching solution of U-Mo ore was studied.The process of acidification-solvent extraction-precipitation uranium and molybdenum was determined.The influence of solution acidity and phase ratio of acidic washing on separation of uranium and molybdenum were examined.The molybdenum extraction equilibrium curve was drew.The results show that the separation of molybdenum and uranium can achieve by acidizing the alkali leaching solution to pH of 2.5,solvent extracting molybdenum using tri-fatty amine and washing the loaded organic phase using sulfuric acid solution.The strip solution can directly precipitate ammonium molybdate,and the raffinate neutralized can directly precipitate uranium which meets the correlation standards.
alkali leaching solution;acidification;tri-fatty amine;extraction;molybdenum;uranium
2016-07-20
支梅峰(1984-),男,河南新蔡人,硕士,工程师,主要研究方向为铀提取和纯化、多金属综合回收等。
TF804.2;TL212
A
1009-2617(2017)02-0091-05
10.13355/j.cnki.sfyj.2017.02.002
