考虑轧制界面粗糙形貌的轧机辊系非线性振动特性研究
2017-04-20孙韵韵肖会芳徐金梧
孙韵韵, 肖会芳, 徐金梧
(北京科技大学 钢铁共性技术协同创新中心,北京 100083)
考虑轧制界面粗糙形貌的轧机辊系非线性振动特性研究
孙韵韵, 肖会芳, 徐金梧
(北京科技大学 钢铁共性技术协同创新中心,北京 100083)
轧制界面的粗糙形貌可导致界面行为的根本变化,极大地影响着轧机辊系的动力学响应行为。考虑轧制界面粗糙形貌的影响,建立了轧机辊系系统的非线性垂直振动动力学模型,计算了具有不同粗糙形貌轧制界面的轧机辊系系统非线性刚度特性和固有频率特性,并与采用Duffing振子描述界面刚度的传统轧机模型进行了对比。采用多尺度法求解了考虑界面粗糙形貌影响的轧机系统主共振幅频特性方程,并推导了系统受迫振动响应的跳跃频率和跳跃幅值表达式,分析了轧制界面粗糙形貌、激励载荷、非线性刚度率和阻尼对轧机辊系系统动力学响应特性的影响,为抑制轧机振动提供有效的理论参考。
轧机;垂直振动;粗糙形貌;非线性
高速轧机普遍存在振动,轧机振动不仅直接影响带钢产品表面质量,降低产品的成材率,严重时甚至引发轧机的颤振,导致断带等生产事故[1]。轧辊与带钢形成的轧制界面作为轧制过程的工作界面,其动力学特性对轧机振动有决定性影响。
近年来,许多学者将轧制界面特性与轧机振动之间的机理关系作为研究的重点。YOUNES等[2]将轧件等效为具有线性刚度的弹性零件,建立了轧机系统线性垂直振动模型。由于在高速轧制过程中,轧制界面接触刚度、阻尼的非线性特征客观存在,简化的线性接触刚度和阻尼模型难以真实准确地描述轧制界面的非线性动力学特征[3-6]。JOHNSON等[7]在轧制颤振模型中首次考虑了工作辊-支承辊界面的接触非线性因素对动力学特性的影响,指出非线性可以产生高频谐波振动。轧制时辊缝内高压、高温、高速的恶劣工作条件极易引起轧辊表面磨损而产生凹坑、麻点等缺陷,导致轧制界面有不同程度的粗糙形貌,轧制界面粗糙形貌特征的变化可使轧机系统动力学特性变化。目前,轧制界面的非线性刚度特性通常采用Duffing振子模型进行描述[8-9]。但是基于Duffing振子非线性刚度特性建立的轧机系统动力学模型,没有考虑轧制界面粗糙形貌等小尺度特征参数对界面动力学行为的影响,尚不能准确地描述轧机系统动力学特性。
本文考虑无润滑轧制界面粗糙形貌的影响,建立了轧机辊系非线性垂直振动动力学模型,计算了具有不同粗糙形貌轧制界面的轧机辊系系统的非线性刚度特性和固有频率特性,并与采用Duffing振子描述界面刚度的传统轧机模型进行对比。采用多尺度法求解了轧机辊系幅频响应特性方程,并计算跳跃频率和幅值,分析了轧制界面粗糙形貌和系统参数对轧机辊系主共振幅频曲线的影响特性,为改善板带表面质量,抑制轧机垂直振动提供基础。
1 考虑轧制界面粗糙形貌的轧机辊系非线性动力学模型
1.1 动力学模型描述
轧机辊系主要由机架、工作辊、支撑辊和轧件等组成,将工作辊和支撑辊简化为一个集中质量块m,建立的轧机辊系垂直振动动力学模型,如图1所示。其中,c1和k1分别为辊系与机架间的等效线性阻尼和刚度,vr为轧辊转速,r为轧辊半径。轧制过程中,由于板厚变化、张力波动等因素的影响,轧辊受到周期性外部扰动Ecos(ωt)。其中,E为简谐外激励幅值,ω为外激励角频率。
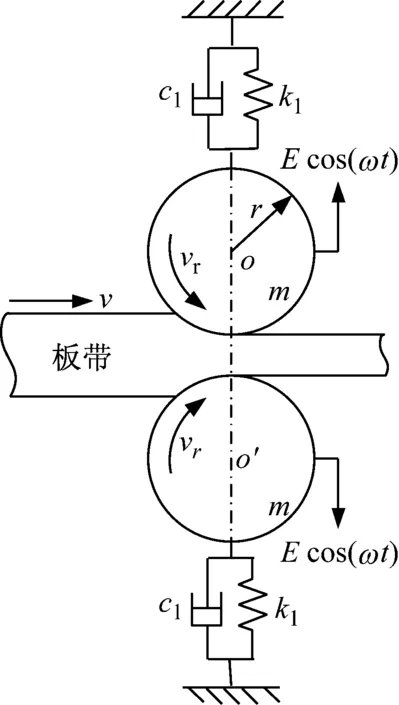
图1 轧机系统垂直振动示意图
由于轧机辊系上、下结构具有基本对称性且辊系垂直方向的振动中出现较多的是对称振动形式,因此,其动力学模型可以采用上轧辊-轧制界面或下轧辊-轧制界面进行描述[10-11]。本文以上轧辊-轧制界面为研究对象,将轧制过程中轧辊与轧件的相互作用等效为弹性体与刚性平面间的接触振动,考虑轧制界面粗糙形貌对接触刚度的影响,并假设轧制界面阻尼为线性粘弹性模型[11-14],建立的轧机辊系非线性动力学模型,如图2所示。其中,坐标原点为轧辊处于静平衡位置,c2为轧制界面等效线性阻尼,zs为系统处于平衡位置时弹簧的变形量,z为轧机辊系相对于静平衡位置的位移。
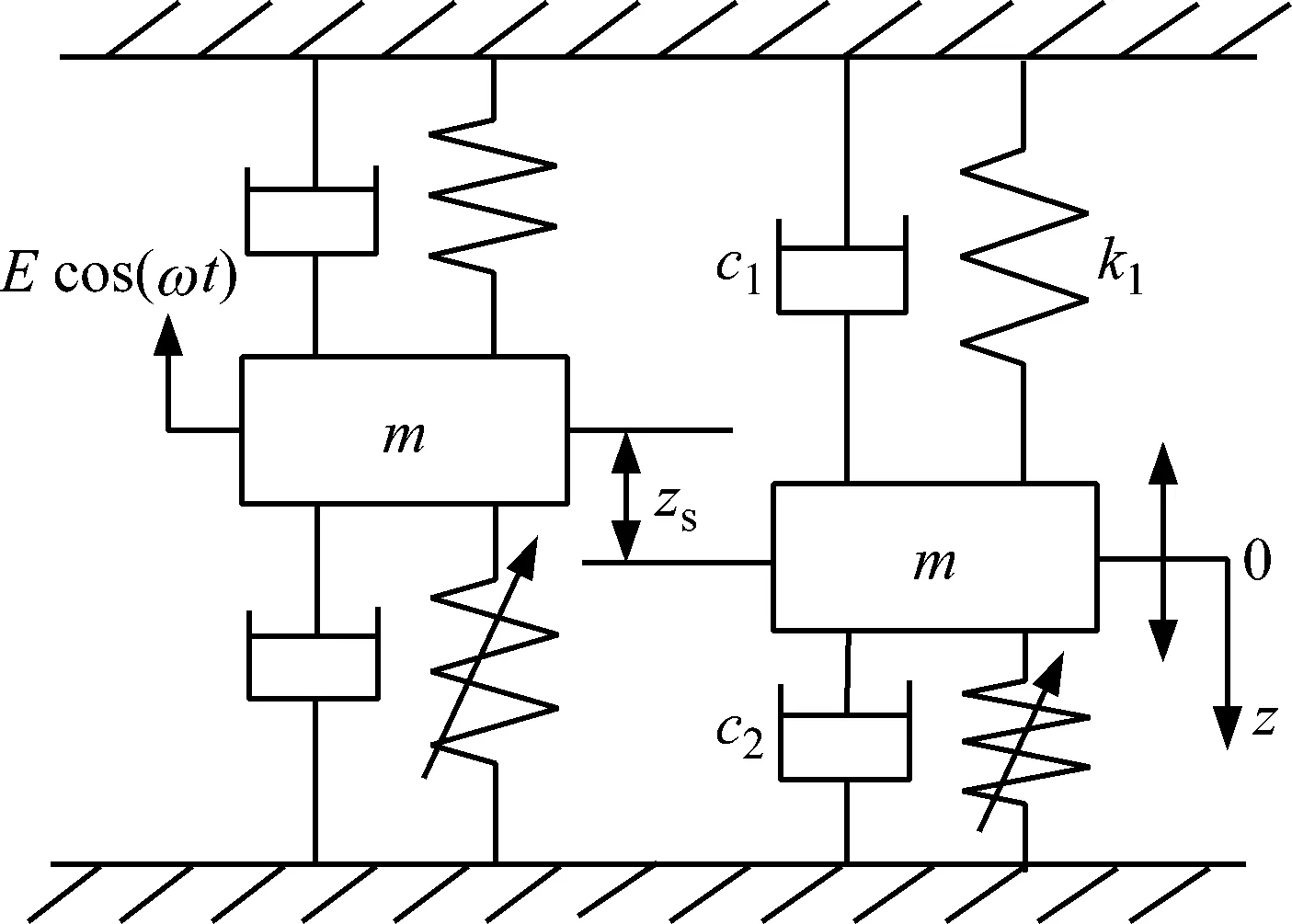
图2 轧机系统非线性动力学模型
图2所示的考虑轧制界面粗糙形貌的轧机辊系非线性动力学模型,在其静平衡位置附近的垂直振动动力学方程可以表示为

(1)
其中,fn(z,zs)表示粗糙轧制界面的非线性弹性回复力。
1.2 粗糙界面非线性弹性回复力
为了获得轧机辊系的动力学响应特性,需要首先确定粗糙轧制界面的非线性弹性回复力fn(z,zs)。通常,轧制界面的粗糙形貌可以采用统计学参数进行表征和描述,如表面高度的标准偏差Rq、倾斜度Sk和峭度K,但是这些统计学参数依赖于样本的尺寸和测试仪器精度,具有尺度依赖性。与统计学参数模型相比,基于分形几何理论的表面分形模型具有自相似和尺度独立的特性,克服了统计学模型尺度依赖性的缺陷,更能从本质上描述粗糙表面的特征[15-19]。轧制界面的三维分形表面采用修正的两参数Weierstrass-Mandelbrot函数描述,其表达式为
(2)
式中,轧制界面粗糙形貌由尺度独立的分形参数D和G控制。表面分形维数D,其物理意义是粗糙表面所占据的空间程度大小,D值越大对应于越密集的表面形态(更光滑的表面形貌);表面分形粗糙度G是高度尺度参数,G值越大对应越粗糙的表面形貌。采用式(2)生成的轧辊各向同性三维分形表面,如图3所示。对磨削加工得到的轧辊表面,其表面粗糙度一般为0.2~1.6 μm。
基于式(2)的粗糙表面分形模型获得的粗糙界面接触力和变形之间的关系为[20]
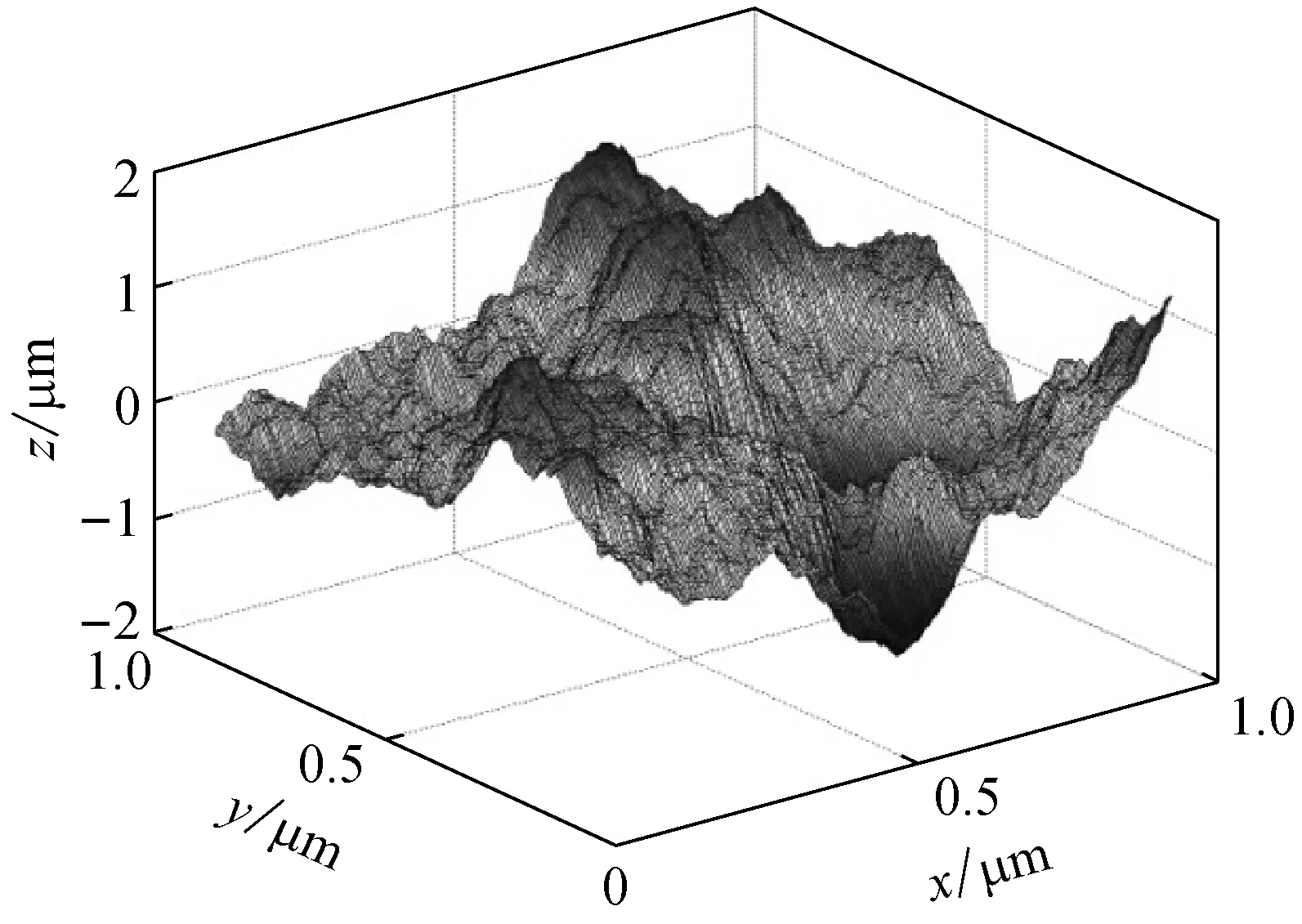
图3 轧辊的三维分形粗糙表面示意图
Fig.3 Three-dimensional Weierstrass-Mandelbrot fractal surfaces of roller
(3)
式中,δ表示变形量,系数k2和n取决于表面粗糙度和材料特性,刚度指数n的取值范围一般为n=[1.0,2.7]。轧制界面粗糙形貌不同时,刚度指数n不同且n值随轧制界面粗糙程度的增大而增大。当n=1.0时,式(3)的弹性回复力为线性,对应的动力系统为线性系统;当n=1.5时,式(3)对应于Hertz弹性接触的回复力关系[21]。
1.3 轧机辊系非线性振动动力学方程
将获得的粗糙轧制界面弹性回复力表达式(3)代入轧机系统垂直振动动力学方程式(1),可得
(4)
由于式(4)的非线性弹性回复力含有任意指数n,难以获得其精确的解析解,而对轧制界面的垂直振动而言,通常情况是轧辊在静平衡位置附近振动,为了获得其振动响应的解析表达式,将轧制界面的弹性回复力fn(z,zs)在静态平衡点z=0附近作三阶泰勒展开,忽略高阶项,获得的近似非线性动力学方程可以表示为
(5)
并引入时间尺度τ=ωst,则式(5)对应的无量纲形式可表示为

(6)
其中,β定义为非线性刚度率,其表达式为
(7)
式(7)显示,非线性刚度率β反映了由轧制界面粗糙形貌引起的非线性刚度占系统总刚度的比例,0<β<1。在无接触分离发生的初始位移范围内,u≥-1。
2 考虑轧制界面粗糙形貌的轧机辊系固有频率特性分析
轧机非线性振动系统的弹性回复力和无阻尼固有频率特性随轧制界面粗糙形貌的变化而变化。与式(6)对应的轧机辊系无阻尼自由振动方程为
(8)
其无量纲弹性回复力为
(9)
对式(8)所示的系统,采用多尺度方法(MMS)求解固有频率。假设一个小参量ε,定义不同尺度的时间变量Tn=εnt,n=0,1,2,…,有
(10)
假设式(8)的解为
(11)
将式(10)和式(11)代入式(8),并令ε,ε2和ε3项系数相等,可得
(12)
(13)
(14)
设式(12)的解为
(15)
将式(15)代入式(13),可得
(16)
其中cc表示共轭,式(16)的解可以表示为
(17)
将式(15)和式(17)分别获得的u1和u2代入式(14),并消除久期项,得
(18)
假设
(19)
其中a和φ是关于T2的函数,将式(19)代入式(18),并分离实部和虚部,可得
(20)
其中,φ0是常数。将式(15),式(17),式(19)和式(20)代入式(11),得
(21)
其中
(22)
当无量纲初始条件为u(0)=U0,u′(0)=0时,φ0=0,得
(23)
将式(23)代入(22),获得的固有频率表达式为
(24)
为了显示轧制界面粗糙形貌对系统刚度和固有频率的影响,选取不同的刚度指数,分别为n=nmin=1.0,n=1.5和n=nmax=2.7,计算轧机辊系系统弹性回复力和无阻尼固有频率,并与Duffing振子描述的弹性回复力f(u)=u+1/3βu3和对应的系统固有频率进行对比。无量纲弹性回复力-变形关系曲线,如图4所示。图4显示,对于Duffing振子模型,当位移递增时,系统刚度随变形增大而增大,具有渐硬非线性,且弹性回复力-变形关系与轧制界面粗糙度无关;对于考虑界面粗糙形貌影响的轧机辊系系统,其无量纲弹性回复力-变形曲线的非线性度随轧制界面粗糙度的增大而增大。图4同时显示,对于考虑轧制界面粗糙形貌的轧机辊系系统,由于其弹性回复力具有二次指数项,系统相对于静平衡位置u=0具有非对称特性:当位移向正方向递增时,刚度随变形增大而增大,系统为渐硬非线性;反之,当位移向负方向递增时,刚度随变形增大而减小,系统为渐软非线性。而对Duffing振子描述的弹性回复力而言,系统相对于静平衡位置u=0是对称的:位移向正方向或负方向递增时,系统刚度均增大,系统具有渐硬的非线性特性。
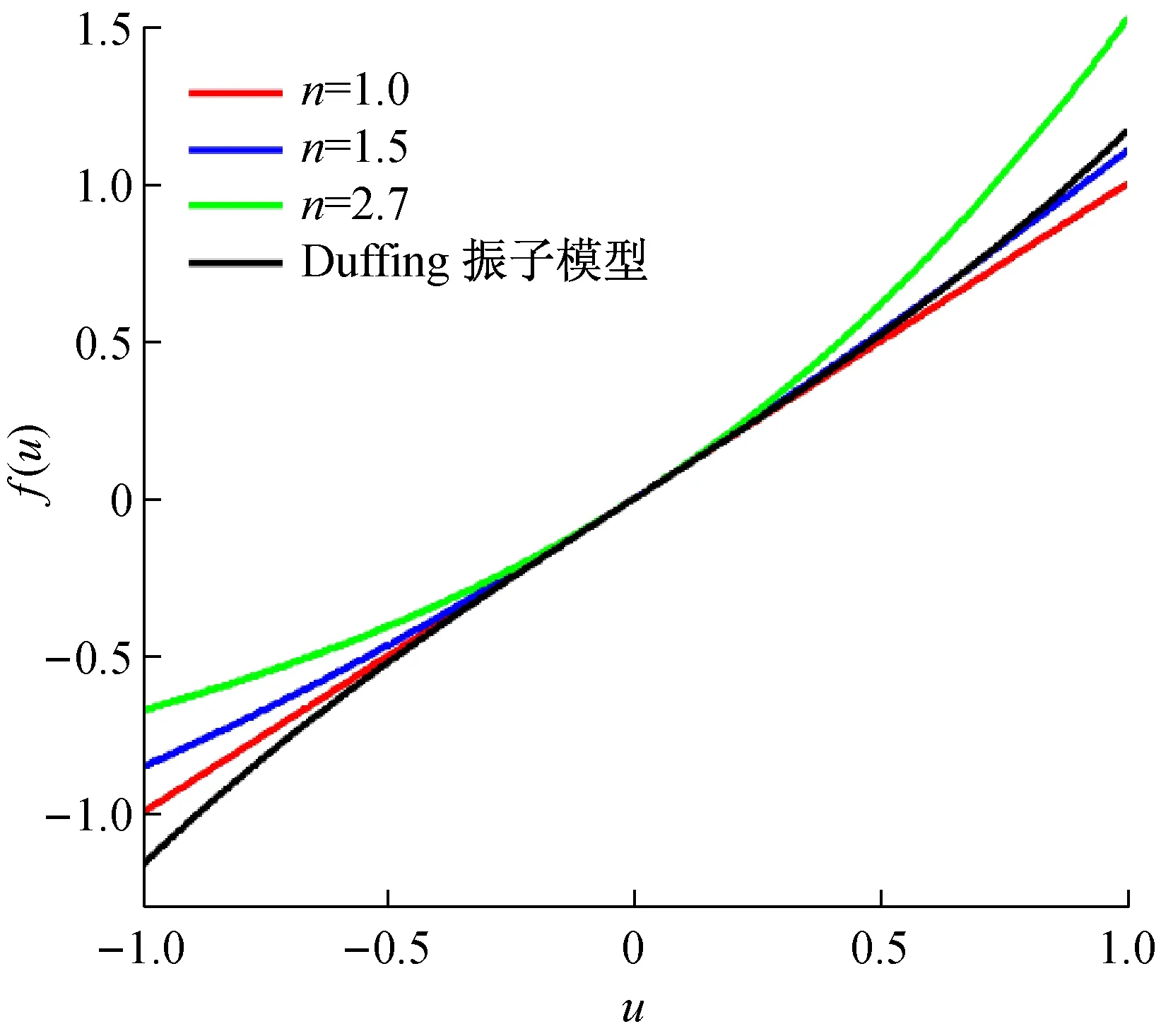
图4 无量纲弹性回复力-变形关系曲线
对具有不同粗糙形貌轧制界面的轧机辊系系统,其固有频率随初始位移的变化关系曲线,如图5所示。对于Duffing振子模型描述的轧机系统,最小固有频率出现在静平衡位置U0=0,由于系统刚度具有渐硬非线性特性,系统的固有频率随初始位移的增大而增大,即振动幅值越大,周期越短,且刚度指数n的变化对系统固有频率特性无影响,Duffing振子模型描述的轧机系统的固有频率与轧制界面粗糙形貌无关,因此用Duffing振子描述界面刚度的传统轧机模型不能为生产实际提供准确的理论指导。对于考虑轧制界面粗糙形貌影响的轧机辊系系统,最大固有频率出现在静平衡位置U0=0,且固有频率随初始位移的增大而减小,即二次非线性和三次非线性项的叠加使系统非线性特性表现为渐软非线性,振幅越大,周期越长。图5同时显示,对于n=1的线性系统,系统固有频率为恒定值Ω0=1,与初始条件无关。当刚度指数n>1.0时,随着初始位移向正方向或负方向偏离静平衡位置,固有频率均减小(Ω0<1):对刚度指数n=1.5,固有频率的最大减小量约为2%;对最大刚度指数n=nmax=2.7,固有频率的最大减小量约为3%,因此固有频率的变化量随非线性刚度指数的增大而增大,表明固有频率的变化量随轧制界面粗糙程度的增大而增大。
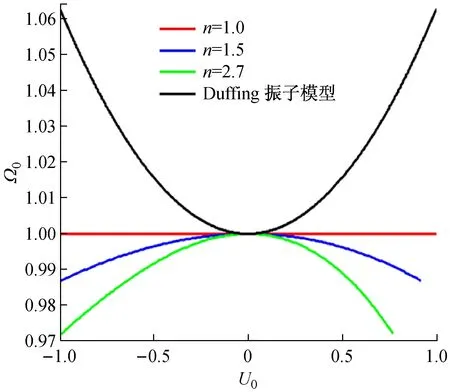
图5 无阻尼自由振动系统固有频率随初始位移变化曲线
Fig.5 The normalized natural frequency as a function of the initial amplitude
3 轧机辊系非线性动力学响应特性分析
对于考虑轧制界面粗糙形貌影响的轧机辊系系统,其弹性回复力和固有频率特性表明,系统具有渐软非对称的非线性特性。当轧机辊系系统受简谐激励作用时,采用多尺度法求解系统主共振的幅频响应方程,假设式(6)所示系统的解为
(25)
轧机系统主共振时激励频率接近于系统固有频率,令
(26)
将式(25)和式(26)代入式(6),并令相应的ε0,ε1和ε2项系数相等,得
(27)
(28)
(29)
设式(27)的解为
(30)
将式(30)代入式(28),可得
(31)
消除式(31)中的久期项,其解为
(32)
将式(30)和式(32)分别获得的u0和u1代入式(29),并消除久期项,得
(33)
令A=1/2U1exp(iφ),代入式(33),并分离实部和虚部, 得到系统主共振时响应幅值与激励频率之间的关系表达式为
(34)
由于系统具有非线性特性,因此外扰力频率缓慢变化时系统存在振幅跳跃现象。为了保证式(34)的幅频响应具有解,需满足
(35)
当振幅U1到达峰值时式(35)等号成立,因此振幅向下跳跃点的幅值为
(36)
对应的向下跳跃频率可以确定为
(37)
由于向上跳跃频率Ωu与阻尼无关[22-23],在式(34)中令ζ=0,可得
(38)

(39)
对应的向上跳跃频率可以确定为
(40)
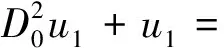
轧制界面的刚度指数分别为n=nmin=1.0,n=1.5和n=nmax=2.7时,系统主共振响应幅值U1与激励频率Ω之间的关系曲线,如图6所示。其中,激励幅值为F=0.01,阻尼比为ζ=0.005,非线性刚度率为β=0.5。图6显示,非线性刚度指数n增大,即轧制界面粗糙程度增大,幅频响应曲线的非线性度增大,系统共振区域增大,该计算结果与通过实验观测获得的带钢表面缺陷率随轧制界面粗糙程度增大而增大的结论一致[24-25]。当刚度指数n=1.0时,系统为线性接触振动系统,其幅频响应曲线为单值曲线,曲线无弯曲,系统响应无突变。对刚度指数为n=1.5和n=nmax=2.7的非线性振动系统,由于系统具有渐软非线性特性,其主共振幅频响应曲线向左侧弯曲,在同一激励频率下系统响应具有多值性,而多值解中的不稳定解(AC段、EG段)将会引起系统的响应幅值跳跃突变。当激励频率增大时,响应幅值突变跳跃到较大的值;当频率减小时,响应幅值突变跳跃到较小的值。对刚度指数为n=2.7(n=1.5)的轧机非线性振动系统,当激励频率逐渐增加时,响应幅值从点A突变跳跃到点B(点E突变到点F);当激励频率逐渐减小时,响应幅值从点C突变到点D(点G突变到点H)。
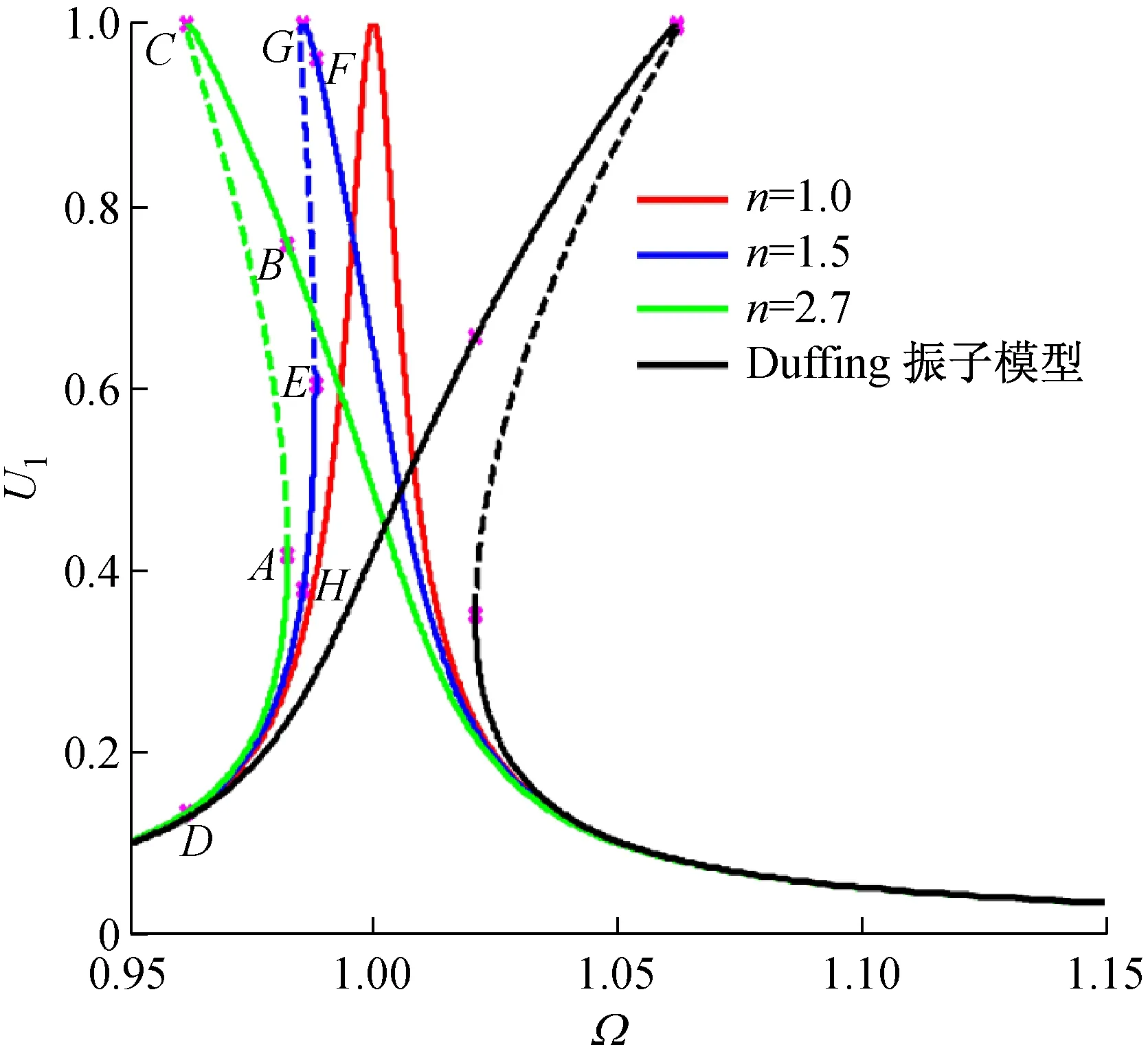
图6 轧制界面粗糙形貌变化时主共振幅频曲线
图6同时显示,幅频响应曲线向左侧弯曲的程度随轧制界面非线性刚度指数n的增大而增大,振幅跳跃点对应频率随非线性刚度指数n的增大而减小,但振动幅值的峰值无变化。由于刚度指数n值随轧制界面粗糙程度的增大而增大,因此轧制界面粗糙程度较大时,系统幅值跳跃频率较小,达到稳定状态时的振动幅值也较小。与考虑轧制界面粗糙形貌的轧机辊系系统相反,当轧制界面接触刚度采用Duffing振子描述时,由于系统具有渐硬非线性,其幅频曲线向右弯曲:当激励频率增大时,系统响应会出现向下跳跃的现象,振幅突变减小;当激励频率减小时,系统响应出现向上跳跃,振幅突变增大。
3.1 激励载荷F对系统振动响应特性影响
式(34)所示的幅频响应表达式显示,系统的响应不仅与轧制界面粗糙形貌相关,而且与激励载荷F、非线性刚度率β和阻尼比ζ相关。
对具有不同粗糙形貌轧制界面的轧机辊系系统,当激励载荷F变化时,其主共振幅频响应曲线,如图7所示。其中,非线性刚度率为β=0.5,阻尼比为ζ=0.005。不同粗糙形貌的轧制界面对应的刚度指数为n=nmin=1.0,n=1.5和n=nmax=2.7,外部激励载荷为F=0.01,F=0.02,F=0.03。图7显示,激励载荷F的大小影响轧机系统的主共振激烈程度和非线性度:当F增大时,系统主共振的幅值增加,振幅跳跃幅值范围增大,跳跃频率减小,主共振区域增大,减小外扰力F可有效降低主共振的影响。图7同时显示,激励载荷对系统响应的影响与轧制界面粗糙形貌有关,当刚度指数n=1.0时,系统始终表现线性特性,其幅频响应曲线为单值曲线,曲线无弯曲,系统响应无突变;当界面粗糙度增大,即n>1.0时,系统幅频响应曲线的非线性度增大,振幅跳跃频率减小,主共振区域增大。
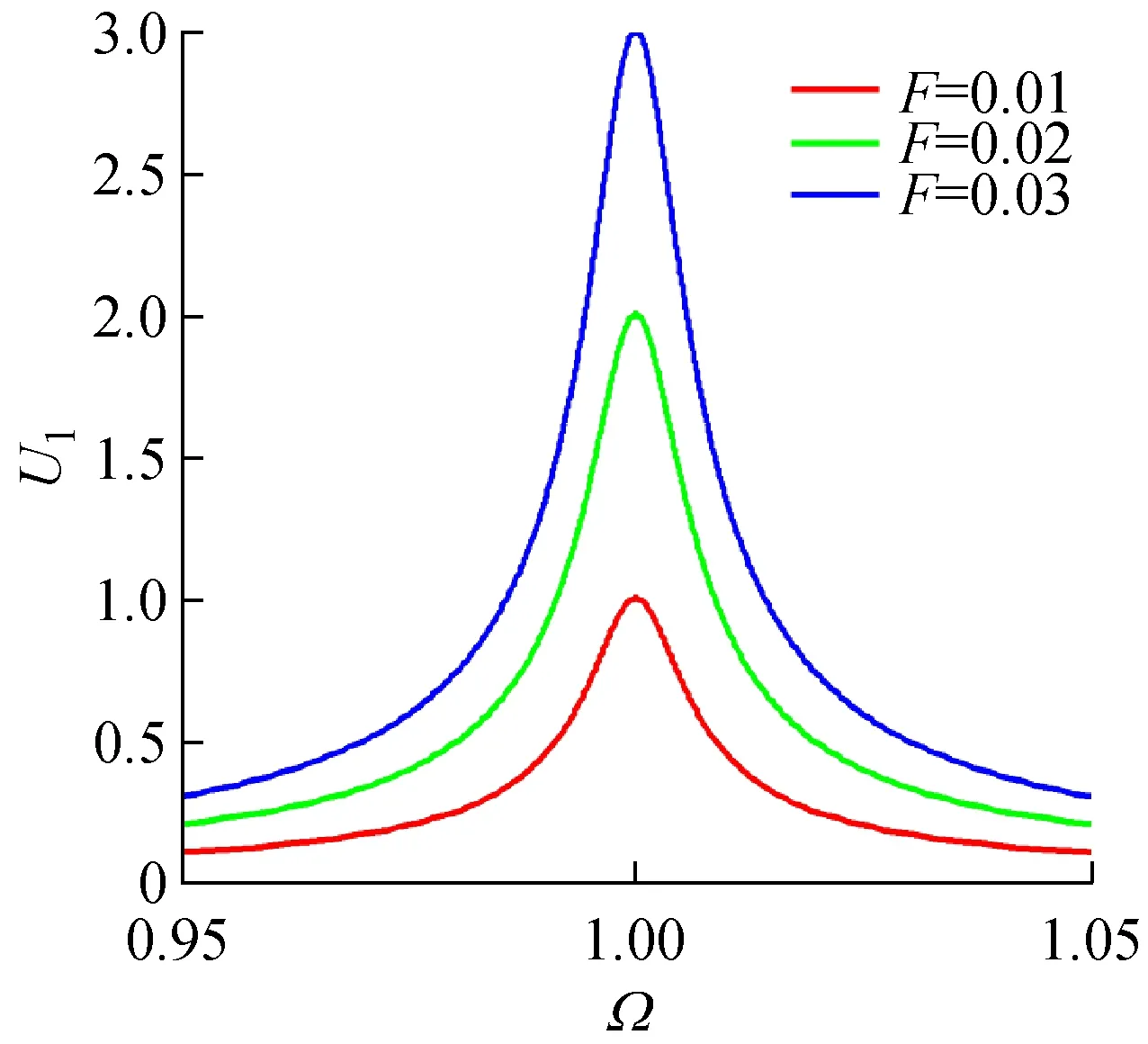
(a)n=1.0
(b)n=1.5
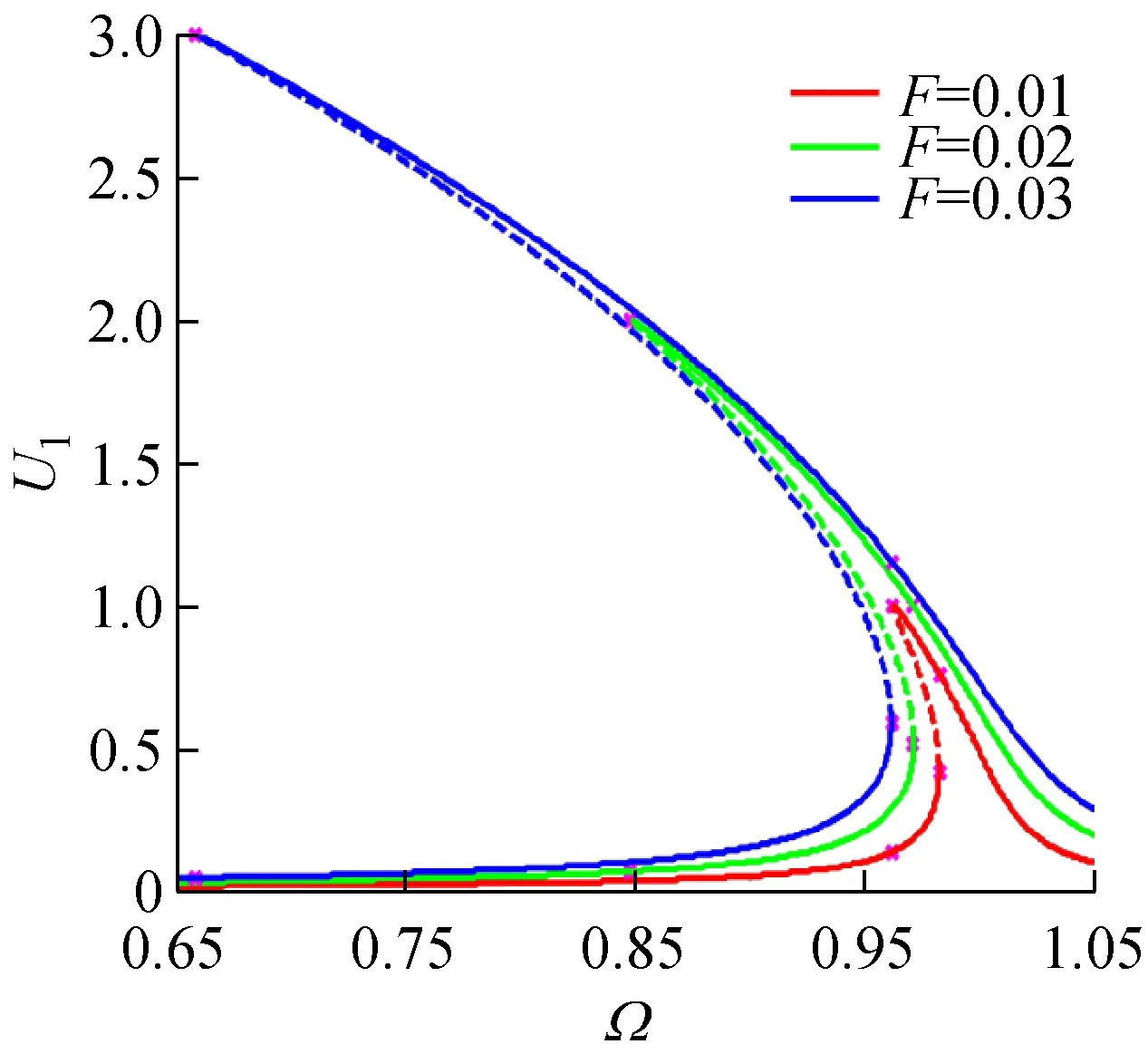
(c)n=2.7
3.2 非线性刚度率β对系统振动响应特性影响
对具有不同粗糙形貌轧制界面的轧机辊系系统,当非线性刚度率β变化时,其主共振幅频响应曲线,如图8所示。其中,激励载荷幅值为F=0.01,系统线性阻尼比为ζ=0.005。图8显示,非线性刚度率β直接影响轧机辊系系统的非线性度:β=0时,轧机系统主共振无幅值跳跃,系统具有线性响应特性,随着β的增大且n不为1时,共振曲线向左发生弯曲,系统幅频响应曲线非线性度增大,振幅跳跃频率减小,共振区域增大,但共振峰值始终不变。图8同时显示,系统非线性刚度率β对振动响应的影响与轧制界面粗糙程度有关,当刚度指数n=1.0时,系统始终表现线性特性;当界面粗糙度增大,即n>1.0时,主共振幅频响应曲线的非线性度增大,系统振幅跳跃频率减小,共振区域增大。
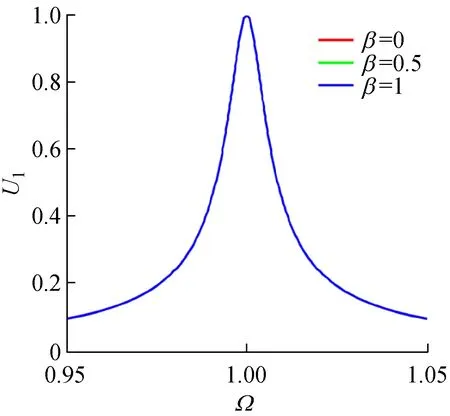
(a)n=1.0
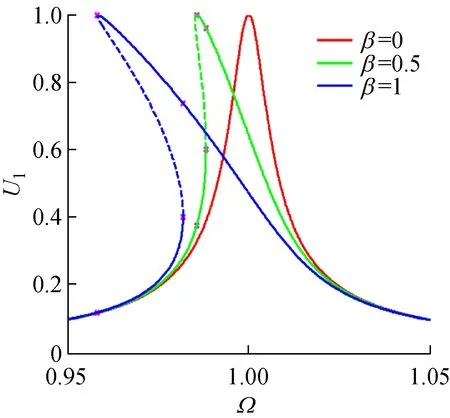
(b)n=1.5
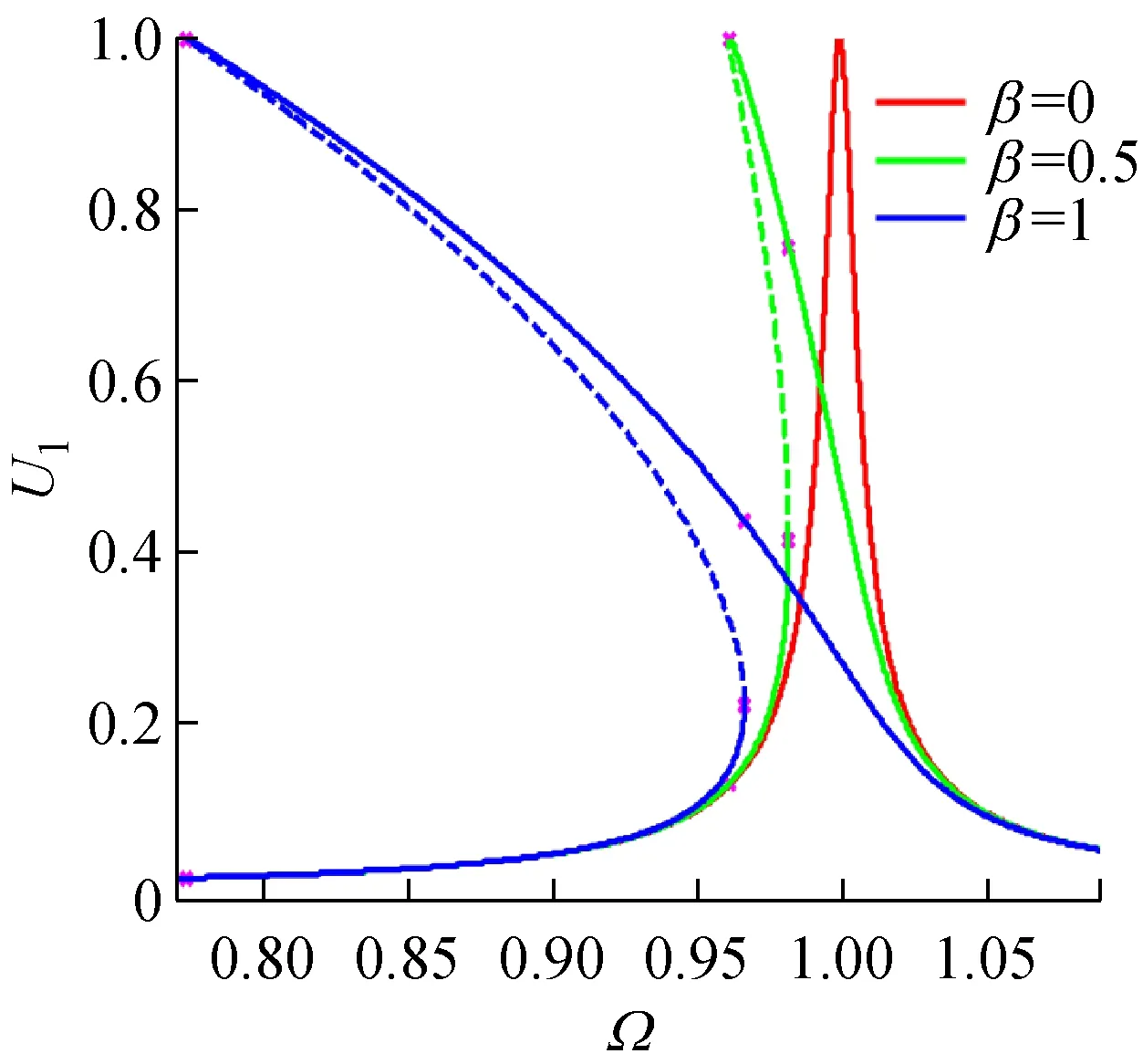
(c)n=2.7
3.3 阻尼比ζ对系统振动响应特性影响
对具有不同粗糙形貌轧制界面的轧机辊系系统,当系统线性阻尼变化时,其主共振的幅频响应曲线,如图9所示。其中,激励载荷幅值为F=0.01,非线性刚度率为β=0.5。不同粗糙形貌轧制界面对应的刚度指数为n=nmin=1.0,n=1.5和n=nmax=2.7,系统阻尼比为ζ=0.003,ζ=0.004,ζ=0.005。图9显示,系统线性阻尼也影响轧机系统的主共振激烈程度和非线性度:当ζ增大时,系统主共振的振动峰值减小,振幅跳跃幅值范围减小,幅频响应曲线非线性度减小,主共振区域也减小,因此控制ζ的大小能有效地控制外扰对系统共振幅值的影响。图9同时显示,轧机辊系系统阻尼对振动响应的影响与轧制界面粗糙形貌有关:当刚度指数n=1.0时,系统始终表现线性特性;当轧制界面粗糙度增大,即n>1.0时,幅频响应曲线的非线性度增大,跳跃频率减小,主共振区域增大。
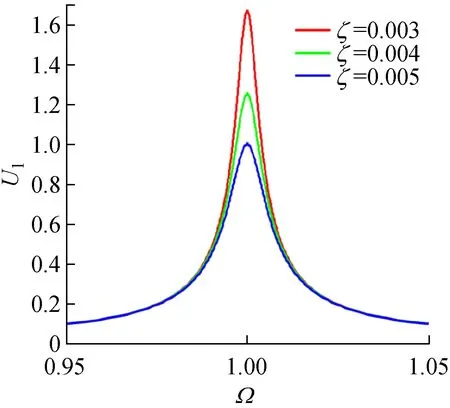
(a)n=1.0
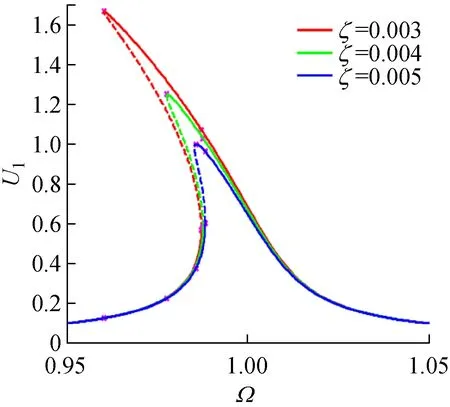
(b)n=1.5
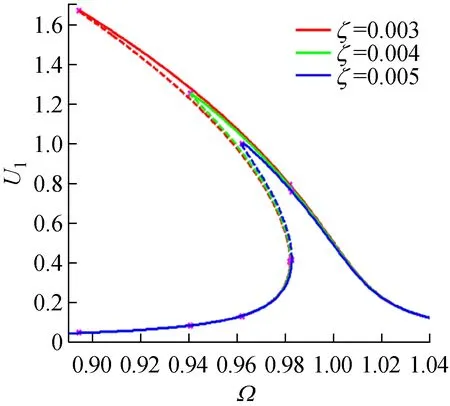
(c)n=2.7
4 结 论
本文通过建立考虑轧制界面粗糙形貌的轧机辊系系统非线性垂直振动模型,计算了具有不同粗糙形貌轧制界面的轧机辊系系统非线性刚度特性和固有频率特性,并获得了不同粗糙形貌轧制界面的轧机辊系系统跳跃频率和幅值,分析了界面粗糙程度和系统主要参数对轧机辊系系统动力学响应特性的影响,结果显示本文建立模型获得的轧机辊系振动特性随轧制界面粗糙形貌的变化规律符合实际生产情况。主要结论如下:
(1)对不同粗糙形貌的轧制界面,轧机辊系非线性振动系统的弹性回复力和无阻尼固有频率特性随轧制界面粗糙形貌的变化而变化,系统具有渐软非线性特性。
(2)轧制界面粗糙形貌影响轧机系统主共振响应特性,激励频率增大时,振动响应幅值向上跳跃;当激励频率减小时,系统响应幅值向下跳跃。轧制界面粗糙程度较小的轧机辊系系统非线性度小,振幅跳跃频率大,主共振区域小。
(3)轧制过程中激励载荷波动较小、非线性刚度率较小、阻尼较大的轧机辊系系统,其主共振幅频响应曲线非线性度小,振动幅值跳跃频率大,主共振区域小。
[1] 钟掘,唐华平. 高速轧机若干振动问题—复杂机电系统耦合动力学研究[J]. 振动、测试与诊断,2002, 22(1): l-8.
ZHONG Jue, TANG Huaping. High speed rolling mill vibration problems of complex mechanical and electrical system coupling dynamics[J]. Vibration, Measurement and Diagnosis, 2002, 22(1): l-8.
[2] YOUNES M A, SHAHTOUT M, DAMIR M N. A parameters design approach to improve product quality and equipment performance in hot rolling[J]. Journal of Materials Processing Technology, 2006, 171(1): 83-92.
[3] NIZIOL J, SWIATONIOWSKI A. Numerical analysis of the vertical vibration of rolling mill and their negative effect on the sheet quality[J]. Journal of Materials Processing Technology, 2005, 162(20): 546-550.
[4] YARITA I, FURUKAWA K, SEINO Y. An analysis of chattering in cold rolling of ultra thin gauge steel strip[J]. Transctions ISIJ, 1978, 19(1): 1-10.
[5] TAMIYA T, FURUI K, LIDA H. Analysis of chattering Phenomenon in cold Rolling[C]//Proceedings of the International Conference on Steel Rolling. Tokyo, 1980: 1191-1202.
[6] TLUSTY J, CHANDRA G, CRITCHLEY S, et al. Chatter in cold rolling[J]. CIRP Annals-Manufacturing Technology,1982,31(1):195-199.
[7] JOHNSON R E, QI Q. Chatter dynamics in sheet rolling[J]. International Journal of Mechanical Sciences,1994,36(7): 617-630.
[8] 杨旭,李江昀,童朝南. 冷轧机垂向辊系非线性振动建模与稳定性分析[J].振动、测试与诊断,2013,33(2):303-307.
YANG Xu, LI Jiangyun, TONG Chaonan. Modeling and stability analysis of nonlinear vibration of vertical roll system of cold rolling mill[J]. Journal of Vibration, Measurement and Diagnosis, 2013, 33(2): 303-307.
[9] 陈勇辉,史铁林,杨叔子. 四辊冷带轧机非线性参激振动的研究[J]. 机械工程学报,2003,39(4):56-60.
CHEN Yonghui, SHI Tielin, YANG Shuzi. Study on parametrically excited nonlinear vibrations on 4-h cold rolling mills[J]. Chinese Journal of Mechanical Engineering,2003,39(4):56-60.
[10] TAMIYA T, FURUI K, LIDA H,et al. Analysis of chattering phenomenon in cold rolling[C]//International Conference on Steel Rolling, Vol. II, Science and Technology of Flat Rolled Products. Tokyo, 1980:1191-1202.
[11] SWIATONIOWSKI A, BAR A. Parametrical excitement vibration in tandem mills—Mathematical model and its analysis[J]. Journal of Materials Processing Technology, 2009, 134(2):214-224.
[13] 侯东晓,刘彬,时培明,等. 分段非线性轧机辊系系统的分岔行为研究[J]. 振动与冲击,2010,29(12):132-135.
HOU Dongxiao,LIU Bin,SHI Peiming,et al. Bifurcation of piecewise nonlinear roll system of rolling mill[J].Journal of Vibration and Shock,2010,29(12):132-135.
[14] 刘浩然,刘飞,侯东晓,等. 多非线性弹性约束下轧机辊系振动特性[J]. 机械工程学报,2012,48(9):89-94.
LIU Haoran,LIU Fei,HOU Dongxiao,et al. Vibration characteristics of mill rolls under multi-segment nonlinear elastic constraints[J]. Journal of Mechanical Engineering,2012,48(9):89-94.
[15] YAN W, KOMVOPOULOS K. Contact analysis of elastic-plastic fractal surfaces[J]. Journal of Applied Physics,1998,84(7):3617-3624.
[16] MAJUMDAR A, TIEN C L. Fractal characterization and simulation of rough surfaces[J]. Wear, 1990, 136(90): 313-327.
[17] BERRY M V, LEWIS Z V. On the Weierstrass-Mandelbrot fractal function[J]. Proceedings of the Royal Society A: Mathematical Physical & Engineering Sciences, 1980, 370(1743): 459-484.
[18] MAJUMDAR A, BHUSHAN B. Fractal model of elastic-plastic contact between rough surfaces[J]. ASME Journal of Tribology, 1991, 113: 1-11.
[19] BLACKMORE D, ZHOU J G. Fractal analysis of height distributions of anisotropic rough surfaces[J]. Fractals, 1998, 6(1): 43-58.
[20] XIAO H F, SHAO Y M, BRENNAN M J. On the contact stiffness and nonlinear vibration of an elastic body with a rough surface in contact with a rigid flat surface[J]. European Journal of Mechanics A/Solids, 2015, 49:321-328.
[21] JOHNSON K L. Contact Mechanics[M]. Cambridge: Cambridge University Press, 1985.
[22] MALATKAR P, NAYFEH A H. Calculation of the jump frequencies in the response of sdof non-linear systems[J]. Journal of Sound and Vibration, 2002, 254(5): 1005-1011.
[23] BRENNAN M J, KOVACIC I, CARRELLA A,et al. On the jump-up and jump-down frequencies of the Duffing oscillator[J]. Journal of Sound and Vibration, 2008, 318(4/5): 1250-1261.
[24] 陈金山,李长生,曹勇.轧辊粗糙度对不锈钢板带表面和工艺参数的影响[J].机械工程学报, 2013, 49(4): 25-29.
CHEN Jinshan, LI Changsheng, CAO Yong. Effects of roll roughness on surface and process parameters for stainless-steel strip[J]. Chinese Journal of Mechanical Engineering, 2013,49(4):25-29.
[25] LENARD J G. The effect of roll roughness on the rolling parameters during cold rolling of an aluminium alloy[J].Journal of Materials Processing Technology, 2004,152(2):144-153.
Nonlinear vibration characteristics of a rolling mill systemconsidering the roughness of rolling interface
SUN Yunyun, XIAO Huifang, XU Jinwu
(Collaborative Innovation Center of Steel Technology, Beijing University of Science and Technology, Beijing 100083, China)
The surface topography of the rolling interface can change the interface dynamics, and influences the dynamic response of a rolling mill system. Considering the roughness of the rolling interface, the nonlinear dynamic model of the rolling mill system was established. The nonlinear stiffness and natural frequency characteristics of the rolling system with different rough surface topography were calculated and compared with the traditional rolling mill model using Duffing oscillator to describe the interface stiffness. The main resonance amplitude-frequency characteristics of the rolling mill system were solved by using the method of multiple scales, and the expression of the jump frequency and the corresponding amplitude of the forced vibration response were derived. The influence of the rolling surface roughness, excitation load, nonlinear stiffness ratio and damping on the dynamic response characteristics of the rolling mill was analyzed. The results provide theoretical reference for suppressing rolling mill vibration.
rolling mill; vertical vibration; rough interface; nonlinear
国家自然科学基金青年基金项目(51304019);国家“十二五”科技支撑计划项目(2015BAF30B01)
2015-12-21 修改稿收到日期:2016-03-24
孙韵韵 女,博士生,1993年6月生
肖会芳 女,博士,讲师,1984年12月生
TH113
A
10.13465/j.cnki.jvs.2017.08.018
