肉桂酸甲酯小试合成
2017-03-18王海亮
肉桂酸甲酯小试合成
王海亮(浙江兰溪巨化氟化学有限公司,浙江 兰溪 321100)
1 试验目的
开发肉桂酸下游产品,延长肉桂酸产品的产业链,促进产品结构的调整.我们选择了下游产品肉桂酸甲酯作为小试开发项目。肉桂酸甲酯具有果香膏香,可作为制造香水香精、皂用香精的常用定香剂、也可用于食用香精。有关资料表明,无机酸催化酯化法,由于反应时间长、副反应多而影响产品的收率和质量,同时后处理麻烦、设备腐蚀严重。因此我们筛选了两种催化剂来进行对比小试,通过试验确定最佳催化剂后再进行工艺条件优化等试验工作。
2 试验内容
2.1 反应方程式

2.2 实验过程
在1000ml带搅拌的四口瓶中投入2mol肉桂酸、催化剂和甲醇,装上回流冷凝管,开搅拌,用恒温电热套加热回流一定时间,然后改为蒸馏装置,蒸出未反应的甲醇,加入定量的10%碳酸钠水溶液,搅拌10分钟后于分液漏斗分层,加200 ml水洗涤。两次水层一同冷却结晶后过滤,滤液用盐酸调PH值2~3可以回收肉桂酸,滤饼则和分层后所得的物料一同进行减压蒸馏,去前馏份水后得肉桂酸甲酯产品,称重,分析含量,计算产品收率。
2.3 采用不同催化剂对反应收率的影响
我们分别采用A催化剂(95%、工业级)和B催化剂(试剂)作为催化剂,采用文献中报道的最佳投料配比进行酯化反应,结果见表一:

表一:不同催化剂对反应的影响(肉桂酸甲酯理论得量为324.32g)
由表一可以看出,采用A作催化剂时甲醇投料量小,且合成的肉桂酸甲酯的收率较高,因此我们选用该催化剂进行了一系列的工艺条件优化试验。
2.4 A催化剂用量对反应的影响
在试剂用量和实验条件不变,即投99.0%肉桂酸299.3g(2.0mol)、工业99%甲醇390.0g、保温回流4小时的情况下,只改变A催化剂的用量进行实验,结果催化剂A用量的改变对反应后甲酯的收率有着明显的影响,随着催化剂用量的增加,反应收率提高,当催化剂用量在25.0 g以上时,甲酯收率趋于稳定。
2.5 反应时间对肉桂酸甲酯收率的影响
投99.0%肉桂酸299.3g(2.0mol)、工业99%甲醇390.0g、采用25.0gA作催化剂,其它条件不变,通过改变反应时间来进行实验,结果

回流时间(h)3 4 5 6 7甲酯收率(%)89.1 92.2 93.0 93.1 92.5
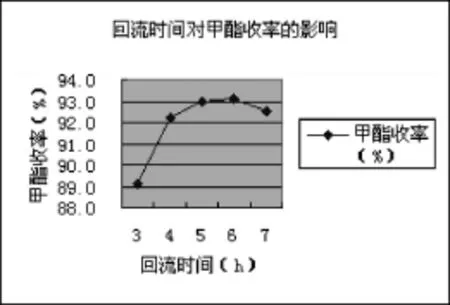
从以上情况可以看出,当反应保温回流时间为6小时,肉桂酸甲酯的收率最高。
2.6 醇酸用量比对反应后肉桂酸甲酯收率的影响
在其它条件不变的情况下,当用299.3g(2mol)肉桂酸与甲醇酯化时,采用25.0gA作催化剂,保温回流6小时,通过改变甲醇的用量进行实验,结果
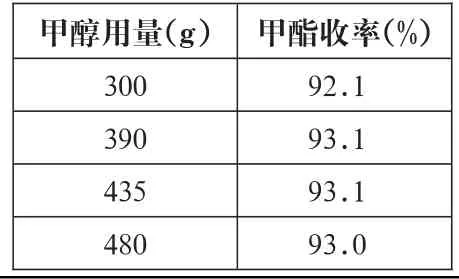
甲醇用量(g)300 390 435 480甲酯收率(%)92.1 93.1 93.1 93.0
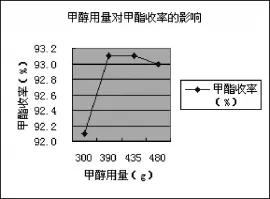
由表四中可以看出,甲醇过量有利于提高反应收率,当甲醇用量为390g以上时,甲酯收率趋于稳定,因此甲醇用量以390g为宜。
2.7 回收甲醇套用对产品收率的影响
投99.0%肉桂酸299.3g(2.0mol)、工业99%甲醇390.0g、采用25.0gA催化剂,保温反应6小时,回收甲醇套用于下一批,并补加适量新的甲醇,连续套用3批,观察甲醇套用对产品收率的影响。结果表明,甲醇连续套用后,回收甲醇的水份越来越高,肉桂酸甲酯收率逐渐下降。因此,在不除去回收甲醇中水份的情况下,甲醇套用对产品收率影响较大。
3 结语
3.1 通过试验,我们认为用A催化合成肉桂酸甲酯的收率较高。反应较优工艺条件为:A催化∶肉桂酸∶甲醇=0.125∶2∶12.065(摩尔比),反应回流时间为6小时,收率93%。
3.2 回收甲醇水份较高,不除去水份不能套用,建议采用精馏提纯或折价出售。
