烟梗形变工艺参数对梗丝内在质量的影响研究
2017-03-16刘德虎吴宁
刘德虎+吴宁

摘 要:为提高梗丝内在质量,对烟梗形变工艺参数开展3因子2水平正交试验,经回归分析研究不同压梗厚度、切梗丝宽度和烟梗温度对梗丝填充值、出丝率和感官质量的变化规律。结果表明:压梗厚度、切梗丝宽度均同梗丝填充值呈负相关;切梗丝宽度在0.094mm,压梗厚度在1.025mm的基础上尽可能小,梗丝出丝率最优;切梗丝宽度和压梗厚度的交互作用为香气质提升贡献较大;切梗丝宽度对谐调性的提升,杂气的遮掩,刺激性的透发较为明显,压梗厚度几乎对三项指标无贡献性。
关键词:梗丝;烟梗形变;填充值;出丝率;感官质量
DOI:10.16640/j.cnki.37-1222/t.2017.05.007
梗丝是制丝工艺中广泛应用的辅助烟丝,烟梗约占烟叶重量的25%左右,科学地对烟梗进行加料处理,提高梗丝在卷烟配方中的利用率,可以降焦减害,降低成本[1],同时有利于拓宽原料使用范围,突显品牌风格特征。烟梗加工过程通常分为烟梗预处理、烟梗形变、增温加料和膨胀定型四个工艺段。烟梗的压切工艺过程被称为“烟梗形变”[2],烟梗形变处理参数主要指压梗间隙和切梗丝宽度[3]。烟草行业烟梗形变处理有“厚压薄切”、“薄压薄切”、“热压”“冷压”多种加工工艺。本研究采用回归分析研究烟梗形变工艺参数对梗丝加工质量影响的同时,验证其对感官质量的影响程度。为梗丝加工过程参数优化提供依据。
1 材料与方法
1.1 材料
梗组配方:湖北省中部中长梗;湖南省上部中长梗;云南省上部中长梗;云南省中部中长梗。
1.2 试验设备
(1)制梗丝线:2000kg/h,秦皇岛烟机公司。
(2)SQ38A型曲(直)刃水平滚刀式切丝机;SY116型压梗机;ZJ112卷烟机。
(3)检测仪器:填充仪:DD60A,德国Borwalt公司;电子天平:DJ2/500,常熟市衡器厂;干燥箱:FED240,德国BINDER。
1.3 方法
试验方法。
(1)试验设计:对烟梗温度、压梗间隙、切梗丝宽度进行3因子2水平全因子试验设计[4],各因子水平根据品牌加工理念和相关规范确定,试验顺序按Mintab软件设计后随机生成,参数具体设定见表1。
(2)样品备制:根据因子试验设计表,按运行序组织试验。按《卷烟工艺规范》[5]和国标[6]的方法测定成品梗丝填充值、梗丝出丝率指标值;并按33%的梗丝比例均匀掺兑到叶丝配方中,样品贮存4小过后经风力送丝送入卷烟机,按该牌号现行工艺标准制备烟支样品8小时常温平衡后,由13名评委按国标[7]进行感官质量评价。各试验样品试制过程一致。
(3)试验分析:运用Mintab软件对试验结果进行析因分析,确定烟梗温度、压梗间隙和切梗丝宽度对梗丝填充值,梗丝出丝率及感官质量指标的影响程度并建立相应的回归方程。
2 结果与分析
2.1 烟梗形变工艺参数对梗丝填充值的影响
3个试验因子对梗丝填充值的方差分析结果见表2。从表2看出,3个试验因子中对梗丝填充值影响显著的是切梗丝宽度和压梗厚度两项参数,其P值均<0.05。主效应图分别提供2个显著因子的2水平对应梗丝填充值及影响。由梗丝填充值等高线图看出,2项显著因子有交互作用,切梗丝宽度在0.091mm的基础上尽可能小,压梗厚度在1.01mm的基础上尽可能小,梗丝填充值最优。对2个显著因子做梗丝填充值回归分析,得到回归方程为:y= 5.928 - 0.450x2-2.500 x3。
2.2 烟梗形变工艺参数对梗丝出丝率的影响
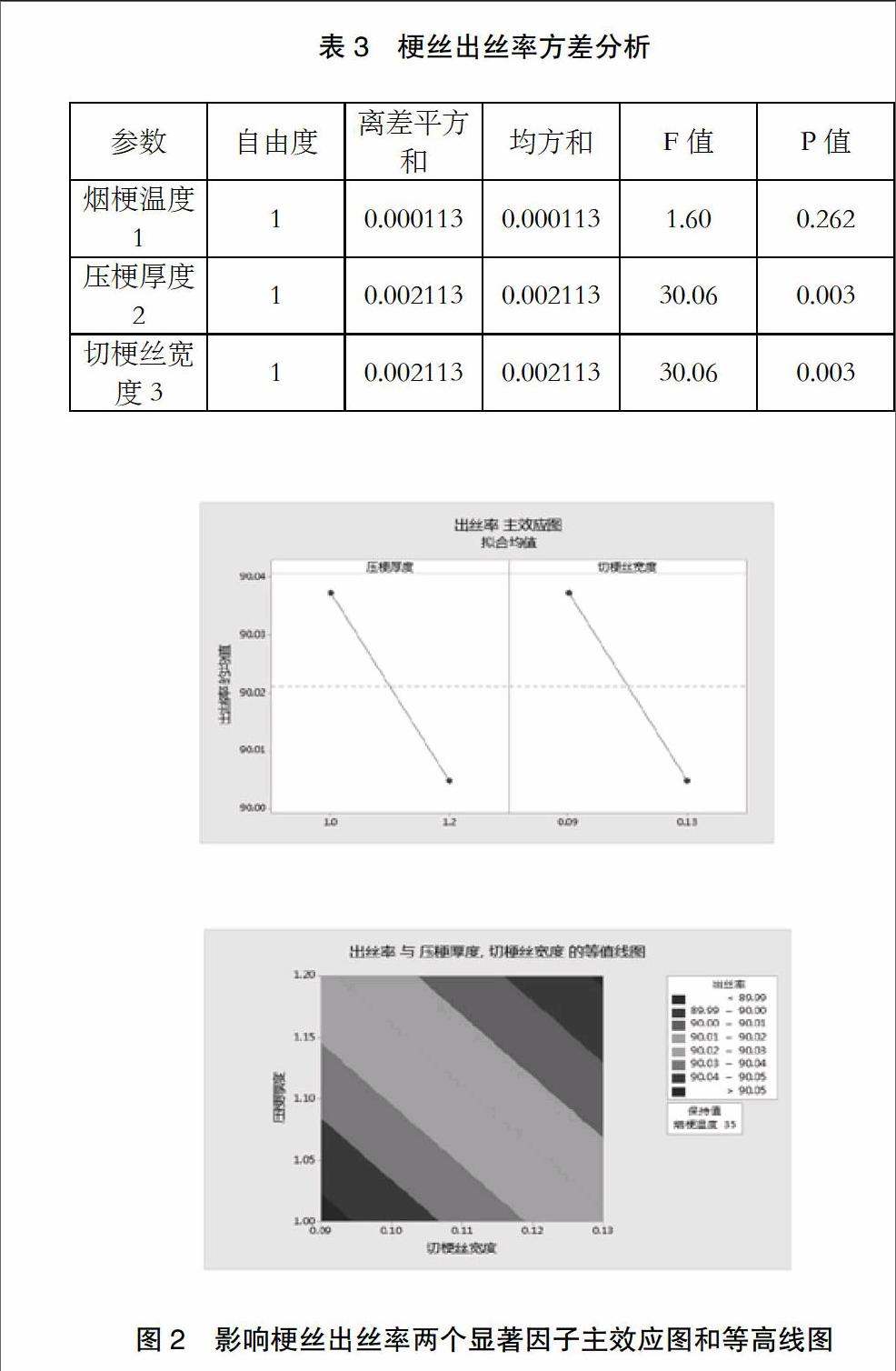
3个试验因子对梗丝出丝率的方差分析结果见表3。从表3看出,3个试验因子中对梗丝出丝率影响显著的是切梗丝宽度和压梗厚度两项参数,其P值均<0.05。主效应图分别提供2个显著因子的2水平对应梗丝出丝率及影响。由梗丝出丝率等高线图看出,2项显著因子有交互作用,切梗丝宽度在0.094mm的基础上尽可能小,压梗厚度在1.025mm的基础上尽可能小,梗丝出丝率最优。对2个显著因子做梗丝出丝率回归分析,得到回归方程为:y= 90.2892 - 0.1625 x2 - 0.813 x3
2.3 烟梗形变工艺参数对感官质量的影响
压梗厚度、切梗丝宽度和烟梗温度三项参数对梗丝质量的显著性因子分析中,烟梗温度显著性相对较弱,感官质量评价分析中该参数不参与分析。
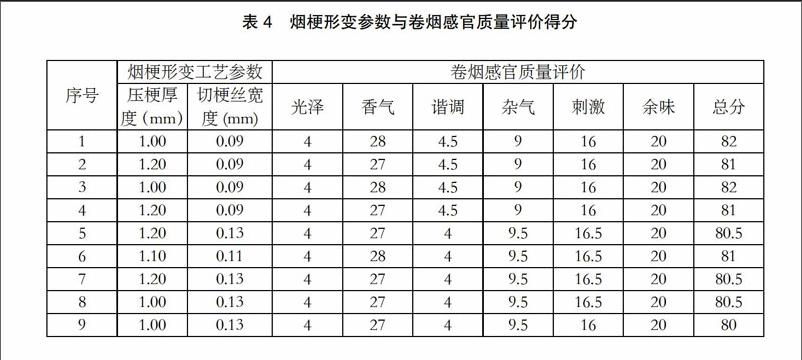
由感官质量评价表4看出,烟梗形变参数中切梗丝宽度和压梗厚度的交互作用与香气质的提升较为明显。切梗丝宽度在0.11mm以下,压梗厚度在1.10mm以下,二者的交互作用为香气质提升贡献较大;反之,香气质提升不明显。
烟梗形变参数中切梗丝宽度对烟气谐调性的提升较为明显,表现为切梗丝宽度越小烟气谐调性越好;反之,烟气谐调性越差。压梗厚度几乎对烟气谐调性无贡献性。
烟梗形变参数中切梗丝宽度对杂气的遮掩较为明显,表现为切梗丝宽度越大杂气越不明显;反之,雜气越大。压梗厚度几乎对杂气无贡献性。
烟梗形变参数中切梗丝宽度对刺激性的透发较为明显,表现为切梗丝宽度越大刺激性透发效果越好;反之,刺激性越小。压梗厚度几乎对杂气无贡献性。
3 结论
从以上试验结果的分析比较可以看出,压梗厚度、切梗丝宽度均同梗丝填充值呈负相关,参数值越小,填充值越大;切梗丝宽度在0.094mm,压梗厚度在1.025mm的基础上尽可能小,梗丝出丝率最优。
压梗厚度、切梗丝宽度对感官质量的影响表现为:切梗丝宽度在0.11mm以下,压梗厚度在1.10mm以下,二者的交互作用为香气质提升贡献较大。反之,香气质提升不明显;切梗丝宽度越小烟气谐调性越好。反之,烟气谐调性越差。压梗厚度几乎对烟气谐调性无贡献性;切梗丝宽度对杂气的遮掩较为明显,切梗丝宽度越大杂气越不明显。反之,杂气越大。压梗厚度几乎对杂气无贡献性;切梗丝宽度对刺激性的透发较为明显,切梗丝宽度越大刺激性透发效果越好。反之,刺激性越小。压梗厚度几乎对杂气无贡献性。
参考文献:
[1]刁千钧.卷烟制丝分组加工工艺技术探讨[J].军民两用技术与产品,2014(11).
[2]丁美宙,姚二民,李晓等.烟梗形变工艺参数对梗丝加工质量的影响[J].江苏农业科学,2015,43(11).
[3]陈良元.卷烟生产工艺技术[M].河南:河南科技技术出版社, 2002.
[4]马林,何桢.六西格玛管理[M].2版.北京:中国人民大学出版社, 2007.
[5]张本甫.卷烟工艺规范[M].北京:中央文献出版社,2003年.
[6]全国烟草标准化技术委员会.YC/T31-1996烟草及烟草制品水分的测定-烘箱法[S].北京:中国标准出版社,1996.
[7]全国烟草标准化技术委员会.GB5606.4-2005卷烟第4部分:感官技术要求[S].北京:中国标准出版社,2005.
