用于饮料制作的黑米挤压参数对糊化度影响
2017-03-09王一冉曹燕飞成晓苑李宏军
王一冉,曹燕飞,成晓苑,李宏军
(山东理工大学 农业工程与食品科学学院,山东 淄博 255049)
用于饮料制作的黑米挤压参数对糊化度影响
王一冉,曹燕飞,成晓苑,李宏军
(山东理工大学 农业工程与食品科学学院,山东 淄博 255049)
以黑米含水率、挤压机模孔直径、螺杆转速、套筒温度等为考察因素,黑米挤出物的糊化度为评价指标,采用四因素五水平二次旋转正交组合试验设计,建立回归方程;并进行响应面图形分析,探讨试验因素对指标的影响规律.通过岭回归确定适宜制作饮料的黑米糊化度的最佳挤压膨化工艺参数:套筒温度为70.0℃、模孔孔径为8.0 mm、含水率为21.0%、螺杆转速为180.0 r/min.
挤压膨化;黑米;响应曲面分析;糊化度;饮料
黑米是黑稻加工产品,因其谷皮含有黑色素而得名,有“贡米”、“长寿米”之称.黑米含有大量蛋白质、矿物质元素、人体必需氨基酸,还含有B族维生素、维生素E等.黑米是一种药食兼用的大米,除蒸煮外还可以制作各种营养制品.黑米具有特殊的药理作用,黑米表皮中的花色苷可以抑制癌细胞转移、抗氧化、消除自由基等.现代医学分析,黑米对高血压、高血脂和心血管疾病也可以起到一定的食疗作用[1-3].黑米丰富的营养价值和特有的生理功能使得其成为营养保健品的理想原料,目前黑色食品风靡全球,黑米食品的开发利用成为国内外食品加工的一个重要研究方向,除此之外,在医药行业和化妆品行业也有涉及,也具有很重要的研究意义[4-5].目前为止,黑米仍是一种尚未被人们充分利用的谷物资源,因此如何合理利用其潜在的巨大潜力是我们研究的目标[6].根据前人对黑米中功能因子的结构、性质及稳定性等研究成果表明,黑米表皮中的黄酮类、花色苷和生物碱等活性物质是其特有的功能性成分,但由于不稳定性,因此如何通过应用现代食品的加工技术将其稳定,为后续黑米的加工利用做好保护作用仍是我们的研究重点.综上,开发出具有明确功能因子的黑米保健食品,将会产生巨大的社会效益和经济效益.
在饮料加工制作过程中,澄清度是评价饮料的指标之一.由于黑米含有大量淀粉,用黑米作为原料制作饮料,会产生浑浊等不稳定现象,同时也会降低出汁率.在黑米饮料制备前先对黑米淀粉进行糊化利于后期成品的澄清度和出汁率.因此研究淀粉糊化度对于黑米饮料品质具有重要意义.为达到淀粉糊化状态,一般采用传统蒸煮法处理原料,工艺相对成熟,但能耗大,对环境有一定的污染[7],且蒸煮过程中由于蒸汽负荷的不稳定、原料颗粒的不均匀等使原料蛋白质的变性程度不均匀,不能更好的被酶降解.因此试验采用挤压膨化技术对黑米进行前处理,代替饮料制作工艺中的蒸煮,不仅能够节约能耗,也更利于淀粉糊化,利于饮料制作中下一步淀粉的酶解.目前,挤压膨化技术已经成为一种简单且实用的新型加工技术,它能够将输送、混合、机械剪切、熔融和泵出等操作一步完成,是一种高压和高剪切力的处理工艺[8].结合挤压膨化原理,试验采用低温挤压处理黑米,使物料适度变性,防止美拉德反应的发生.膨化物料被送入挤压膨化机中,螺杆、螺旋推动物料向前移动,同时由于螺旋与物料、物料与机筒以及物料内部的机械摩擦作用,物料被强烈地挤压、搅拌、剪切、均化[9-10].其在机筒内进行淀粉糊化、裂解,蛋白质变性过程,纤维发生部分降解,形成均匀的溶胶形式,随着螺杆的推动作用,从模孔挤出的瞬间,因为压力和温度的突然降低,水分蒸发,使得物料膨化成具有微小空隙的疏松结构[11-13].由之前的研究可知挤压膨化过程参数的改变对糊化度会产生影响,如冯秋娟等人利用挤压技术对玉米淀粉糊化度研究得出,随着机筒温度升高糊化度升高,在72.5℃达到顶点;糊化度随着含水率升高而增加,在32.5%达到顶点[14].为了达到最佳糊化状态,试验采用二次旋转正交组合试验寻找最佳挤压工艺参数.
1 材料与方法
1.1 材料与试剂
黑米(山东梦思香食品有限公司);氢氧化钠、碘化钾、碘、硫代硫酸钠、盐酸、硫酸、葡萄糖,以上化学试剂为分析纯;α-淀粉酶,3700活力单位/g.
1.2 仪器与设备
DL-5-B型飞鸽牌离心机(上海安亭科学仪器厂);AUY-220型电子分析天平,精度0.1mg(岛津制作所试验计测事业部);WMZK-72型电热恒温水浴锅(上海跃进医疗仪器厂);TYPE-Y100L1-4型电动粉碎机(上海凯日达电气有限公司);单螺杆挤压机(山东理工大学食品加工实验室提供).
1.3 试验方法
1.3.1 糊化度测定:酶水解法测定
已糊化的淀粉,在淀粉酶的作用下可水解成还原糖,糊化度越高糊化的淀粉越多,水解后生成的糖越多.将充分糊化的挤压黑米经淀粉酶水解,用碘量法测糖,此时将糊化程度定为100%.然后将黑米样品直接用淀粉酶水解测定原糊化程度时的含糖量.糊化度即黑米原糊化时含糖量与充分糊化时含糖量之比[15].
1.3.2 试验因素水平的确定
以挤压膨化黑米的糊化度为考察指标,挤压温度、模孔直径、含水率、螺杆转速四个试验因素作为研究对象,采用四因素五水平二次正交旋转组合设计安排试验,因素水平编码安排如表1所示.
表1 因素水平编码表

因素水平X1X2X3X4-260.04.016.0140.0-165.06.018.0160.0070.08.020.0180.0175.010.022.0200.0280.012.024.0220.0
注:X1:挤压温度(℃)X2:模孔直径(mm)X3:含水率(%)X4:螺杆转速(r/min)
2 结果与分析
2.1 实验安排与黑米糊化度值
根据试验安排,不同试验组四个试验因素取值及糊化度值见表2.
利用SAS9.1软件分析模孔直径,含水率,挤压温度,螺杆转速对黑米膨糊化度的影响规律得到回归模型,进一步对回归模型进行分析,从而得出最优挤压参数.
2.2 数据处理与结果分析
1.通过建立重大行政执法法制审核制度,强化事前监管。为确保重大行政执法决定合法、有效,预防失职、渎职案件发生,义乌市国土资源局2018年6月11日制定了《义乌市国土资源局重大行政执法决定法制审核暂行办法(试行)》(义土资发〔2018〕77号),办法列明了重大行政执法决定法制审核内容、审核流程、审核事项清单,落实了审核责任。2018年义乌市国土资源局政策法规部门已审核各科室提交的法制审核件343件。该制度的建立有助于强化行政执法事前监督制约防范和化解行政风险,有效避免了不作为、慢作为、乱作为事件的发生。
2.2.1 回归方程建立和检验
使用SASrereg程序处理试验数据得到黑米挤压膨化产物糊化度的回归方程如下:模型
y=94.7992-0.6458*X1-0.2750*X2+
1.0642*X3+1.1250*X4-
3.0827*X1*X1-1.2802*X2*X2-
1.8452*X3*X3-0.6740*X4*X4-
0.6588*X3*X1+1.6625*X3*X2-
1.2738*X4*X1+1.300*X4*X2-
0.1488*X4*X3.
表2 试验安排与结果

X1X2X3X4Y11111193.482111-190.62311-1189.65411-1-187.4851-11182.4161-11-183.5271-1-1184.2181-1-1-182.599-111194.2610-111-186.1111-11-1187.8112-11-1-174.8613-1-11193.8514-1-11-189.2115-1-1-1192.1516-1-1-1-191.9717200082.9718-200082.5919020087.52200-20092.7321002088.432200-2087.0323000291.3024000-293.5325000096.4326000094.0427000089.0528000096.0229000095.2530000095.3431000095.7832000096.3033000095.6534000095.8835000093.2036000094.65
注:X1:模孔直径(mm),X2:挤压温度(℃),X3:螺杆转速(r/min),X4:含水量(%);Y1:糊化度.
回归模型再经方差分析,结果见表3.
表3 回归方程方差分析
变异来源自由度平方和均方F值Pr值回归线性469.37920.07202.67000.0609二次项4480.03320.498118.4400<0.0001交互项6277.70440.28817.11000.0003残差总回归14827.11680.85829.0800<0.0001失拟1090.68779.06882.17000.1099随机误差1145.96134.1783总残差21136.64906.5071总和35
模型的决定系数R2为0.858 2,响应模型线性回归(Pr=0.060 9)不显著、二次回归(Pr<0.000 1)极高显著;总回归(Pr<0.001)达到高度显著水平;失拟项(Pr=0.109 9)不显著,因此模型能够模拟挤压过程中考察因素对糊化度的影响规律.
2.2.2 响应面分析
对拟合的方程进行相应面分析,响应面见图1.

图1 模孔直径和螺杆转速的响应面
图1为物料含水率和挤压温度分别固定在0水平(即20.0%和70.0 ℃)时,挤压机模孔直径和螺杆转速对黑米膨化物糊化度影响的响应面.模孔直径在-2到+2水平之间取值时,随着螺杆转速的增加,物料糊化度先增加后减小,这是因为挤压过程中螺杆转速升高引起物料温度及压力的升高[16],导致黑米糊化程度提高;后期温度过高时水分蒸发快,淀粉易失水发生化学反应,如美拉德褐变等,影响糊化效果,因此螺杆转速应在0水平附近取值.物料经过螺杆挤压,最终通过模孔挤出,模孔的阻挡也起到增加套筒内物料增压力的作用,模孔孔径大小影响物料糊化、膨化度.在螺杆转速一定时,模孔直径在+2和-2水平时物料糊化度较低,最高点出现在0水平(即模孔直径为8.0mm),适当的模孔直径使套筒内物料具有适当的压力,从而有利于糊化.
图2为挤压温度和螺杆转速固定(即70.0℃和180.0r/min)时,水分含量和模孔直径对黑米糊化度影响的响应面.模孔直径在-2到+2范围内取值(即4.0mm到12.0mm)时,随着水分含量的增加,物料糊化度呈现先升后降的趋势,在0水平即选取的模孔直径为8.0mm时,糊化度取得最大值.膨化过程中低水分含量不利于淀粉的延伸,影响糊化效果[17];高水分含量淀粉所需糊化温度较高[18],水分使部分淀粉处于水分子包裹状态,淀粉分子链难以彼此牵扯、缠绕,也会引起糊化效果降低.

图2 模孔直径和水分含量的响应面
图3为物料水分含量为20.0%,模孔直径为8.0mm时,螺杆转速和挤压温度对糊化度影响的响应面.当挤压温度固定时,在140.0r/min到220.0r/min的螺杆转速范围内,糊化度有最大值.由图3可知高挤压温度及低挤压温度都不能获得较好的糊化度,特别是在低螺杆转速高温下挤压时物料呈面团状,糊化效果差.淀粉糊化需要一定温度下进行,过低温度不利于淀粉链的变性、交联[19];高温时水分蒸发快,淀粉易失水发生化学反应,如美拉德褐变等,影响糊化效果.
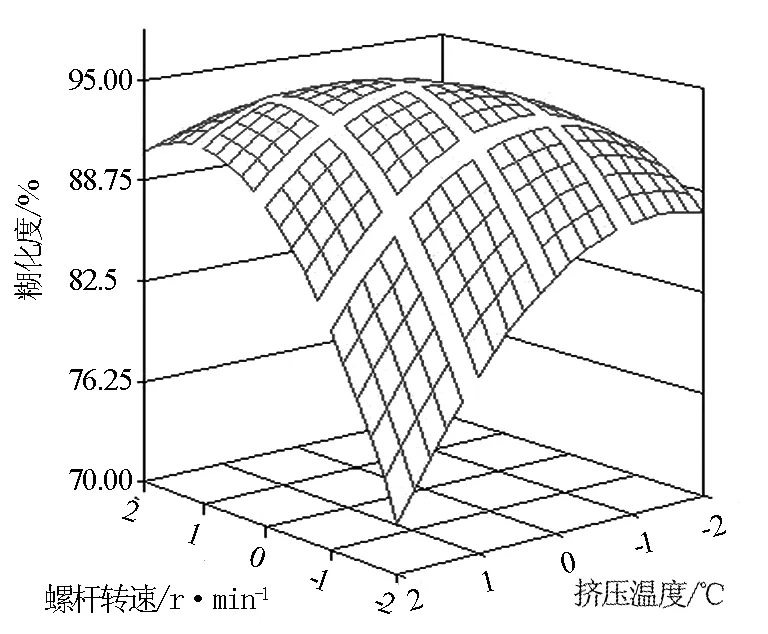
图3 螺杆转速和挤压温度的响应面
图4为模孔直径为8.0mm,螺杆转速为180.0r/min时,水分含量和挤压温度对糊化度影响的响应面分析.样品达到糊化温度后在较高的含水率条件下,晶体与水发生水和溶胀作用导致氢键断裂从而完成糊化过程.而较低的含水率减少了作用接触面积不利于上述过程的完成.高温低含水量条件下挤压,糊化效果最差,高温低含水量使物料易发生化学反应,降低糊化效果.在0水平时,糊化度达到最大值.
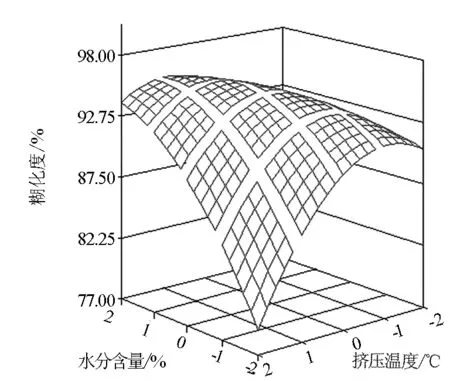
图4 挤压温度和水分含量的响应面
2.2.3 计算最优工艺范围
用岭回归得出最优工艺范围,岭回归寻优分析结果见表4.
以黑米膨化产物的糊化度为考察指标,经过岭回归选优得到最佳工艺参数为:X1:模孔直径为8.0mm;X2:挤压温度为70.0℃;X3:螺杆转速为180.0r/min;X4:含水率为21.0%.
3 结束语
以黑米膨化物糊化度为考察指标,通过四因素五水平二次正交的旋转组合设计试验,SAS9.1软件进行试验数据处理,并进行验证试验探讨与挤压工艺直接相关的模孔直径、含水率、螺杆转速、挤压温度等因素对膨化物糊化度的影响规律.由黑米粉膨化物糊化度的回归方程系数显著性检验结果可知,含水量在单一因素中对糊化效果的影响最明显;模孔直径和挤压温度的交互作用较其它交互作用更明显的影响糊化.通过岭回归寻优得到最佳挤压膨化工艺参数为:模孔直径8.0mm;挤压温度70.0℃;螺杆转速为180.0r/min;含水率为21.0%,在最优参数下的糊化度为96.4%.
表4 黑米膨化产物糊化度的岭回归寻优分析结果

编码半径预测值标准差因子预测值X1X2X3X4094.79920.73640.00000.00000.00000.00000.195.09650.7366-0.0763-0.01720.10460.15140.295.32430.7399-0.13650.00060.17860.33080.395.50220.7541-0.16780.06390.24030.51970.495.64580.7909-0.16660.17420.30140.70070.595.76810.8635-0.14000.31710.36460.86420.695.87780.9818-0.09830.47580.42851.01010.795.98011.1504-0.04880.64050.49211.14250.896.07781.36930.00500.80700.55491.26520.996.17271.63610.06110.97380.61691.3811196.26561.94830.11851.14010.67831.4920
[1]付香斌, 宋淑红. 黑米啤酒酿造工艺的优化[J]. 农产品加工学刊, 2013(5):41-42.
[2]杭志奇, 韩清波, 许景松. 黑米饮料的研制[J]. 食品工业, 2010(5):66-67.
[3]LINGWH,WANGLL,MAJ.Supplementationoftheblackriceouterlayerfractiontorabbitsdecreasesatheroscleroticplaqueformationandincreasesantioxidantstatus.[J].JournalofNutrition, 2002, 132(1):20-26.
[4]吴素萍, 徐桂花. 试论黑米的营养价值及其应用[J].食品工业, 2004(5):5-6.
[5]战汪涛. 黑米挤压膨化工艺及膨化黑米粉应用研究[D]. 泰安:山东农业大学, 2010.
[6]王凤洁, 沈国良, 王永杰, 等. 黑米色素稳定性及应用研究[J]. 食品工程,2011(5):160-161.
[7]XUEB,WUZhZ,WANGF,etal.Impactofhigh-shearextrusioncombinedwithenzymatichydrolysisonricepropertiesandChinesericewinefermentation[J].FoodandBioprocessTechnology, 2015,8(3): 589-604.
[8] 石晓峰. 挤压添加中温α-淀粉酶高粱作啤酒辅料的试验研究[D]. 淄博:山东理工大学,2015.
[9] 杨凯. 同向双螺杆挤压膨化机挤压机理及性能分析[D]. 南京:南京理工大学, 2013.
[10]LIM,HASJIMJ,XIEFW,etal.Sheardegradationofmolecular,crystalline,andgranularstructuresofstarchduringextrusion[J].Starch-Staerke, 2013, 66(7-8):595-605.
[11]赵爱民. 在食品领域中的应用挤压膨化产品的评定指标及其技术[J]. 福建轻纺, 2010(10):30-33.
[12]李丽娜.挤压技术在食品工业中的应用[J]. 哈尔滨商业大学学报, 2004, 20(2):183-186.
[13] 杨勇, 肖志刚, 毛兴疆. 挤压膨化技术在啤酒工业中的应用研究进展[J]. 酿酒, 2005,32(5):78-79.
[14] 冯秋娟, 肖志刚, 郑广钊, 等. 低温加酶挤压玉米淀粉糊化度的研究[J]. 食品工业科技,2011, 32(8):287-290.
[15]王肇慈. 粮油食品品质分析[M]. 北京:中国轻工业出版社, 2000:112-114.
[16]康立宁, 魏益民, 张波,等. 大豆蛋白高水分挤压组织化过程中工艺参数对系统压力和扭矩的影响[J]. 中国粮油学报, 2007(04):43-49.
[17] 丁文平, 檀亦兵, 丁霄霖. 水分含量对大米淀粉糊化和回生的影响[J]. 粮食与饲料工业, 2003(08):44-45.
[18] 周国燕, 胡琦玮, 李红卫,等. 水分含量对淀粉糊化和老化特性影响的差示扫描量热法研究[J]. 食品科学, 2009, 30(19):89-92.
[19] 孙彦明. 淀粉微细化处理及其糊化特性研究[D]. 北京:中国农业大学, 2005.
(编辑:姚佳良)
The effect of extrusion parameters on gelatinization degree of extruded of black rice in beverage production
WANG Yi-ran,CAO Yan-fei, CHENG Xiao-yuan, LI Hong-jun
(School of Agricultural and Food Engineering, Shandong University of Technology, Zibo 255049,China)
The four factors five levels quadratic rotation orthogonal experimental design is applied and the response surface methodology is used for studying the effects of the moisture of material,the diameter of die nozzle,the speed of screw and the temperature of barrel on the gelatinization degree.Through the ridge regression optimization, the optimum parameter of extrusion was obtained based on the gelatinization degree of black rice as follows: the temperature of the sleeve was 70.0℃,the diameter of die orifice was 8.0 mm, the moisture content of material was 21.0% and screw revolving speed was 180.0 r/min.
extrusion; black rice; response surface methodology; gelatinization degree; beverage
1672-6197(2017)03-0001-05
2016 05 17
国家自然科学基金项目(31471676);山东省科技发展计划项目(2013GSF12108)
王一冉,女,yiranemma@163.com;通信作者:李宏军,男,lhj6812@163.com
TS219
A
