浅析水合机结疤的原因及防结疤技术
2017-02-22付生鹏
付生鹏
(中盐青海昆仑碱业有限公司,青海德令哈 817099)
浅析水合机结疤的原因及防结疤技术
付生鹏
(中盐青海昆仑碱业有限公司,青海德令哈 817099)
文章分析了水合机在实际工况中结疤的原因,并提出相应的防结疤技术及建议,通过实践总结出水合机自身防结疤的特点,及生产过程中的防结疤技术。
结疤;水合机;重质纯碱;固相水合法;水碱比
中盐青海昆仑碱业有限公司氨碱系统固相水合法生产重质纯碱装置,自2011年投产以来,其重灰工序的关键岗位——水合岗位,存在着水合机内部易结疤及结疤后清理困难的问题。这两个问题一方面影响了重质纯碱产品的产量与质量;另一方面在清理结疤过程中,大大增加了操作人员的劳动强度。本文从水合机的构造以及水合机工作原理分析入手,结合长期以来的实践经验,分析并总结了φ3144×5200型水合机在实际生产工况中结疤的原因,以及相应的防结疤技术改造,实践总结了一套清理结疤的方法。
1 水合法生产重质纯碱的原理
以轻质纯碱为原料,在回转式水合机内与一定比例的化合水进行水合反应。在一定温度下生成一水碳酸钠,即一水碱,反应时放出大量的热,其化学反应方程式为: Na2CO3(s)+H2O(l)=Na2CO3·H2O(s)+14.1 kJ/mol,水合反应在不同的温度下生成不同的水合产物,因此水合反应的最佳温度应控制在95~105 ℃之间,保证进水合机的轻质纯碱温度在>140 ℃,出料温度控制在85~95 ℃范围内。
2 水合机的结构简介
我厂水合机由成都天保重型装备股份有限公司制造,主体是不锈钢(304)材质制成的卧式回转设备,由于外形像一个腰鼓,所以也叫腰鼓式水合机。其腰鼓式的设计结构说明了水合机进料端与出料端均为60°角的锥体,化合水进入后能迅速地沿锥体斜边往下流,分散到一水碱中。随着水合机的旋转,水合机内的抄板将一水碱和热的轻质纯碱迅速均匀混合。由于水合机尾部是变径的锥体,在消除了出料死角的前提下,还大大缩短物料在水合机内的停留时间,使物料在温度还未开始下降时就已导出,避免因温度下降造成的结疤。外形尺寸为φ3144×5200,并以360°螺旋点阵分布安装抄板,主要由进、出料装置,托轮,滚圈,挡轮,大、小齿轮,进料绞刀,进水口,观察口,传动装置等组成。水合机生产能力为600~760 t/d·台(以干重灰产品计)。
3 水合机结疤的原因
通过实践操作,可以分析得出水合机结疤主要有以下四种原因:
3.1 水合反应温度控制不当
通过实践与理论分析得出,水合反应温度控制的过高或过低对水合反应都是不利的。通过实践观察水合反应温度过低,主要发生在刚开车或轻灰工序过来的轻质纯碱温度过低,水合机出料结晶细、游离水含量高,易造成水合机结疤;而当水合反应温度过高,水合机出料发白,高温还促使水合反应逆反应生成碳酸钠和过饱和碱液的混合物,造成水合机结疤。
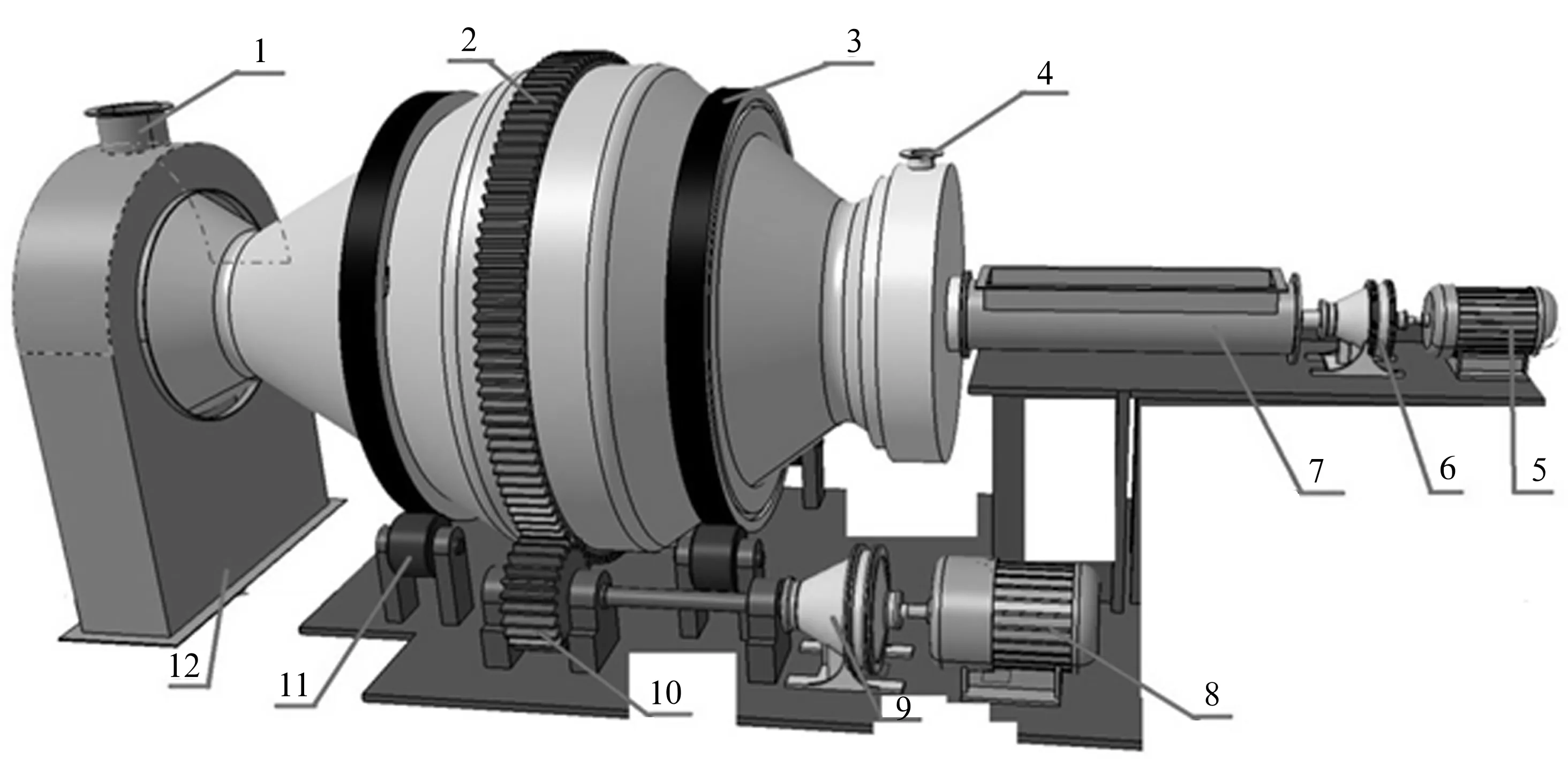
1.除尘口 2.大齿轮 3.滚圈 4.纯碱液入口 5.进料电机 6.进料减速机 7.进料绞刀 8.运转电机 9.运转减速机 10.小齿轮 11.托轮 12.一水碱出料口图1 水合机三维成型模型图
3.2 水碱比控制不当
对于采用固相水合法生成重质纯碱的工艺系统,水碱比的控制非常重要。若投入化合水过多,即水碱比过大,不仅增加了煅烧炉的蒸汽消耗,而且造成煅烧炉、水合机内刷浆,导致煅烧炉炉头抄板、水合机抄板结疤。如果投入化合水过少,即水碱比过小,会造成水合反应率下降,负压操作所带走的碱尘增加,严重时造成产品质量事故,即重灰粒度低。
3.3 轻质纯碱结晶不好
如果碳化工序重碱结晶不好,在轻灰工序通过煅烧炉煅烧,输送到水合机,在水合机里反应的轻质纯碱含有重碱成分,在这种情况下水合反应不完全,再加上反应温度控制不当,水碱比控制不好,此时水合反应效果极差,水合机出料松散发白,容易结疤。
3.4 化合水管线腐蚀
在水合机进料端,有一根DN50管线(碳钢材质)进入水合机,即水合反应所需的化合水管线,此管线由于使用期限较长,加上管线内介质化合水具有一定的腐蚀性,管线腐蚀严重,所加的化合水在水合机内无规则的流淌,造成水合机进料绞刀底部易结疤,致使在生产过程中绞刀结疤越严重造成绞刀负荷过大自停,严重影响生产。
4 防结疤的方法
4.1 控制好水合反应温度
水合反应的操作,不仅要负压操作,还需要将水合反应产生的热量带走,保证水合反应的温度控制在95~105 ℃范围内。
4.2 控制好水碱比
我公司固相水合法的水碱比控制是采用变频调节进料绞刀的转速,控制轻质纯碱进入量,人工调节化合水配比量。这种方法不可避免受到人为调节滞后影响,导致水碱比控制不够及时、准确。建议的方法是将进碱量与进水量通过自动化控制,设定碱量与水量的配比比列,其水碱比为1∶(0.35~0.45),能进多少碱就能进符合工艺要求的多少水,不进碱则不进水,实现即时、精确的配比水碱比。此法若能完成,将对重灰工序能耗及生产连续起到极大作用。
4.3 控制好轻质纯碱的质量
对于轻质纯碱的质量把控,牵扯到工序间的不同工艺问题,首先应加强各工序的工艺指标控制,保证轻质纯碱质量合格。如果出现不合格的轻质纯碱,应及时联系生产调度及公司领导,将生产出的重质纯碱隔离。
进水合机的轻灰满足的条件:
温度 140~160 ℃
压力 常压
进料量 25 000~31 000 kg/h·台
总碱度(以Na2CO3计) ≥99.2 wt%
氯化物(以NaCl计) ≤0.7 wt%
铁(Fe) ≤0.0035 wt%
水不溶物 ≤0.03 wt%
灼烧损失 ≤0.5 wt%
4.4 改造化合水管线
首先将碳钢材质的管线更换为不锈钢材质,耐腐蚀,以延长使用寿命;其次将化合水管线伸入水合机部分做加长处理(原设计进入水合机管线长300 mm,加长500 mm),并安装向下斜45°方向弯头一个,使进的化合水向下喷,通过延长管线避过绞刀头部,避免结疤。
5 水合机防结疤改造前后对比
在没有进行改造前,正常生产重灰时一天三个班组,每个班组要停一台水合机,进入水合机进行绞刀头部碱疤的清理工作,若碱疤松散不硬用时1 h清理完成;如若粘接的碱疤硬,清理需要1.5~2 h。在清理一台水合机期间,由于设备是停用的,是不能生产重灰的,大大造成产量损失。通过改造之后,清理绞刀头部碱疤的频率下降了,由原来每班清理一次,变成两天清理一次,且清理所用时间也短,无形之中由于缩短了清理时间而大大增加了重灰产量,保证了重灰生产能连续平稳。
[1] 中国纯碱工业协会.纯碱工学[M].北京:化学工业出版社,1990
[2] 王楚.纯碱生产工艺与设备计算[M]. 北京:化学工业出版社,1995
TQ114.15
B
1005-8370(2017)01-23-03
2016-11-09
付生鹏(1986—),工程师,毕业于兰州理工大学技术工程学院,现从事中盐青海昆仑碱业有限公司煅烧车间设备管理工作。
