高熵合金CoCrFeMnNi/不锈钢真空扩散焊
2017-01-10刘玉林罗永春石彦彦
刘玉林,罗永春,2,石彦彦
(1.兰州理工大学材料科学与工程学院,甘肃兰州730050;2.兰州理工大学有色金属先进加工与再利用省部共建国家重点实验室,甘肃兰州730050)
高熵合金CoCrFeMnNi/不锈钢真空扩散焊
刘玉林1,罗永春1,2,石彦彦1
(1.兰州理工大学材料科学与工程学院,甘肃兰州730050;2.兰州理工大学有色金属先进加工与再利用省部共建国家重点实验室,甘肃兰州730050)
采用真空扩散焊方法实现了CoCrFeMnNi高熵合金与304不锈钢在900℃~1 000℃下的稳固连接。利用扫描电镜、EDS能谱分析、显微硬度测试和拉伸试验机研究扩散焊温度对原子界面行为和接头机械性能的影响规律。结果表明,温度较低时,界面上存在大量的孔洞,随着温度的升高,孔洞逐渐消失。结合EDS能谱分析和硬度测试结果可知,反应层成分为FCC固溶体,没有金属间化合物产生。所有接头拉伸后断裂均发生在远离界面的高熵合金一侧,随着扩散焊温度的升高,抗拉强度略微升高,应变明显增大,这可能与第二相的数量有关,1 000℃时接头的抗拉强度和应变均达到最大值,分别为585 MPa和50%。
真空扩散焊;高熵合金/不锈钢;界面反应行为;抗拉强度
0 前言
现代工程结构件中经常使用异种材料的连接件,其最大特点为能够在发挥材料各自性能优势的同时降低生产成本[1]。目前,使用最多的是钢与有色金属(Ti,Al,Cu等)的连接件,而实现其有效连接的最大挑战是减少界面脆性化合物的形成。当前的研究主要集中于新型焊接方法和工艺,而研究易与有色金属材料连接的新型合金是未来解决异种材料连接的最可能的突破方向。
当前高熵合金的研究为异种材料的连接提供了可能性。所谓高熵合金(High-Entropy Alloys,HEA),是由至少5个主元以等摩尔比或非等摩尔比(各组元原子百分比在5%~35%之间)经熔炼烧结或其他方法组合而成的合金[2]。CoCrFeMnNi高熵合金为单一FCC型固溶体,具有良好的加工性能、热稳定性、较高的高温强度和优良的耐腐蚀能力以及扩散系数小等特点[3],同时可与多数有色金属在较大成分范围内形成具有单一的FCC型固溶体组织[4]。这样CoCrFeMnNi高熵合金既可以作为新型合金材料,也可以作为扩散阻挡层材料与不锈钢和有色金属同时形成稳固连接,大幅度减少不锈钢与有色金属焊接界面上出现金属间化合物的问题。本研究采用真空扩散焊方法,研究扩散反应温度对CoCrFeMnNi高熵合金/304不锈钢接头界面的原子扩散行为、微观组织形成以及接头力学性能的影响,探索高熵合金作为焊接材料的可行性。
1 实验材料和方法
实验所用304不锈钢和CoCrFeMnNi高熵合金化学成分见表1。所有材料加工成30 mm×30 mm× 30 mm大小的块体,焊接面及其平行面的平行度公差<10 μm以保证在焊接过程中受力均匀,焊接面的粗糙度Ra<0.01 μm以保证焊接面接触良好。在扩散连接前要对304不锈钢和高熵合金在丙酮中进行超声波清洗除油,处理完的材料迅速放入扩散焊设备的真空室中。扩散焊温度的选取原则一般为(0.6~0.8)Tm,304不锈钢的熔点为1 440℃,CoCrFeMnNi高熵合金的熔点为1 290℃~1 340℃[5],故选取的扩散焊温度为900℃、950℃和1000℃。考虑到要使材料发生微量的塑性变形,缩短焊接面原子间的距离,参考有关文献[6,7],选取压力28 MPa,保温时间120 min。

表1 304不锈钢和CoCrFeMnNi高熵合金的EDS分析Table 1 Chemical composition of 304 and CoCrFeMnNi HEA analysed by EDS %
实验所用扩散焊设备为美国产WORKHORSE II型真空扩散焊接炉,极限真空度5×10-6Torr,最高加热温度1350℃,最大热压压力30t,采用Honeywell DCP-550数字程序控制加热、加压和冷却,采用Quanta450FEG扫描电镜分析界面的微观组织特征,并通过能谱测试仪器(EDS)分析界面区域元素的变化规律。采用日本理学DPmax IIIA型X射线衍射仪分析横截面的物相组成。采用HVT-1000A型数显显微硬度计测试界面上显微硬度分布。采用WDW-1000型电子万能拉伸机测试接头强度。
2 结果和分析
2.1 扩散焊接头界面微观形貌特征与组织
不同温度下扩散焊接头反应界面附近微观组织的SEM背散射电子图像如图1所示。左侧较暗区域为304不锈钢,右侧较亮区域为CoCrFeMnNi高熵合金,304一侧出现的较亮区域为反应层。图1a中,900℃时可看到明显的焊缝,为原始界面所在位置,且在焊缝上靠近高熵合金一侧分布着数量众多、性状不规则的孔洞。随着扩散焊温度的升高,原始界面逐渐固溶。图1b中,950℃时原始界面基本消失,界面上只留下少量孔洞。图1c中,1 000℃时原始界面已经完全消失,界面上孔洞也基本消失。孔洞的存在一般有以下两方面原因:一是由于界面上异种材料的原子扩散系数不同,越过原始界面的原子流量不平衡而产生的Kirkendall孔。二是由于原始界面的微观不平在叠合后自然形成微孔,这些微孔在随后的保温过程中伴随材料塑性变形和原子迁移并不能够完全消除而留下的孔洞[8]。在此孔洞产生的原因主要是原始界面的微观不平在叠合后自然形成微孔,900℃温度较低,界面附近元素不能充分扩散,原始界面的微观不平不能消失,因而原始界面比较明显且有大量孔洞。随着温度的升高,扩散系数增大,扩散越来越充分,原始界面的微观不平逐渐减少,孔洞数量减少,原始界面逐渐消失,直到1 000℃时原始界面完全固溶,孔洞数量几乎减少为零。孔洞数量减少有利于提高拉伸强度。
表2和图2分别为图1c中界面附近的EDS点分析结果及图1中沿白线线扫描结果。可见界面上发生了明显的互扩散,界面上Fe的含量明显高于高熵合金一侧,这是由于304中的Fe向高熵合金一侧扩散。界面上Ni的含量低于高熵合金基体,这是由于HEA中的Ni含量高于304,HEA中的Ni越过界面向304一侧扩散。界面上的Cr含量基本不变是因为304和HEA中Cr含量基本相同。界面上除了Cr含量基本呈现平台趋势外,其余元素均呈连续变化趋势,未出现平台,可见界面上没有产生固定计量比的化合物相。这里将扩散区定义为:Fe强度开始下降到保持不变的区域。需要特别指出,反应层包含在扩散区的范围内。温度为900℃时,扩散区厚度6.1 μm。温度为950℃时,扩散区厚度8.5 μm。温度为1 000℃时,扩散区厚度达到14.5 μm。随着温度的升高,扩散区厚度的增速加快,这是因为扩散系数随温度升高呈指数级增大。扩散区厚度增大,表示互扩散越充分,有利于提高接头强度。

图1 不同温度下304/HEA接头界面背散射电子图像Fig.1 SEM-BSE images of joint interfaces bonded at 900℃,950℃,1 000℃

图2 对应图1 中304/HEA接头界面附近沿白色线EDS线扫结果Fig.2 EDS line scan results of the joint interface in Fig.1
1 000℃接头界面附近显微硬度分布见图3。可以看出,高熵合金的硬度明显低于304不锈钢,在界面附近从304一侧至HEA一侧的显微硬度值呈连续减小趋势,未出现硬度值的突变,进一步说明经扩散反应后304/HEA界面上没有形成脆性化合物相。

表2 图1c中304/HEA界面附近区域的EDS分析结果Table 2 Element composition of the micro zone of 304/ HEA interface in Fig.1 c by EDS analysis %
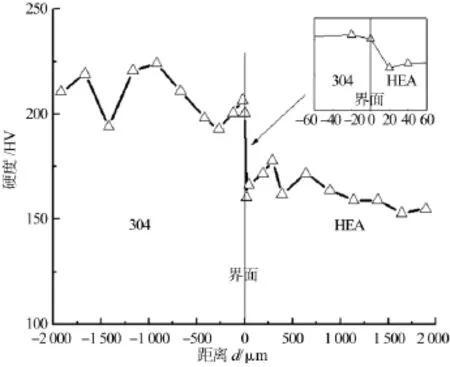
图3 1 000℃接头界面附近的显微硬度分布Fig.3 Microhardness distribution along the interface of the joints welded at 1 000℃
2.2 304/HEA扩散连接接头拉伸强度及断口形貌
图4a为不同温度下扩散焊接头拉伸的应力应变曲线及断裂位置,图4b为不同温度下扩散焊接头的拉伸强度值。由图可见,断裂均发生在高熵合金母材上,因此接头的强度高于高熵合金母材的强度。断裂前发生了明显的“颈缩”现象,应变高达40%以上,为典型的韧性断裂。拉伸试验结果表明,在较低温度(900℃)时,原始焊缝虽然未消失,但是界面上元素的相互扩散已经很充分,使得界面的冶金结合力超过了高熵合金母材的抗拉强度,因而断裂发生在高熵合金母材上。随着扩散焊温度的升高,抗拉强度略微升高,应变明显增大,这与CoCrFeMnNi高熵合金在高温下的微观结构的变化有关。有研究表明[9],CoCrFeMnNi高熵合金虽然在常温下为单一的FCC固溶体,但是在高温变形的过程中会有大量的Mn和富Cr的第二相生成。本研究中所用的高熵合金经过1 200℃热轧产生了大量的含有Mn和Cr的第二相,这一点可以由图5中的XRD图谱证明,经1200℃热轧后高熵合金主峰旁边出现一个小峰,经检索为[Cr-Mn]相。这些第二相会造成元素的重新分配,局部消耗了Mn和Cr,削弱高熵合金的机械性能。扩散焊过程中,对高熵合金母材相当于一次高温退火处理,这些局部析出的第二相会重新溶入高熵合金中,使成分趋于均匀分布。在900℃和950℃时保温120 min后,仍然有大量的第二相未溶解。随着扩散焊温度的升高,母材中的第二相的含量会逐步减少,这可能是1 000℃得到的接头强度和塑性均优于900℃和950℃接头的原因,关于这一点会在后面的断口形貌中得到证实。

图4 反应温度对接头的影响Fig.4 Influence of the bonding temperature to the joints
断口形貌如图6所示,断裂发生在CoCrFeMnNi高熵合金一侧,界面上分布着大量的韧窝,韧窝中分布着大小不一、形状不规则的第二相,断口为典型的韧性断口。如表3所示,第二相成分与XRD检索结果一致,为[Cr-Mn]第二相,这便是起裂源所在。韧窝是微孔聚合长大的结果,而韧窝中一般分布着夹杂物或第二相。这表示在轴向拉伸过程中,微孔一般萌生在夹杂物或第二相与基体接触的界面上,这种夹杂或者第二相会降低材料的断裂塑性。由图6可知,900℃和950℃接头的断口上,第二相的数量明显多于1 000℃接头的断口,因此1 000℃接头的拉伸性能优于900℃和950℃接头的性能。950℃接头断口上的第二相分布最多,因此其抗拉强度最低。而950℃接头断口上的第二相分布最多的原因可能与扩散焊过程中其他因素如温度、压力以及拉伸试样截取位置等条件引入的误差有关。在满足使用性能的前提下,综合考虑节能减排等因素,得到CoCrFeMnNi高熵合金/304不锈钢真空扩散焊最佳工艺参数为:T=900℃、P=28 MPa、t=120 min。

图5 铸态HEA与1 200℃的热轧后的HEA XRD图谱Fig.5 XRD patterns of HEA as cast and rolling at 1 200℃
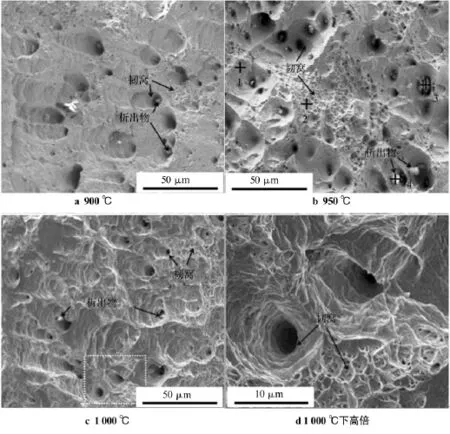
图6 不同温度下扩散焊接头断口的SEM二次电子图像Fig.6 SEM images of fracture morphology under different temperature

表3 图6b中微区的化学成分%Table 3 Chemical composition of micro zone in Fig.6 b
3 结论
(1)304不锈钢和高熵合金中的元素在界面上发生了明显的互扩散,界面上304不锈钢一侧出现了连续的反应层,反应层厚度随着温度的升高而增厚。研究后发现反应层为高熵合金与304不锈钢的成分在界面上相互扩散后形成的FCC固溶体层。
(2)由于原子扩散不够充分,原始界面的微观不平无法消除,导致900℃时界面上可以看到清晰的焊缝,且分布着大量孔洞。随着温度的升高,950℃界面上原始界面已经模糊,孔洞数量显著减少。1 000℃界面上,原始界面完全消失,孔洞也基本消失。
(3)三个温度下获得的接头,断裂均发生在高熵合金母材上,且断裂前发生了明显的“颈缩”现象,断口形貌显示为韧性断裂机制,[Cr-Mn]第二相为起裂源。1 000℃扩散焊的接头强度和应变分别达到最大值585 MPa和50%,但综合考虑使用性能和经济效益,CoCrFeMnNi高熵合金/304不锈钢真空扩散焊的最佳工艺参数为T=900℃、P=28 MPa、t=120 min,此时接头拉伸强度高达571 MPa。
[1]何康生,曹雄夫.异种金属焊接[M].北京:机械工业出版社,1986.
[2]叶均蔚,陈瑞凯,林树均.高熵合金的发展概况[J].工业材料杂志,2005(224):71-79.
[3]Zhang Z J,Mao M M,Wang J W.Nanoscale origins of the damage tolerance of the high-entropy alloy CrMnFeCoNi [J].Nature Communications,2015(12):1-6.
[4]Yong Zhang,Tingting Zuo.Microstructures and properties of high-entropy alloys[J].Progress in Materials Science,2014(61):1-93.
[5]Mathilde Laurent-Brocq,Alfiya Akhatova.Insights into the phase diagram of the CrMnFeCoNi high entropy alloy[J]. Acta Materialia,2015(88):355-365.
[6]Stepanov N D,Shaysultanov D G,Yurchenko N Y,et al. High temperature deformation behavior and dynamic recrystallization in CoCrFeNiMn high entropy alloy[J].Materials Science&Engineering A,2015(636):188-195.
[7]孟亚惠.304,410S和E01不锈钢高温力学性能研究[D].兰州理工大学,2009:33-34.
[8]Xinjian Yuan,Kunlun Tang.Impulse pressuring diffusion bonding of a copper alloy to a stainless steel with/without a pure nickel interlayer[J].Materials and Design,2013(52):359-366.
[9]He J Y,Zhu C,Zhou D Q,et al.Steady state flow of the FeCoNiCrMn high entropy alloy at elevated temperatures [J].Intermetallics,2014(55):9-14.
Page 121
GMAW焊接过程的稳定性和焊接质量。
参考文献:
[1]殷树言.气体保护焊工艺基础及应用[M].北京:机械工业出版社,2012.
[2]栗卓新,张征,刘海云.GMAW焊接熔滴过渡模型的研究进展[J].中国机械工程,2007(12):1501-1504.
[3]张涛.熔化极气体保护焊熔滴过渡控制策略研究与应用[D].湖南:中南大学,2010.
[4]Jesper Sandberg Thomsen.Advanced Control Methods for Optimization of Arc Welding[D].Aalborg East,Denmark:2005.
Vacuum diffusion welding between CoCrFeMnNi high entropy and stainless steel
LIU Yulin1,LUO Yongchun1,2,SHI Yanyan1
(1.The School of Materials Science and Engineering,Lanzhou University of Technology,Lanzhou 730050,China;2.State Key Laboratory of Advanced Processing and Recycling of Nonferrous Metals,Lanzhou 730050,Chin)
A stable connection between CoCrFeMnNi HEA and 304 stainless steel was achieved at 900℃~1 000℃by vacuum diffusion welding.The influence of bonding temperature on interfacial behavior and joint mechanical property was investigated by SEM,EDS,microhardness test and tensile test.The results show that,there are lots of micro voids exist in the interface when the bonding temperature is low,the quantity of micro voids decrease as the bonding temperature increase.After diffusion reaction,a reaction layer consist of FCC solid solution formed in the interface and no intermetallic compound appeared.All the joints fracture occurred in HEA sides far away from the interface.Tensile strength and strain rose as the bonding temperature increased,it may be connected with the amount of precipitated-phase.Tensile strength and strain,at the bonding temperature of 1 000℃,reached its maximum value 585 MPa and 50%,respectively.
vacuum diffusion welding;CoCrFeMnNi HEA/stainless steel;interfacial behavior;tensile strength
TG453+.9
A
1001-2303(2016)12-0122-06
10.7512/j.issn.1001-2303.2016.12.27
献
刘玉林,罗永春,石彦彦.高熵合金CoCrFeMnNi/不锈钢真空扩散焊[J].电焊机,2016,46(12):122-127.
2016-03-04
刘玉林(1990—),男,山西人,硕士,主要从事高熵合金的研究工作。
