热解进料用水平气力输送进料率的调控
2017-01-06吴煜,司慧
吴 煜, 司 慧
(北京林业大学工学院,北京 100083)
热解进料用水平气力输送进料率的调控
吴 煜, 司 慧*
(北京林业大学工学院,北京 100083)
设计了一台用于热解进料的新型水平气力输送试验装置。为确定该装置进料率的调控方法,以落叶松锯末颗粒为例,在自主设计的试验台上检验了电磁阀脉冲时间、占空比、喷嘴位置对颗粒进料率、输送量的影响。结果表明:通过增加单周期电磁阀关闭时间的方式,可以增大线性进料区范围,使输送量和进料率线性可调;随占空比的增加,输送量先快速增加后趋于稳定;进料率先快速降低后趋于稳定。脉冲式气力输送有利于在不增加气耗的条件下提高电磁阀打开时单位时间的输送量,通过改变喷嘴和料斗中心线的间距可以调节输送量和进料率。
热解;气力输送;进料率;调控方法
目前,热解技术是最具潜力的生物质能源利用技术之一[1],其中的进料是热解工艺的关键环节之一[2]。气力输送装置是一种典型的热解进料装置,由于生物质的物理性质随着温度的变化而变化,因此其热解进料难度较大。
落叶松锯末颗粒是一种比较有前景的热解原料[3-4],但由于反应装置的热解温度需达到400~550 ℃,这使得反应器的加热壁需维持在更高的温度,同时也使进料管壁温度较高[5-7]。原料在高温输送时存在一些问题,如提前干燥、炭化、反喷等[8-9]。管路降温时热解气冷凝[10],冷凝液易粘附于颗粒结焦,不易清洁[11]。密相气力输送的固气比高、气速低,不适合黏性物料的输送[12-15];稀相输送时,反应器为低压装置,压力会对进料产生影响[16];此外,含水率、粒径、黏度等原料特性也会影响进料率[17-19],因此急需简单有效的方法来稳定调节热解稀相输送进料率,但目前对最大化固气比、最小化能耗以及进料率线性调控等方面的研究较少。
本文设计了一台适用于热解进料的新型水平气力输送试验装置,并以落叶松锯末颗粒为例,通过试验分析了电磁阀脉冲时间、占空比及喷嘴与料斗中心线间距等参数对输送量的影响,重点进行了脉冲式气力输送试验,分析了进料率和输送量线性变化区域及其主要影响因素,探讨了进料率和输送量的线性调控方法。
1 气力输送试验
1.1 新型热解进料试验装置
进料试验装置系统如图1所示,主要由料仓、缓冲室、料斗、电动蝶阀、喷嘴、电磁阀、进料管等组成。试验采用型号为ACO-002的风机(35 W,40 L/min)压缩空气(0.1~0.2 kPa),压缩空气在电磁阀的控制下通过喷嘴(DN 2 mm)进入水平管(DN 10 mm,304不锈钢管);从料仓(304不锈钢,75°倾斜角)中下落的物料依次进入缓冲室(PVC有机玻璃)、料斗(PVC有机玻璃)及进料管(304不锈钢管)。在电动蝶阀(D941X-6,DN 50 mm)交替开闭和缓冲室的作用下,试验装置在进料过程中隔离空气并维持内部压力稳定。电磁阀A用于防止反应器气体反喷,电磁阀B用于脉冲喷气进料,电磁阀C用于维持缓冲室压力,防止电动蝶阀打开时缓冲室和料斗之间的压差变化。通过电子天平(JM 1000,1000 kg/0.01 g)测量输送量。电磁阀的频率通过90C51单片机(普中科技)和5 V转24 V功率放大电路实现编程调控。进料管出料口至料斗轴线距离为350 mm。喷嘴安装及关键参数如图2所示,当喷嘴在中心线左侧时L值为正,可通过增减密封圈数量来调节L值。
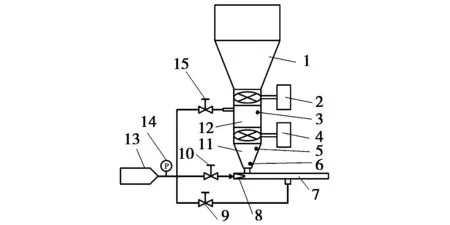
图1 进料试验装置系统1.料仓;2.电动蝶阀A;3.光敏传感器A;4.电动蝶阀B;5.光敏传感器B;6.光敏传感器C;7.进料管;8.喷嘴;9.电磁阀A;10.电磁阀B;11.料斗;12.缓冲室;13.气源;14.膜盒压力表;15.电磁阀C
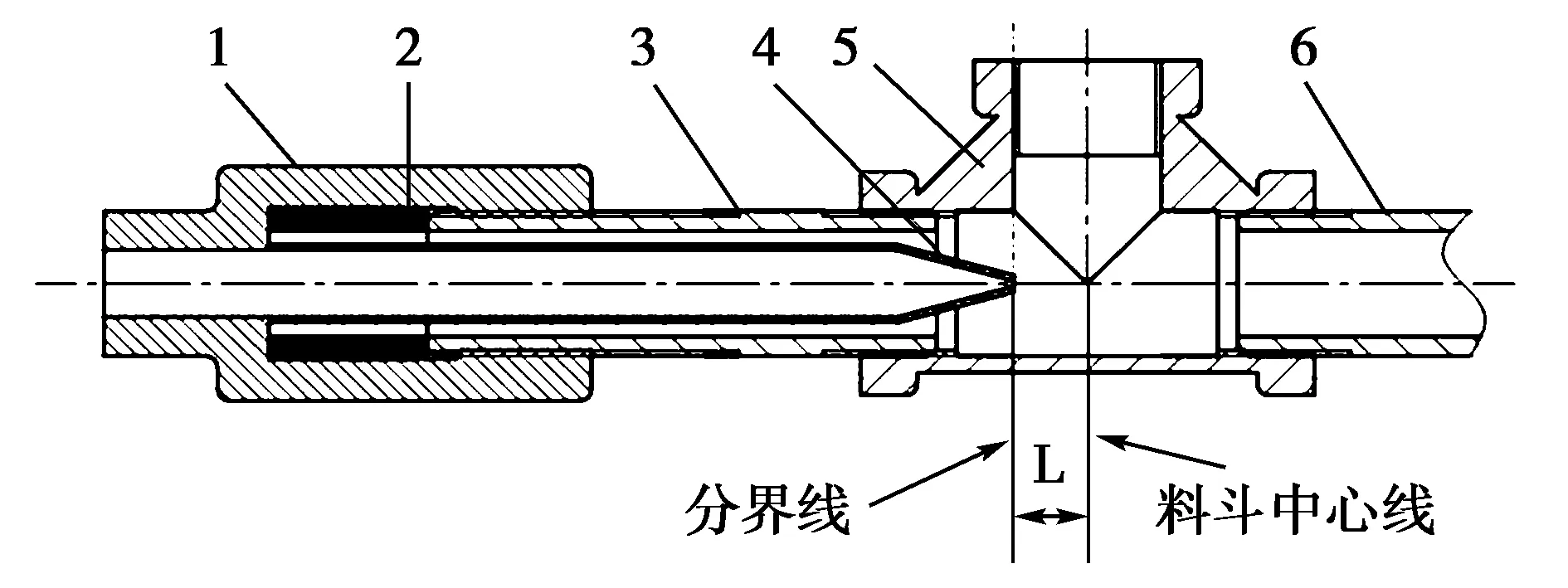
图2 喷嘴安装1.内螺纹螺母;2.密封垫圈;3.外螺纹管;4.喷嘴;5.直角三通;6.进料管
1.2 试验原料
试验原料为落叶松锯末(2014年2月生产),试验前先通过28目和35目的细滤网筛分颗粒,其特性见表1。
表1 落叶松锯末特性

特性落叶松锯末颗粒筛分中值粒径/mm045~060堆积密度/kg·m-31254材料密度/kg·m-32983振实密度/kg·m-32154休止角/°403含水率/%123
1.3 试验方案
经北京林业大学移动式生物质热解装置测试得到进料管温度为100~200 ℃,载气温度为50~100 ℃。实际热解进料需满足进料管内压力始终高于反应器压力,通常采用不可冷凝热解气或氮气作为气源。为节约能源,本次试验在搭建进料试验装置系统时以压缩空气为气源,采用脉冲式气力输送,在气源压力一定时,对喷嘴与料斗中心线间距、电磁阀B的喷射时间、平均输送量等主要参数分别进行单因素试验。
2 试验结果与分析
2.1 输送量与进料率
进料装置每分钟输送的物料质量用输送量m表示。进料率M表示在电磁阀打开时单位时间的输送量,其可由输送量m和占空比k得到,计算公式为:
M=m/(60×k)
(1)
电磁阀状态改变的缓冲时间为0.02 s,远小于试验最小时间间隔0.1 s,因此可忽略缓冲时间的影响。
单周期内,当电磁阀关闭时间t2设置为0.5 s或1 s时,输送量和进料率与电磁阀打开时间t1的关系如图3所示。当电磁阀关闭时间一定时,随着电磁阀打开时间的增加,输送量先急剧增加,后缓慢增加;同时,进料率先快速降低,后缓慢降低;当喷嘴打开时间过短气体动力不足时,进料率和输送量急剧降低,其临界占空比为9%~16%。
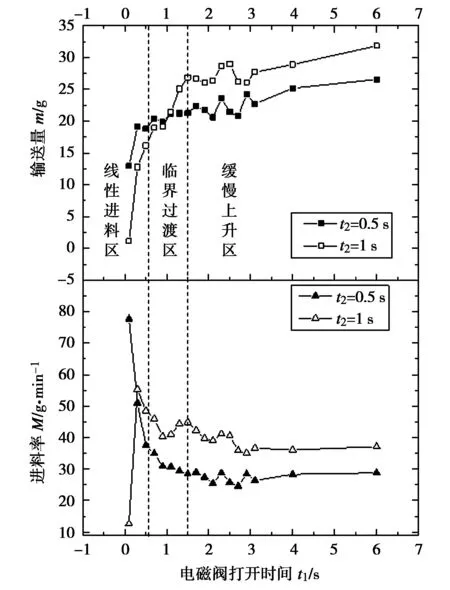
图3 输送量、进料率与电磁阀打开时间的关系
根据曲线斜率的变化,曲线可以分为线性进料区、临界过渡区和缓慢上升区三段。在线性进料区,输送量快速增加,进料率快速降低;在缓慢上升区,输送量缓慢增加至极值,进料率缓慢降低至极值;在临界过渡区则介于两者之间。当电磁阀关闭时间t2=0.5 s时,进料率在电磁阀打开时间t1超过0.5~1.5 s后开始趋于稳定,即临界过渡区域t1为0.5 ~1.5 s;当t2=1 s时,进料率在电磁阀打开时间t1超过1.5~2.5 s后开始趋于稳定,且t1为1±0.1 s时曲线有交点。
电磁阀关闭时间适当提高有益于增大临界过渡区,从而增加线性进料区范围,使输送量、进料量线性变化范围增大,增加进料可控性,但同时占空比相对降低,耗气量相对增加;电磁阀关闭时间适当提高还有益于增加稳定上升区的平均输送量及其极大值,同时稳定上升区范围减小。因此,可以通过增加单周期电磁阀关闭时间的方式,增大线性进料区范围,使输送量和进料率线性可调。
在线性进料区,随电磁阀打开时间t1的增加,占空比减小,气耗增加,而且输送量基本呈线性增加。由此可以推测,在线性进料区存在一个气耗最少且输送量最大的点,可以满足管路底层颗粒不堆积的要求。
2.2 占空比
单周期内电磁阀打开时间与周期时间的百分比用“占空比”表示。占空比与每分钟输送量和进料量的关系如图4所示。随占空比增加,输送量先快速增加,后趋于稳定;进料率先快速降低,后趋于稳定。
当占空比低于50%时,输送量、进料率变化较快;当占空比高于50% 时,输送量、进料率及固气比变化缓慢。因此,临界过渡区的占空比约为(50±10)%。
适当提高占空比有益于保持管路清洁,当占空比低于15%±2%时,管径为350 mm的管路底层即开始出现沉积,这可能是由于气体动力不足所致;当占空比低于9%时,输送质量明显降低。
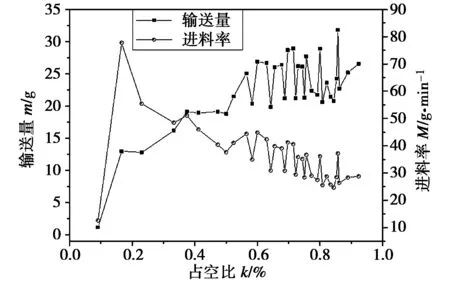
图4 输送量(进料率)与电磁阀占空比的关系
2.3 喷嘴与料斗中心线间距
喷嘴与料斗中心线的间距对进料的影响如图5所示。输送量和进料率随中心线间距的增加先快速增大后减小,且在间距等于垂直管半径时达到最大值。
以垂直管的半径处为分界线(见图2),当喷嘴远离该分界线时(喷嘴和分界线的间距为L)输送量和进料率都与该间距L呈线性关系,且进料管一侧变化率更大。
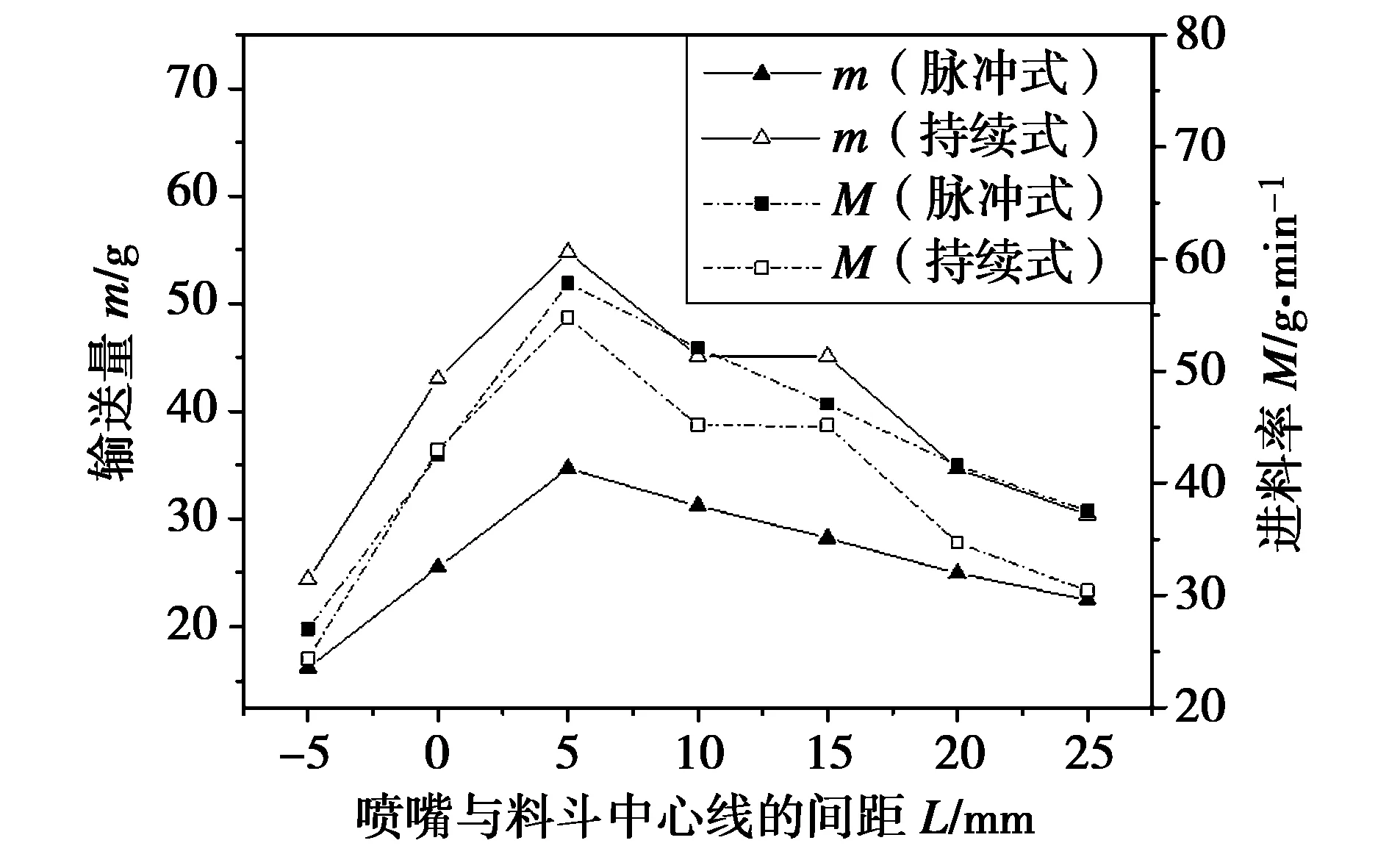
图5 喷嘴与料斗中心线间距对进料的影响
当-5 mm (1)单周期内当电磁阀关闭时间一定时,随着电磁阀打开时间的增加,输送量先急剧增加,后缓慢增加;进料率先快速降低,后缓慢降低;当喷嘴打开时间过短气体动力不足时,进料率和输送量急剧降低。 (2)在线性进料区,输送量快速增加,进料率快速降低;在缓慢上升区,输送量缓慢增加至极值,进料率缓慢降低至极值;在临界过渡区则介于两者之间。 (3)可以通过增加单周期电磁阀关闭时间的方式来增大线性进料区范围,使输送量和进料率线性可调。 (4)随占空比增加,输送量先快速增加,后趋于稳定;进料率先快速降低,后趋于稳定。 (5)相对持续式气力输送而言,脉冲式输送有利于在不增加气耗的条件下提高电磁阀打开时单位时间的输送量;两种方式都可以通过改变喷嘴和料斗中心线的间距来调节输送量和进料率。 [1] Berruti F M,Briens C L.Novel intermittent solid slug feeder for fast pyrolysis reactors:Fundamentals and modeling[J].Powder Technology,2013(247):95-105. [2] 程琦,司慧,王霄.生物质热解用气动进料器的进料特性研究[J].林业机械与木工设备,2016(5):20-23. [3] 王鹏起,常建民,杜洪双,等.落叶松树皮喷动循环流化床快速热解的影响因素[J].林业科学,2009(10):126-129. [4] 任学勇,王文亮,司慧,等.生物质定向热裂解液化装置的开发Ⅱ:进料特性与流化规律[J].木材加工机械,2012(4):15-18. [5] 王述洋,牛海峰,王九龙.生物质制油粉料气流输送与干燥装置的理论研究[J].安徽农业科学,2014(1):303-305. [6] 王霄,司慧,程琦.环形流化床生物质热裂解反应器的传热分析[J].科技导报,2013,31(14):30-35. [7] 冯宜鹏,王小波,赵增立,等.松木粉加压热解气化动力学特性[J].农业工程学报,2016(2):205-211. [8] 张坤媛,于才渊,程茜.脉冲气流干燥管内固体颗粒运动轨迹分析[J].干燥技术与设备,2014(2):32-37. [9] 李进,司慧,李龙,等.防堵式生物质颗粒水平螺旋进料器的设计[J].湖北农业科学,2012(9):1883-1885. [10] Bridgwater A V.Review of fast pyrolysis of biomass and product upgrading[J].Biomass and Bioenergy,2012(38):68-94. [11] Campbell W A,Fonstad T,Pugsley T,et al.MBM fuel feeding system design and evaluation for FBG pilot plant[J].Waste Management,2012,32(6):1138-1147. [12] 杨军伟,张峻岭,荆海伟.密相栓流脉冲气力输送系统工艺设计[J].粮食流通技术,2014(2). [13] 李东森,杨磊.小麦制粉行业脉冲气刀式气力输送系统特性及系统选择[J].农业机械,2013(26):53-59. [14] Setia G,Mallick S S.Modelling fluidized dense-phase pneumatic conveying of fly ash[J].Powder Technology,2015(270):39-45. [15] Guo Z,Chen X,Xu Y,et al.Study of flow characteristics of biomass and biomass-coal blends[J].Fuel,2015(141):207-213. [16] 李龙,司慧,郭晓慧,等.生物质快速热解用螺旋进料器的设计[J].江苏农业科学,2013(11):414-416. [17] 冯莉,李天舒,徐凯宏.生物质燃料粉碎成型机螺旋运输装置设计[J].森林工程,2015,31(3):101-105. [18] Mittal A,Mallick S S,Wypych P W.An investigation into flow mode transition and pressure fluctuations for fluidized dense-phase pneumatic conveying of fine powders[J].Particuology,2014(16):187-195. [19] Lecreps I,Orozovic O,Jones M G,et al.Application of the principles of gas permeability and stochastic particle agitation to predict the pressure loss in slug flow pneumatic conveying systems[J].Powder Technology,2014(254):508-516. (责任编辑 王琦) Regulation of the Feeding Rate of HorizontalPneumatic Conveying for Pyrolytic Feeding WU Yu,SI Hui* (School of Technology,Beijing Forestry University,Beijing 100083,China) A new pneumatic conveying test device for pyrolytic feeding is designed.In order to determine the regulation method of the feeding rate of the device,with Larch saw dust as conveyed materials,the effect of pulse time,duty cycle of solenoid valve and the nozzle’s location on the feeding rate and the feeding weiqht is tested on an independently designed and erected test bench,with the test result showing that by increasing the closing time of the single-cycle solenoid valve,the scope of the linear feeding area can be increased and the conveying weiqht and feeding rate linearity can be adjusted;with the increase in the duty cycle,the feeding weiqht increases rapidly firstly and then increases steadily,while the feeding rate decrease rapidly firstly and then decreases steadily.Pulse pneumatic conveying is conducive to increasing the feeding weiqht per second while the solenoid valve is opened.Also,the feeding rate and feeding weiqht can be controlled by adjusting the centerline distance between the nozzle and the center. pyrolysis;pneumatic convey;feeding rate;regulation method 2016-09-05 北京市科技计划课题项目(Z161100001316004) 吴 煜(1990-),男,硕士研究生,研究方向为生物质热解气力输送进料技术,E-mail:wuyu582932445@sina.com。 *通讯作者:司 慧(1957-),女,教授,博士生导师,研究方向为生物质热解技术,E-mail:sihui@bjfu.edu.cn。 TS642;S216 A 2095-2953(2017)01-0029-043 结论