热压参数对碳纤维发热实木复合基板胶合性能的影响
2017-01-06王艳伟吴忠其王天成张子谷孙龙祥
王艳伟, 吴忠其*, 王天成, 姜 俊, 张子谷, 孙龙祥, 徐 立
(1.久盛地板有限公司,浙江 南浔 313009;2.浙江省木业产品质量检测中心南浔检验所,浙江 南浔 313009)
热压参数对碳纤维发热实木复合基板胶合性能的影响
王艳伟1, 吴忠其1*, 王天成1, 姜 俊2, 张子谷1, 孙龙祥1, 徐 立1
(1.久盛地板有限公司,浙江 南浔 313009;2.浙江省木业产品质量检测中心南浔检验所,浙江 南浔 313009)
以桉木胶合板为基材,红橡木皮为贴面,中间嵌入碳纤维纸作为发热芯层,通过压贴制备得到碳纤维发热复合基板。通过单因素实验分析,着重讨论热压工艺参数对碳纤维发热复合基板胶合性能及电阻变化的影响。结果表明:以胶合性能为参考依据,碳纤维发热复合基板的适宜热压工艺为:热压时间6 min、热压温度115 ℃、热压压力1.2 MPa、施胶量170 g/m2。
碳纤维发热层;复合地板;热压工艺参数;胶合性能
我国的采暖主要包括散热器采暖、地热地板辐射采暖、中央空调采暖、壁挂式燃气采暖、热风采暖及电热膜采暖等几种方式[1-2]。碳纤维发热地板采暖作为一种新兴的电热地板采暖方式逐渐兴起,据辐射供暖供冷委员会不完全统计,2014年我国地采暖行业总产值近400亿元(不含施工设备与新能源),总体增长约5%~10%,预计未来3~5年,城市供热市场将保持15%以上的增速[3-4],可见碳纤维发热地板市场前景广阔。碳纤维发热实木复合地板是一种以电为能源、碳纤维纸为发热层的采暖地板,具有散热均匀、清洁舒适、保健理疗、节能环保、定点制热、维修简单等特点[5-6]。但因基板内部嵌入了碳纤维纸发热层,故地板的胶合性能受到一定影响。本文着重探讨热压参数对碳纤维发热复合基板胶合性能及电阻的影响,旨在为碳纤维发热实木复合地板生产企业工艺的制定及优化提供参考依据。
1 试验材料与方法
1.1 试验材料
(1)基材:桉木胶合板,规格930 mm×135 mm×12.9 mm,含水率7%~9%,静曲强度45 MPa,甲醛释放量E0级;
(2)面层:红橡木皮,规格930 mm×135 mm×2 mm,含水率7%~9%;
(3)碳纤维纸:规格870 mm×100 mm×0.02 mm,克重54 g/m2,方阻350 Ω/m2,购自北京碧岩特种材料有限公司;
(4)铜片:规格100 mm×12 mm×0.07 mm,中间圆孔;
(5)铜钉:长10 mm,φ6.75 mm;
(6)胶黏剂:三聚氰胺改性脲醛胶为主剂,加入胶粉(Prefere 4638)、小麦粉、固化剂(甲酸∶水=1∶1),各成分配比为胶粉∶小麦粉∶脲醛胶∶固化剂=1∶2∶10∶0.02,调制,pH值6.5,购自太尔化工(上海)有限公司。
1.2 试验主要设备
平板硫化机(XLB-D500Y500)、万用表(DT9801)、数显恒温水浴锅、数显电热鼓风干燥箱、电子天平、电动搅拌机、手动涂胶机等。
1.3 试验方法
1.3.1 试验流程
碳纤维发热复合基板制造试验流程如图1所示。
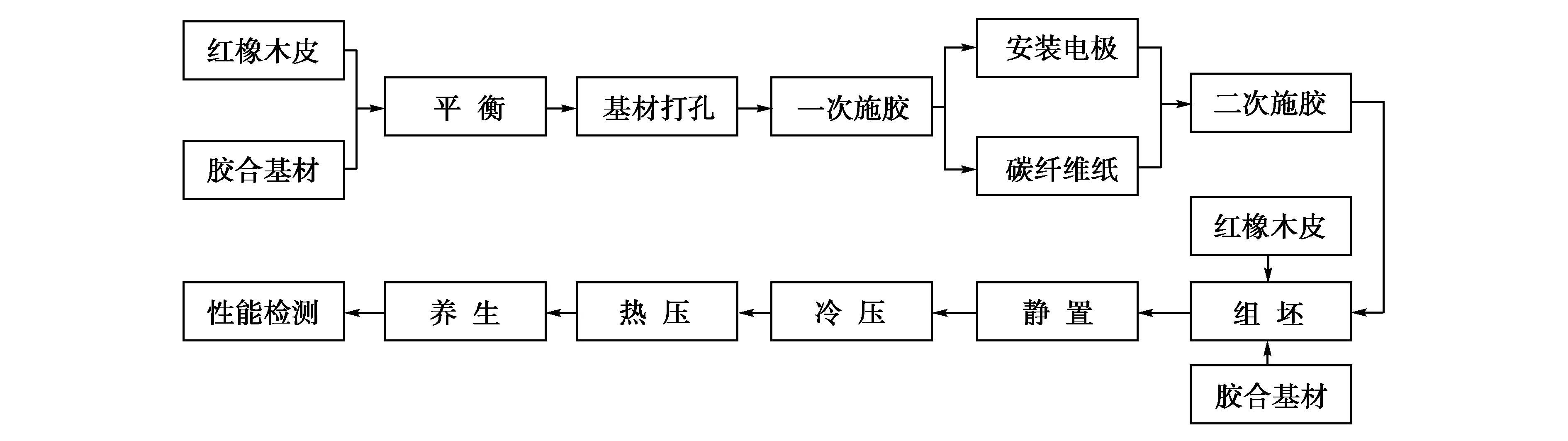
图1 碳纤维发热复合基板制造实验流程
(1)平衡:将桉木胶合板、红橡木皮放入恒温恒湿箱(温度30 ℃,湿度65%),调节其含水率至7%~9%;
(2)打孔:在基材两端中部距端头35 mm处分别打直径为7 mm的圆孔;
(3)施胶:两次施胶,首先在基材上涂总胶量60%(误差≤±2%),安装铜电极并覆碳纤维纸,然后再涂余下的40%胶,施胶量根据实验设定调整;
(4)组坯:将红橡木皮覆在施胶后的桉木胶合板基材上;
(5)静置:上负重物,使红橡木皮紧贴于基材表面,防止胶黏剂因水分流失变干,静置10 min,使胶黏剂渗透至碳纤维纸内部;
(6)冷压:压力0.6 MPa,加压时间8 min;
(7)热压:以实际生产热压参数为基础,并根据实验要求进行调整;
(8)养生:将制成的复合基板放置养生5~6天,以释放应力。
碳纤维发热复合基板结构示意图如图2所示。
1.3.2 实验设计
通过单因素实验,研究热压时间、施胶量、热压压力、热压温度这4个因素对碳纤维发热复合基板胶合性能及电阻变化的影响,每个因素选取6个变化点,见表1。

图2 碳纤维发热复合基板结构示意图
表1 实验参数变量值设定
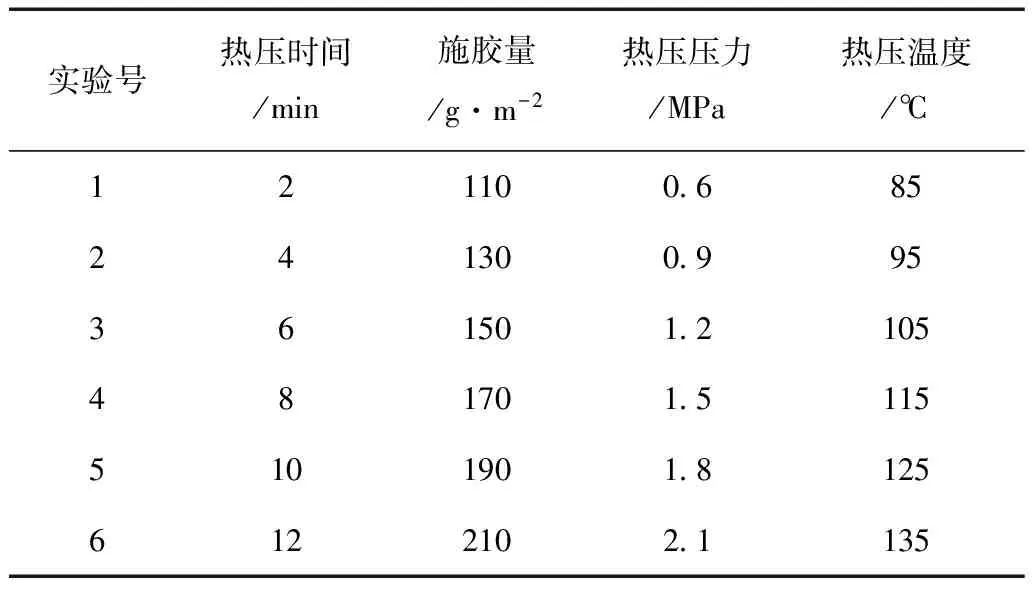
实验号热压时间/min施胶量/g·m-2热压压力/MPa热压温度/℃121100685241300995361501210548170151155101901812561221021135
1.4 性能测试
(1)胶合性能:按GB/T 18103-2013《实木复合地板》要求进行浸渍剥离试验。每组试验6点重复,每个重复点取4块试件做浸渍剥离试验,每组另设一个普通复合基板作对照组。
2 试验结果与分析
2.1 热压时间对碳纤维发热复合基板胶合性能及电阻的影响
热压时间对基板胶合性能的影响如图3所示,对基板电阻的影响如图4所示。
随着热压时间的增加,碳纤维发热复合基板胶合强度逐渐提高,当热压时间为6 min时,浸渍剥离合格率达83.3%以上,基板胶合性能可以达到标准要求,当热压时间增加至10 min以上,胶合性能仍可达到标准要求,但合格率略有降低。热压时间是胶黏剂固化的基础,因此不宜太短,以保证胶层完全固化,提高胶合质量,但时间过长会增加胶合板压缩率,基板尺寸的稳定性差且浪费能源,降低生产效率,甚至可能导致胶层固化过度而降低胶合性能[7]。由图3可知,当基板内部嵌入了碳纤维纸后胶合性能比对照组有所降低,所以生产企业应严格控制热压时间。由图4可知,热压时间变化对碳纤维发热复合基板电阻的影响规律不明显,在本研究条件下热压时间建议选为6 min。
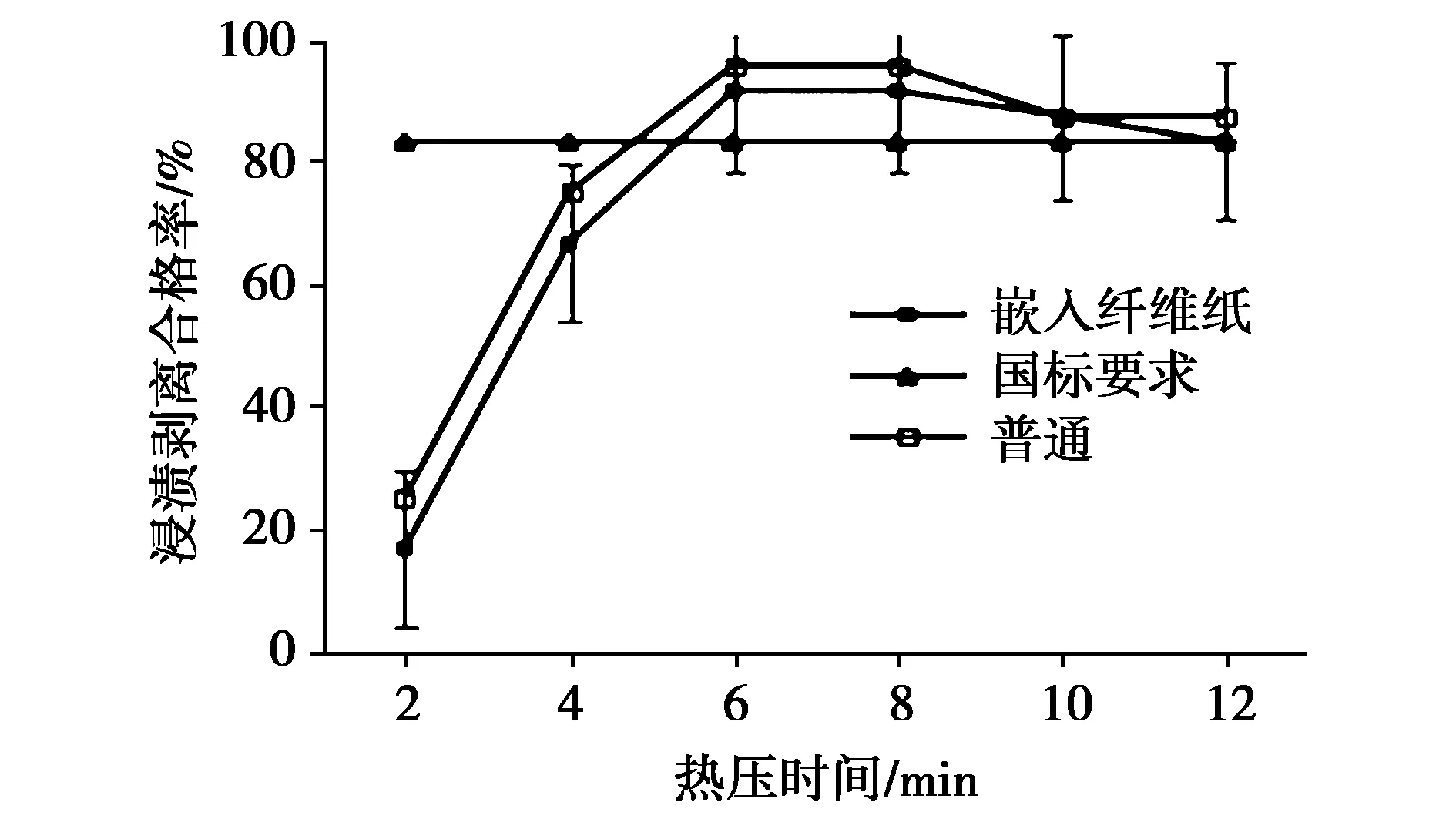
图3 热压时间对基板胶合性能的影响
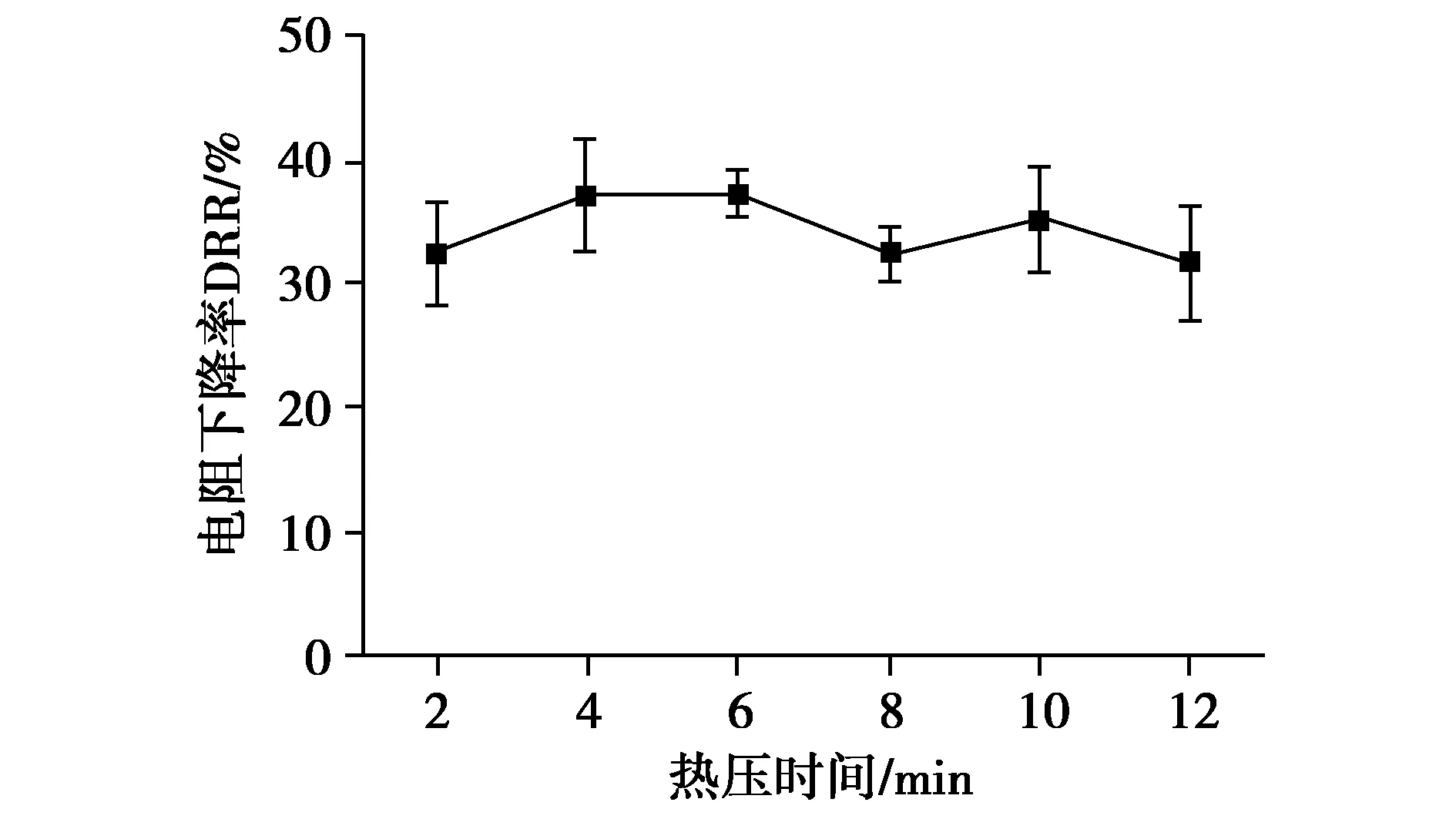
图4 热压时间对基板电阻的影响
2.2 施胶量对碳纤维发热复合基板胶合性能及电阻的影响
施胶量对基板胶合性能的影响如图5所示,对基板电阻的影响如图6所示。
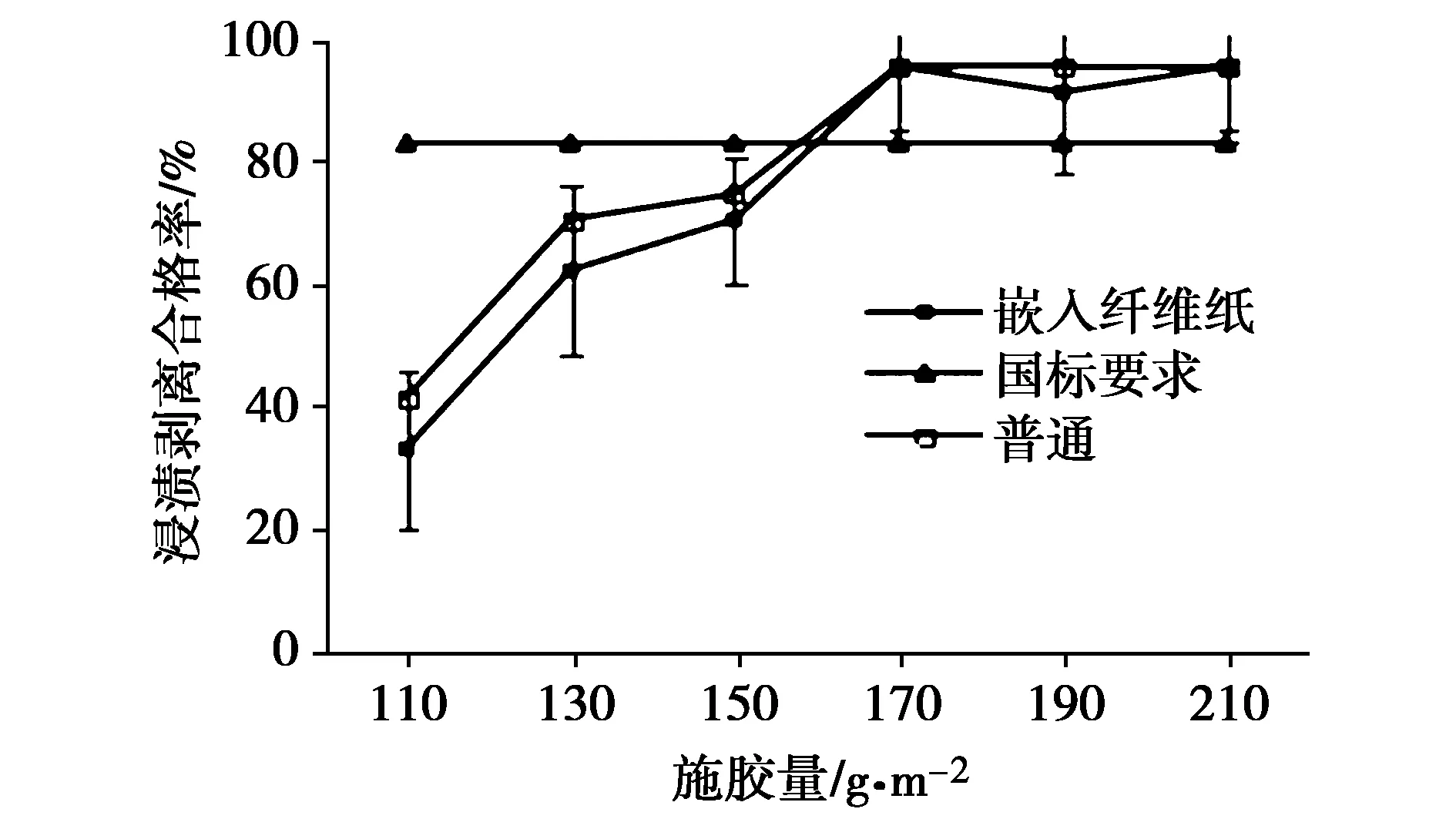
图5 施胶量对基板胶合性能的影响
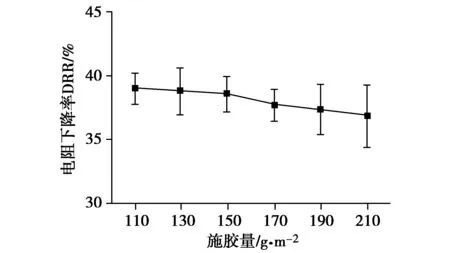
图6 施胶量对基板电阻的影响
施胶量对碳纤维发热复合基板胶合性能影响较大,施胶量不足会出现面层脱胶,尤其是基板内嵌入了碳纤维纸后现象更为明显[8]。由图5可知,随着施胶量的增加,碳纤维发热复合基板胶合强度逐渐提高,当施胶量为170 g/m2时,浸渍剥离合格率达91.7%以上,基板胶合性能均远高于标准要求,当施胶量继续增加,基板胶合质量不再提高。实验发现当施胶量为180 g/m2以上时反而会出现漏胶现象(胶黏剂从板侧渗出)。本研究因基板内部嵌入了碳纤维纸,其胶合强度与普通复合基板相比偏低,生产企业应控制施胶量,既要保证基板胶合性能达到要求,又要节省成本,降低甲醛释放量,同时还要考虑碳纤维纸对胶黏剂的吸收等因素,综合考虑施胶量。由图6可知,在其他因素均相同的条件下,随着施胶量的增加,基板电阻呈略下降的趋势,可能是由于碳纤维纸对胶黏剂的吸收产生了溶胀作用,使碳纤维间搭接点增多,导电截面增大,因而电阻呈现出略下降的趋势[9]。在本研究条件下,施胶量建议选为170 g/m2。
2.3 热压压力对碳纤维发热复合基板胶合性能及电阻的影响
热压压力对基板胶合性能的影响如图7所示,对基板电阻的影响如图8所示,与电阻下降率的关系见表2。
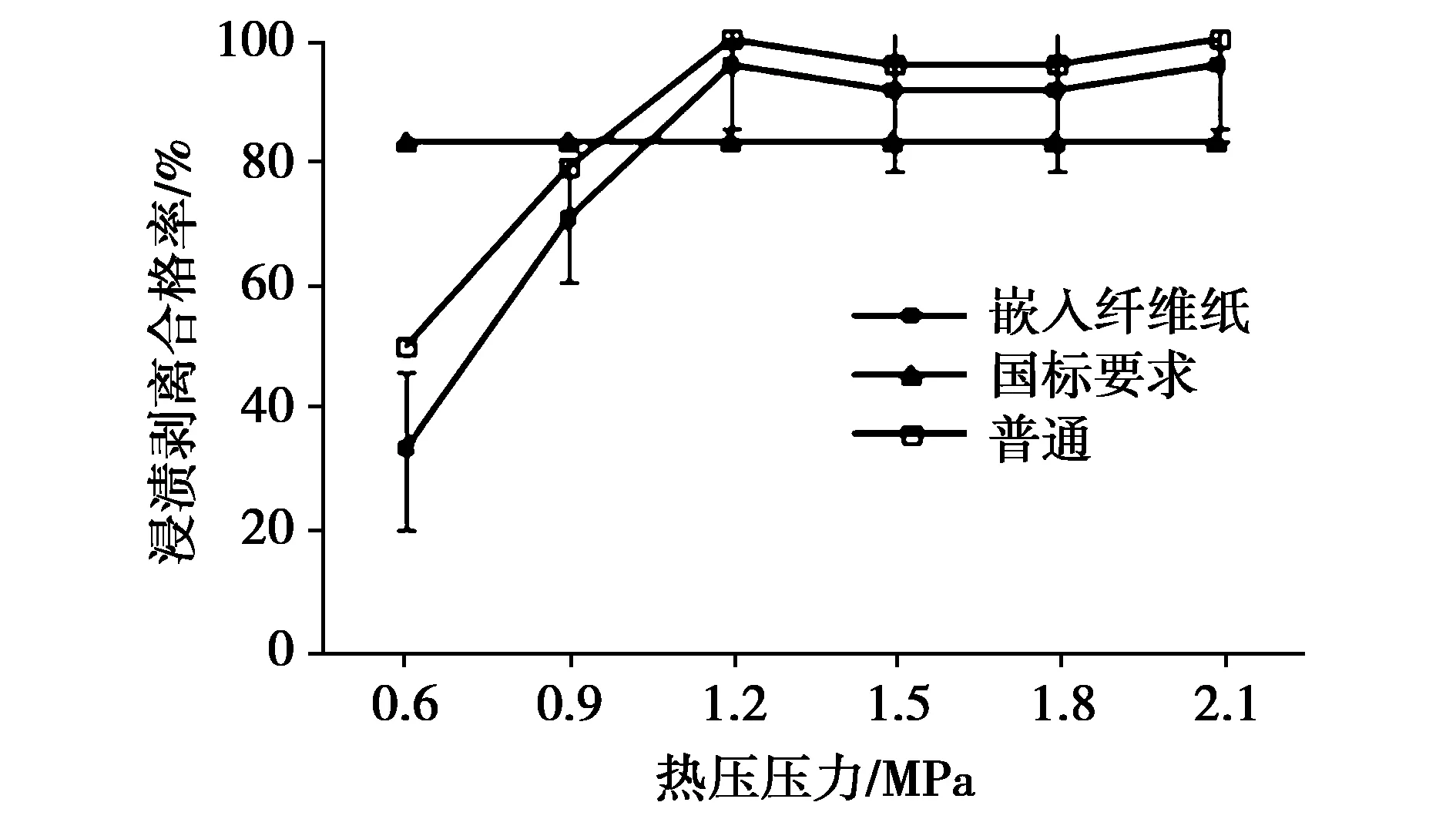
图7 热压压力对基板胶合性能的影响
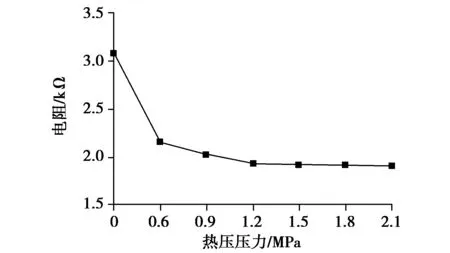
图8 热压压力对基板电阻的影响
表2 热压压力与电阻下降率关系表
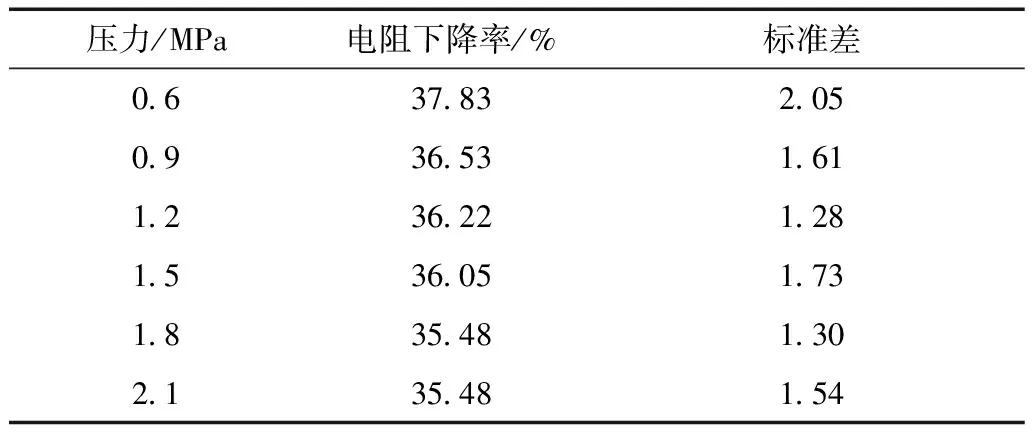
压力/MPa电阻下降率/%标准差063783205093653161123622128153605173183548130213548154
由图7可知,随着热压压力的增加,碳纤维发热复合基板胶合强度明显提高,当热压压力为1.2 MPa时复合基板浸渍剥离合格率达91.7%以上。热压压力继续增大,基板胶合性能变化不明显。由表2可知,热压压力对基板电阻的影响较为明显,随着热压压力的增大,基板电阻下降,可能是由于碳纤维纸具有压阻特性,在压力作用下碳纤维之间搭接点增多,导致基板电阻不断下降,当热压压力达到1.2 MPa后,电阻几乎不因压力的变化而变化(见图8),说明碳纤维纸电阻在0.9~1.2 MPa范围内存在一个“阈值”,当压力达到该值后,电阻不会再随压力增加而改变[10]。热压压力对碳纤维发热复合基板胶合性能及电阻都会产生影响,热压压力过小胶合性能达不到标准要求,压力过大又会增加基板压缩率,影响尺寸稳定性,甚至可能破坏基板内部的细胞形态。在本研究条件下,热压压力建议选为1.2 MPa。
2.4 热压温度对碳纤维发热复合基板胶合性能及电阻的影响
热压温度对基板胶合性能的影响如图9所示,对基板电阻的影响如图10所示。
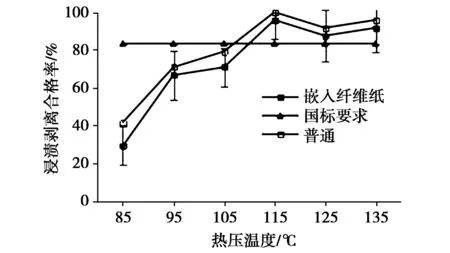
图9 热压温度对基板胶合性能的影响
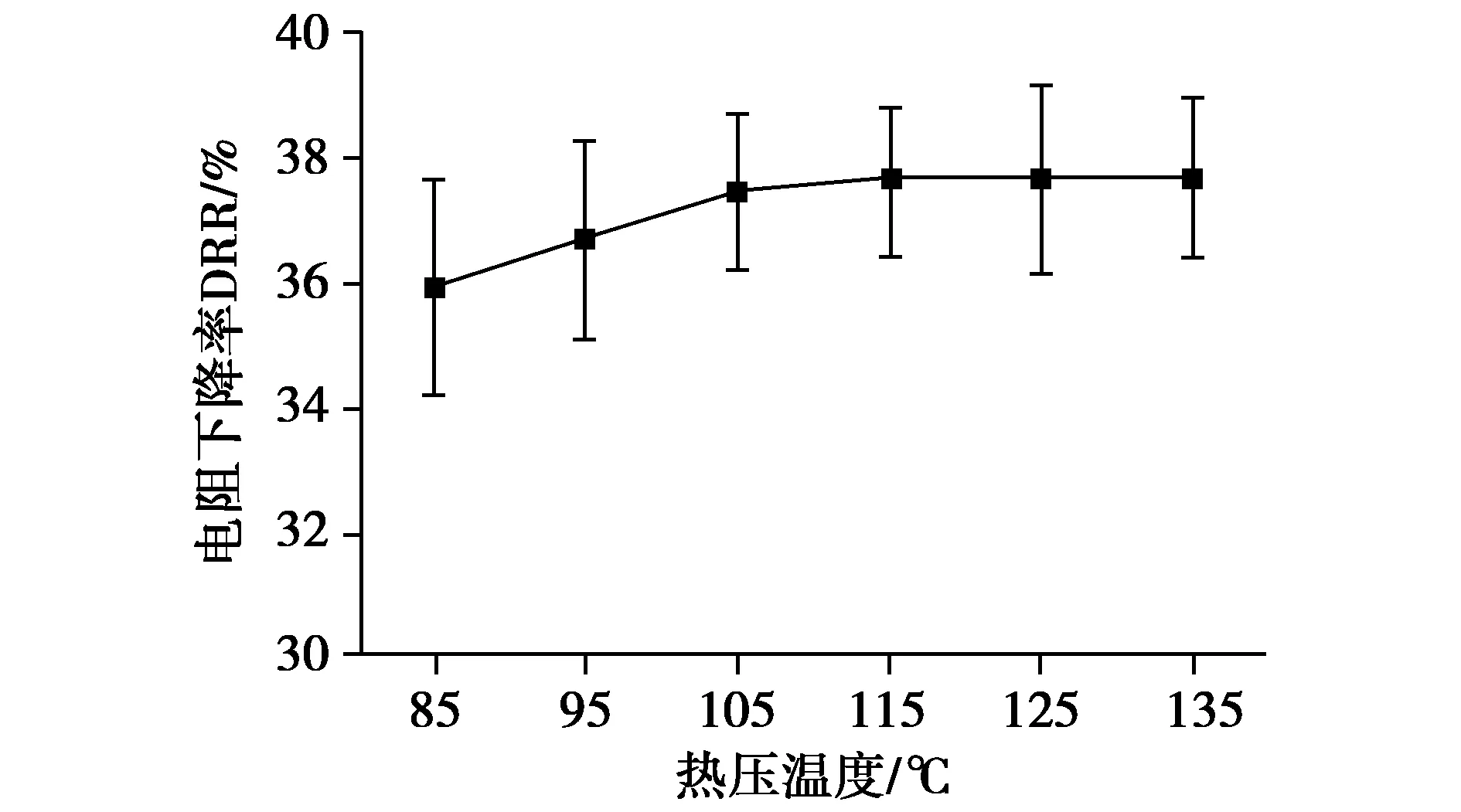
图10 热压温度对基板电阻的影响
热压温度是胶黏剂固化的重要因素,不同种类的胶黏剂固化温度不同,热压温度对碳纤维发热复合基板胶合性能影响比较明显。由图9可知,随着热压温度的增加,碳纤维发热复合基板胶合强度逐渐提高,当热压温度为115 ℃时基板浸渍剥离合格率达95.8%以上,但热压温度继续升高,基板胶合质量并未继续提高,甚至反而降低。说明与热压时间类似,热压温度也不宜过高,否则易导致胶层固化过度[11]。生产企业应控制好热压温度,在保证胶黏剂充分固化、胶合性能达到标准要求的前提下,选择较为适宜的热压温度,这样可节省能源,降低生产成本。由图10可知,在其他因素相同的条件下,基板电阻随热压温度的升高逐渐降低并趋于稳定,当温度达115 ℃时电阻基本稳定。在本研究条件下,热压温度建议选为115 ℃。
3 试验验证
按上述试验结论,设定碳纤维发热复合基板热压工艺参数为:热压时间6 min、施胶量170 g/m2、热压压力1.2 MPa、热压温度115 ℃,在此条件下做8块复合基板,每块基板上取4个试件,然后按照GB/T 18103-2013《实木复合地板》要求做浸渍剥离试验。验证结果表明,浸渍剥离合格率达93.8%,远高于标准规定。
4 结论
(1)热压时间、施胶量、热压压力、热压温度对碳纤维发热复合基板胶合性能均会产生一定的影响,其中施胶量、热压压力、热压温度对基板电阻影响略明显,热压时间对基板电阻几乎无影响,此外,各参数之间还可能会产生一定的交互作用。生产企业应综合考虑各方面因素,以寻求更为适宜的热压工艺。
(2)在本试验条件下,碳纤维发热复合基板的适宜热压工艺参数为:热压时间6 min、施胶量170 g/m2、热压压力1.2 MPa、热压温度115 ℃。通过试验验证,在该工艺条件下碳纤维发热复合基板胶合质量远高于标准要求。
[1] 罗明星,罗贤成.燃气红外辐射采暖在高大建筑上的应用及节能分析[J].重庆交通大学学报,2010,10(3):31-33.
[2] 潘旭.国内外采暖方式现状及发展趋势分析[J].科技创新与应用,2014(10).
[3] 王艳伟,吴忠其,邵煜,等.碳纤维复合材料抗老化性能评价及研究进展[J].中国人造板,2016,23(2):1-4.
[4] 2016-2020年中国城市供热行业发展现状调研与市场前景预测报告[R].中国调研报告网,2015.
[5] 牟群英.电热地板物理性能测试[J].安徽农学通报,2007,13(5):165-166.
[6] 吴兆春.碳纤维电热膜复合装饰板的应用[J].中国资源综合利用,2012,30(1):62-63.
[7] 姚利宏,王喜明,费本华,等.胶合工艺对桉/杨I类胶合板胶合强度的影响[J].木材工业,2008,22(6):34-36.
[8] 程献宝,朱德成,孙柏玲,等.多层实木复合地板产品的质量控制措施[J].木材工业,2015,29(3):51-54.
[9] 袁全平.木质电热复合材料的电热响应机理及性能研究[D].北京:中国林业科学研究院,2015.
[10] 赵艺斐,曹军,孙丽萍.中密度纤维板热压中VDP影响因素的控制系统研究[J].森林工程,2014,30(2):34-37.
[11] 方萍,李黎.橡木贴面实木复合地板凹凸表面热压工艺研究[J].林业机械与木工设备,2015,43(6):14-17.
(责任编辑 张雅芳)
Effect of Hot-pressing Parameters on the Adhesive Performanceof Carbon Fiber Heating Parquet Substrates
WANG Yan-wei1, WU Zhong-qi1*, WANG Tian-cheng1, JIANG Jun2,ZHANG Zi-gu1, SUN Long-xiang1, XU Li1
(1.Jiusheng Flooring Co.,Ltd.,Nanxun Zhejiang 313009,China;2.Nanxun Inspection Institute of Zhejiang Wood Product Quality Inspection Center,Nanxun Zhejiang 313009,China)
In this paper,with eucalyptus plywood as carbon fiber heating parquet substrates,red oak as the veneer,carbon fiber paper embedded in the middle as the heating materials,carbon fiber heating parquet substrates are obtained by hot pressing.Through single-factor experiment analysis,the effect of hot-pressing parameters on carbon fiber heating parquet substrate adhesive performance and resistance variation is emphatically discussed.The results show that with adhesive strength as reference basis,the hot-pressing technology suitable for carbon fiber heating parquet substrates is:hot-pressing time:6 min,temperature:115 ℃,pressure:1.2 MPa,amount of adhesive coating:170 g/m2.
carbon fiber heating layer;parquet;hot-pressing parameters;adhesive performance
2016-09-20
浙江省科技计划项目“碳纤维发热木竹功能复合材料研制与示范”(2014NM009)
王艳伟(1984-),男,工程师,硕士,研究方向为木材科学与技术。
*通讯作者:吴忠其(1980-),男,高级工程师,本科,研究方向为木材科学与工程。
TS612
A
2095-2953(2017)01-0018-05