浅谈φ3000×38000蒸馏塔的安装
2016-12-20郑贺伍罗海贵郑忠山刘东联
郑贺伍,罗海贵,李 新,郑忠山,刘东联
(唐山三友化工股份有限公司,河北唐山 063305)
浅谈φ3000×38000蒸馏塔的安装
郑贺伍,罗海贵,李 新,郑忠山,刘东联
(唐山三友化工股份有限公司,河北唐山 063305)
详细介绍了φ3000×38000筛板蒸馏塔安装的施工过程,通过对蒸馏塔安装过程中施工工序及技术创新的论述,为今后类似设备的安装提供经验。
筛板蒸馏塔;安装;找正;吊装;载荷;底座
我公司φ3000×38000混流式筛板蒸馏塔(简称蒸馏塔)是纯碱生产的关键设备,对生产能耗的高低具有决定性的影响,它的工作状况与生产效率是整个生产系统良性循环的关键。现因7#蒸馏塔长周期的运行,塔体腐蚀严重,部分塔圈出现渗漏,工作状况恶化,蒸氨效率下降明显,给纯碱生产造成极大的安全隐患。公司决定对其进行设备单体大修,将旧塔更换为新塔。
1 设备结构及特点
新塔体材质为铸铁,直径φ3000,塔高38 655 mm,共有37节塔圈、27件塔板及一个塔盖,全塔设备净重183.6 t,分为上部的预热段和下部的蒸馏段。其中蒸馏段共23节塔圈,且自4#塔圈至20#塔圈内安装有17件材质为Q235A的塔板,塔板上均布有180个φ120的筛孔;预热段共14节塔圈,且自25#塔圈至34#塔圈内安装有10件材质为TA2的塔板,塔板上均布有252个φ120的筛孔。另外,还包括蒸馏段蒸汽分配器和废液出口挡板,以及预热段混合分配器和丝网除沫器等内件。因此,该设备具有结构复杂、材质多样及外形尺寸大、单节塔圈重量大的特点。
2 施工工序及技术要求探讨
2.1 塔圈组对
新塔体的安装,根据现场作业环境及吊车作业能力,对塔圈(含内件)进行了1~3节为一组的分段组装,组对顺序同时也作为塔体安装时塔圈吊装顺序。塔圈组装质量按以下技术要求执行:
1)内件安装位置正确,螺栓对称均匀紧固。
2)塔圈内的塔板平面度允差为2 mm/m,且整块塔板平面度允差为3 mm。
3)按制造厂留下的永久性预装标记进行组对,组对时塔圈法兰之间加好密封垫。
4)及时安装塔圈人门盖、封闭备用孔。
5)塔圈组对完成后,对照装配图按顺序依次对其进行预组装。预组装时塔圈法兰间不加密封垫、不紧固螺栓。相邻塔圈间上下止口相对位置正确,上止口必须完全落在下止口内,不得有上下止口啃咬的现象;相邻塔圈密封面的间隙不得超过1 mm,且连续长度不超过周长的1/3。
2.2 新塔安装
2.2.1 栽接地脚螺栓
由于原设备基础上的地脚螺栓腐蚀严重,决定去掉腐蚀部分,保留高出基础表面50 mm且大于原螺栓直径90%部分,焊接一段新螺栓,我们称之为螺栓栽接。螺栓规格为M48×250,数量36条,中心距直径φ3440。
1)定位螺栓的栽接
选择设备基础上的0°、90°、180°、270°四个位置各栽接1条螺栓,作为定位螺栓。为保证焊接质量,将螺栓裁接端加工出如图1所示的单边V型坡口。螺栓焊接后,经测量,两对称螺栓中心距3 440 mm,两相邻螺栓中心距2 432 mm,满足使用要求。

图1 栽接螺栓坡口形式
2)利用底座栽接地脚螺栓
一般情况下,地脚螺栓栽接应使用钻有定位孔的环状钢模板进行,以防螺栓歪斜。其基本过程是先在设备基础上安装好4~6件模板支架,并利用已栽接的4条定位螺栓,将模板放置到支架上,且将螺栓露出模板50 mm左右。最后,将其余的螺栓利用模板定位孔与基础上的螺栓保留部分进行栽接,待全部螺栓焊接完成并安装好底座后,再行拆除。该工艺具有定位准确的优点,但材料耗用多、作业时间长。由于公司为减少停车检修造成的经济损失,大幅压缩了7#蒸馏塔检修时间,此工艺已不适合继续采用。故在此情况下,对其施工工艺进行了创新,直接利用设备底座代替模板进行地脚螺栓的安装。即定位螺栓焊接完成后,分别在其根部放置一组200 mm×200 mm枕木,使定位螺栓高出枕木30~50 mm,找平垫实枕木。然后,将底座吊运至安装位置,以底座为定位模板,将其余的地脚螺栓放到底座螺栓孔内, 与原地脚对齐并进行焊接。完成后,在其两侧放置了新的垫铁组,使用千斤顶顶起底座撤掉枕木,将底座落实在新垫铁组上。
2.2.2 底座安装
1)底座安装前,打磨平整垫铁组安装处的水泥基础表面,并在每条地脚螺栓间放置一组垫铁,按水平度不低于2/1 000 mm找平。垫铁组布置如图2所示。

图2 垫铁组布置图
2)调整垫铁使底座标高在安装要求的±5 mm之间。
3)利用水准仪测量底座上端大法兰面四点水平度,调整垫铁组使其水平度偏差符合设备安装技术要求。
4)合格后把紧所有地脚螺栓,再次对上述各项指标进行检查,确认无误后对所有垫铁点焊固定,完成了底座的安装。
2.2.3 塔圈安装
1)塔圈的安装自底座开始,利用吊车配合,向上逐节进行。每节塔圈与下层相邻塔圈把紧后,其上法兰面的水平度偏差控制在≤0.3/1 000 mm;塔体的倾斜度允差为0.5 mm/m,且不得有三圈连续向一边偏移。
2)各节塔圈安装过程中,对塔圈间的对中及错口、偏移和上下止口位置进行检查,确认合格。
3)塔体安装完毕后垂直度偏差为18 mm,符合设备安装要求。
4)暖塔过程中对螺栓再次进行紧固,未发现泄漏,满足化工生产的要求,塔体安装完成。
2.3 设备的吊装
2.3.1 钢丝绳选用
因新塔圈中最大重量14.4 t,故选取该次吊运进行钢丝绳吊装载荷计算,其余从略。塔圈的吊运使用2根钢丝绳捆绑吊装,吊装载荷受力分析如图3所示,则有:F=2Tcos15°,其中F=kQ=16 940 kg。
式中:Q——设备及索具重量,其中设备重14 400 kg,吊钩及索具重1 000 kg;k——动载系数,k=1.1。
则T=F/2cos15°=16 940/2cos15°=8 768.8 kgf=85.9 kN。
钢丝绳取安全系数K=6,则钢丝绳破断拉力F0=KT=6×85.9=515.4 kN。
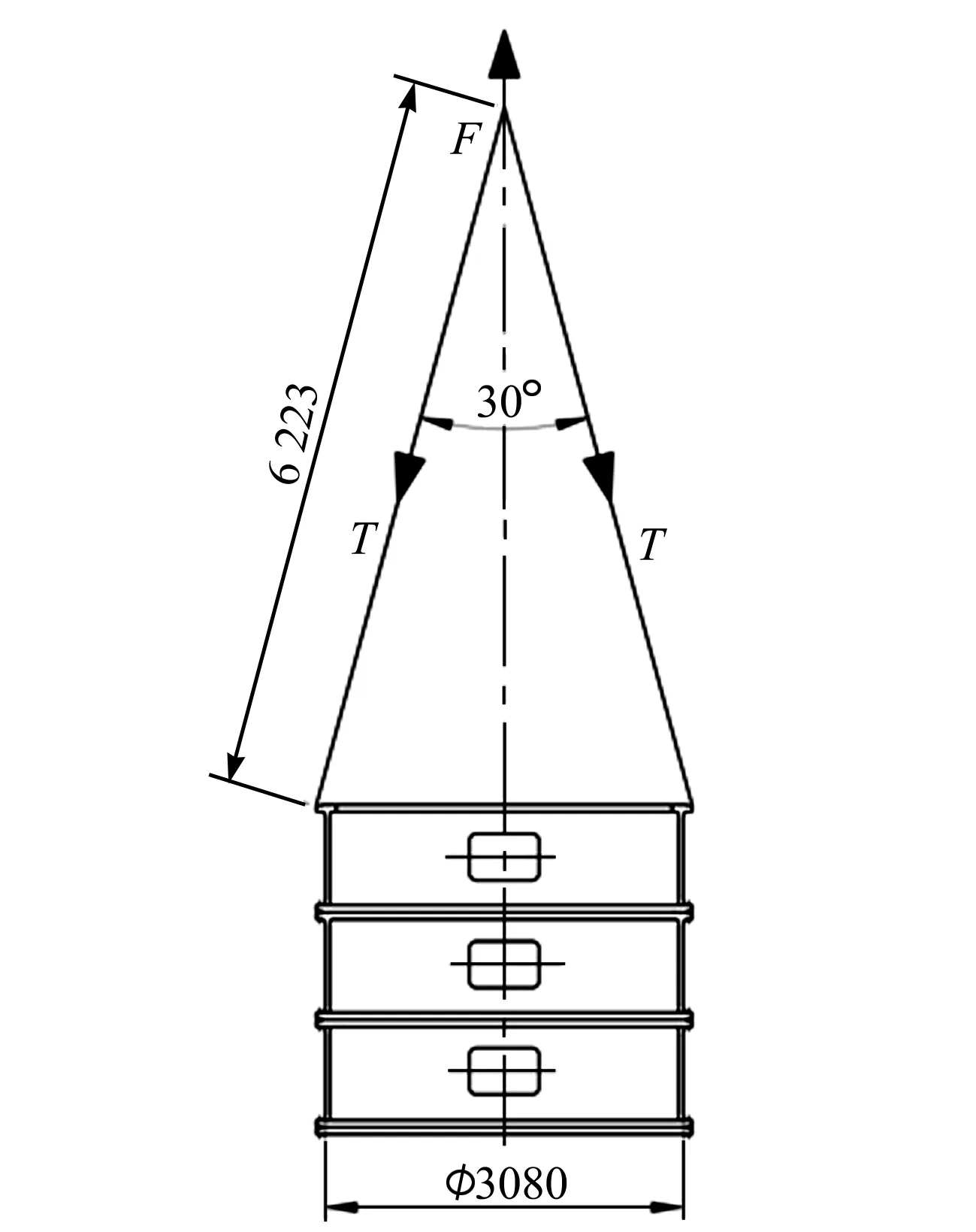
图3 载荷计算图
查GB/T20118-2006《一般用途钢丝绳》中表20,拟选钢丝绳规格为:φ32—6×37+FC—1770 MPa,其最小破断拉力为534 kN,且534kN>515.4 kN,可以使用。
2.3.2 塔体吊运
因7#蒸馏塔四周的设备及管道众多,施工环境复杂,需拆装的塔圈重量大,造成塔圈吊运困难。故
根据施工现场情况及吊车性能,选用了格鲁夫GMK7450型全地面起重机,吊车全臂长60 m,最大吊重450 t。塔体吊装时,吊车使用120 t配重,作业半径32 m,采用塔式工况,主臂出杆35.3 m,加装过渡臂2.9 m,作业角度81°,副臂37 m,起升高度43.25 m,额定起重量29.5 t,吊装载荷冗余大,起重作业安全系数高,可满足作业要求。
3 结 语
通过科学合理的施工,新塔的安装仅用了1.5天,比计划提前了近8个小时。有力地缓解了生产压力,减少了设备停车带来的经济损失。特别是利用设备底座代替模板进行螺栓栽接的技术创新,不但为确保工期提供了可靠保障,更为今后类似设备检修积累了经验。
[1] 潘鸿恩,孙锡吾.纯碱生产设备检修与防腐[M].沈阳:辽宁科学技术出版社,1991
[2] 咸志才,黄璟.起重工[M].北京:化学工业出版社,2008
TQ114.15
B
1005-8370(2016)06-28-03
2016-06-07
郑贺伍,助理工程师,唐山三友化工股份有限公司纯碱分公司制修车间技术组组长。
