智能装配生产工序研究
2016-12-17胡红云梁雨昕
胡红云+梁雨昕
摘 要:该文对某公司客车装配生产线流程进行了分析,利用生产线平衡理论找出了瓶颈工序,利用智能制造理论、工业工程理论进行了改善,提高了该生产线的平衡率,进而提高了生产效率。利用智能制造、工业工程的理论和方法分析制造业生产方式,可以实现管理创新。
关键词:智能制造 装配 生产线平衡率 瓶颈工序
中图分类号:TM76 文献标识码:A 文章编号:1674-098X(2016)07(c)-0006-05
Abstract:This paper analyzes the production process of a vehicle assembly line. By applying the line-balancing theory, the intelligent manufacturing theory and the industrial engineering theory, we managed to detect bottleneck procedures and implement improvement strategies, resulting in increased balancing ratio and productivity of the assembly line. The research shows that management innovation can be achieved by analyzing the production details with intelligent manufacturing theory, industrial engineering theories and methods.
Key Words:Intelligent Manufacturing; Assembly; Line balancing ratio; Bottleneck procedure
《中国制造2025》提出了加快推动新一代信息技术与制造技术融合发展,把智能制造作为两化深度融合的主攻方向;着力发展智能装备和智能产品,推进生产过程智能化,培育新型生产方式,全面提升企业研发、生产、管理和服务的智能化水平。对于制造业来说,智能制造是企业未来发展的方向,通过发展智能制造,可以提升企业信息化水平,推动物联网、云计算、大数据、人工智能等新兴技术的应用,促进制造业工业化与信息化深度融合,推进制造业的数字化、网络化和智能化发展。
1 相关文献
当前,正值我国大力推动信息化与工业化深度融合,促进制造业转型升级的关键时期,德国推动的“工业4.0战略”与我国提出的两化深度融合有若干相通之处,与我国制造强国战略不谋而合。张曙(2014)[1]指出目前工业4.0处于理念和战略思考阶段,还不是现实。阐述了工业4.0的内涵,并提出了我国企业实施工业4.0的应对策略。缪学勤(2014)[2]论述了Industry 4.0的愿景、目标、主要内容和采用的战略,分析了智能工厂的体系架构,指出应该借鉴Industry 4.0智能工厂的理念,促进我国装备制造业转型升级。任宇(2015)[3]对美国、日本、德国、中国的智能制造进行了比较分析。指出我国智能制造与发达国家存在较大差距。提出了相关政策建议。吴智慧(2015)[4]概述了工业4.0的由来与进化过程、内涵与主要内容、传统制造企业如何适应工业时代、工业对中国传统制造业的启示等。刘云柏(2015)[5]介绍了互联网思维下智能制造的定义、形态、架构及模式,列举了智能制造在几家比较有代表性的企业中的应用情况,并探讨了互联网思维下智能制造发展的意义。
国内外关于智能制造的文献对智能制造的含义、架构、内容、技术都进行了阐述,提出了我国发展智能制造的对策。但大多都是从宏观上进行研究,从企业生产与工艺上的研究较少,该文结合我国客车制造企业实际,以某客车生产企业为例,研究客车装配生产工艺流程,解决瓶颈工序问题,朝着客车装配生产线的自动化、信息化与智能化方向改造,从而提高生产效率。
2 智能生产线建设的相关理论
2.1 智能制造
将信息技术、网络技术和智能技术应用于设计、制造、管理和服务等工业生产的各个环节,以进行感知、分析、推理、判断和决策而产生的一种新的工业形态。智能制造能够大幅度地提高制造效率,改善产品质量,降低产品成本和资源消耗,将传统工业提升到智能化的新阶段。
2.2 生产线平衡
生产线平衡(Assembly Line Balancing),是对生产线上的所有工序进行负荷分析,通过调整各工序间的负荷分配使得各工序达到生产力平衡(作业时间尽可能相近),以达到最终消除各种等待及浪费现象,提高生产线的整体效率的目的。
这种改善工序间能力使之平衡的方法又称为“瓶颈改善”。
生产线平衡以生产线平衡率来衡量:
生产线平衡率E=W/SC
其中,S为工位数,C为节拍时间。
节拍时间C=W/Q
其中,W为每天的生产时间,Q为每天的产量。
2.3 瓶颈工序
指生产线所有工序中所用人均工时最长的工序,通常指一道工序,有时也指几道工序。对瓶颈工序改善能够提高整个生产系统的生产效率。
2.4 物联网
可以形象称之为物物相连的互联网,物联网可以实现对物的感知、识别、控制、网络化互联和智能处理有机统一,从而形成高智能决策。
3 对某公司客车装配线瓶颈工序的改善
3.1 某公司客车生产现状
某公司成立于1988年12月,专注于大、中、轻型客车整车研发、生产、销售和服务,其大中型客车年产能2万辆,轻型客车年产能3万辆,总占地面积80万m2,是国内知名客车生产企业。
3.1.1 客车装配工艺流程
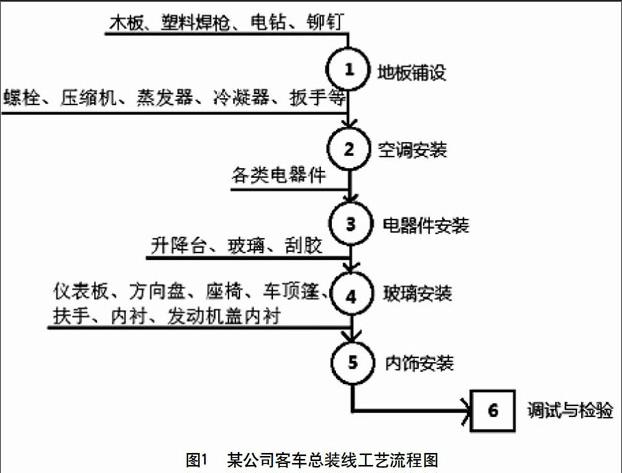
某公司客车装配工艺流程:地板铺设→空调安装→电器件安装→侧窗玻璃、前档风玻璃安装→内饰安装→整车电器调试→交检,工艺流程图如图1。
(1)地板铺设。
地板铺设根据客户订单选择材料,工人手工切割焊接木板,磨平,装好车灯,此工位有8个工人,标准作业时间38.7 min,所需总工时310 min。
(2)空调安装。
安装空调风道、空调压缩机、管路、线束等。需工人2人,标准作业时间38.5 min(安装17.5 min,调整21 min),总工时77 min。
(3)电器件安装。
电器件安装工位的部件较多,包括电源电路、起动电路、点火电路、空调控制电路、仪表电路、照明与信号电路、辅助电器、电子控制系统,此工位有3个工人,标准作业时间28.3 min,总工时数85 min。
(4)侧档玻璃和前档玻璃的安装。
玻璃工位由工人控制升降台将玻璃装到汽车侧面,需8个工人,标准作业时间34.4 min,总工时数275 min。
(5)内饰件安装。
安装仪表板、方向盘、座椅、车顶篷和扶手、内衬、发动机盖内衬等,需工人9人,标准作业时间36 min,总工时325 min。
最后进行整车电器调试。
3.1.2 总装流水线工时分析表
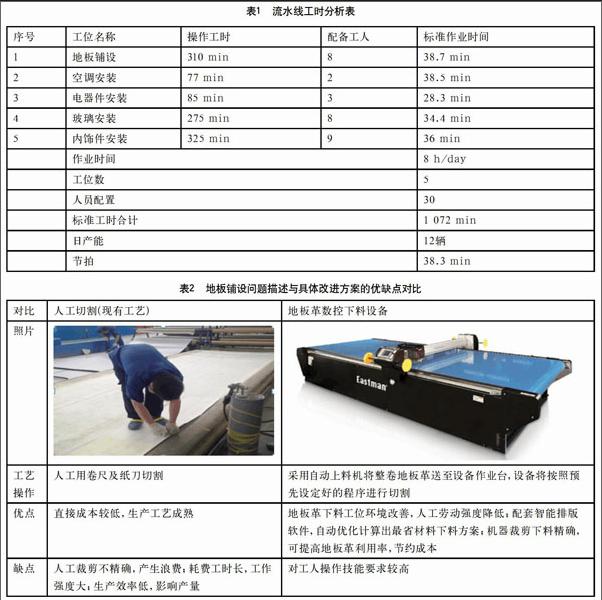
针对上述5个工作场地的作业情况,绘制出流水线工时分析表,如表1所示。
该条流水线作业时间:8 h/d;每天有两次10 min休息时间,1 d制造12辆车,流水线节拍:
C-
3.2 装配线工艺存在的问题
瓶颈一般是流水线中生产节拍最慢的环节,会导致在制品的等待,且制约着其他工序的正常作业,影响着流水线生产的流畅性。
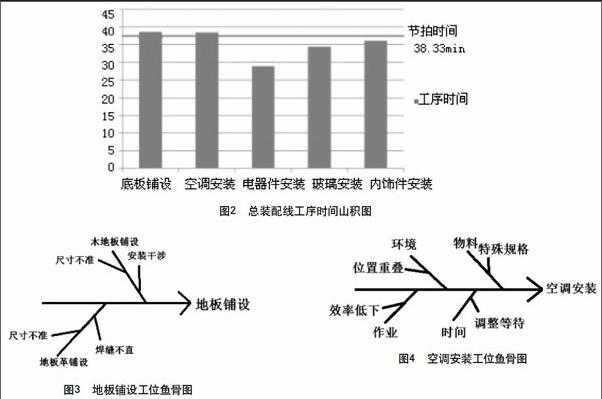
(1)绘制山积图。
应用山积图对客车总装配线进行分析,记录各个工序作业及时间如图2所示。
由图2可以看出,地板铺设工序时间最长,其次是空调安装工序,皆在节拍时间线之上,其他工序都在节拍时间线以下,因此地板铺设为首要瓶颈工序,空调安装为次要瓶颈工序。
(2)用鱼骨图确定造成瓶颈工序的因素。
通过认真观察可以发现,影响地板铺设的主要因素是人的因素,工人进行手工切割、手工焊接、手工铺设,生产时间较长,利用鱼骨图列出可能影响地板铺设和空调安装成为瓶颈工序的各种因素如图3、图4所示。
3.3 原因分析
3.3.1 地板铺设
木地板的铺设手工下料,手工切割造成耗时长、尺寸误差,产生鼓包或缝隙,返工等问题;地板革铺设手工切割焊接,焊缝不直,尺寸的把控不精密,需要多次测量并调整,这样导致地板铺设耗时长。
3.3.2 空调安装
空调安装调整时间长,传动皮带现场配置,占用作业空间位置时间长,影响其他工艺项目的施工,空调压缩机安装与后尾灯安装、灭火器安装共用操作位置,出现作业干涉现象,空调压缩机约70 kg重,由人工搬入发动机仓内,劳动强度大,效率低,如此占用较多工时。
3.4 对瓶颈工艺的改善
由于地板铺设是主要瓶颈工艺,笔者将从引入数控设备方面进行改善;空调安装工艺是次要瓶颈工艺,从其工艺拆分方面进行改善。
3.4.1 生产线平衡率
公司日产车辆12辆,总装配生产线生产节拍C=38.33 min/辆,是理想的生产状态。
工人和设备的利用率还可以改善从而提高生产线平衡率。
3.4.2 对地板铺设工位的作业方法进行改善
针对前文中分析的问题,将人工切割改为地板革数控下料机切割,引入自动化装备提高效率。改善前后优缺点如表2所示。
3.4.3 对空调安装工位的作业方法进行改善
根据前文所述,造成空调成为瓶颈的占用作业空间位置时间长,影响干扰其他工艺项目施工,可以将空调压缩机、支架、发电机、过渡轮安排到生产线外集中安装调整好之后,用电动小叉车送到车上,如此节省了生线上的作业时间,减少了对其他工序的干扰。
3.5 改善效果
3.5.1 提高了效率和效益
引入地板革数控下料设备可提高地板革制作下料进度,减小地板革切割加工误差,减少浪费;降低地板革切割工人劳动强度;生产线整体机械化程度提高,自动化生产水平得到大大改善;经过测算,该项改善将在后续时间里每年为企业创造效益67.8万元。
3.5.2 提高了生产线平衡率
引入数控下料机后,地板工位作业时间平均缩短10 min,该工位所需人数变为6人;将空调安装工位中的空调压缩机移至线外装配,减少工位作业相互干扰,减少了作业等待时间,压缩机安装调试时间整体缩短了6 min,考虑调整好后用电动小叉车送到车上的时间为3 min,则该空调安装工位生线上作业时间较原来减少了3 min。
3.6 装配生产线智能化改造
经过对瓶颈工序的优化及数控下料设备的引进,实现了生产过程的优化和自动化水平的提高,还可以在生产线上引入物联网技术,在每道工序上装上RFID和传感器,实现自动感知,上道工序完成之后,自动转入下道工序,实现生产数据的自动传输,以此来提高整条装配生产线的自动化、信息化、智能化水平。
4 结语
经过某公司客车生产线瓶颈工序的改善,提高了生产线平衡率,消除了等待、浪费和低效现象,为装配生产线实施数据化智能化改造创造了条件,提高了企业生产效率。
我国制造业普遍存在不断提高生产效率的问题,而影响生产效率提高的因素大部分企业都是生产组织方式问题,即生产线上的瓶颈工序导致生产线平衡率低,利用科学的分析方法,对影响生产效率的因素进行持续改善,可以提高制造业的生产效率,从而实现管理创新。而在此基础上引进先进的工业及信息化技术,可以促进智能制造。
参考文献
[1] 张曙.中国制造企业如何迈向工业4.0[J].机械设计与制造工程,2014(12):1-5.
[2] 缪学勤.智能工厂与装备制造业转型升级[J].自动化仪表,2014(3):1-6.
[3] 任宇.中国与主要发达国家智能制造的比较研究[J].工业经济论坛,2015(2):68-76.
[4] 吴智慧.工业4.0:传统制造业转型升级的新思维与新模式[J].家具,2015(1):1-7.
[5] 刘云柏.互联网思维下的智能制造构成和应用与意义[J].电子产品可靠性与环境试验,2015(3):1-6.
[6] 吴晓艳.装配生产线平衡的研究[D].上海交通大学,2007
[7] 王国化.丰田制造业真经[M].北京工业大学出版社,2014.
[8] 谢峰,张于贤.基于工序时间寻找生产线瓶颈的新方法[J].东南大学学报:哲学社会科学版,2014(S2):72-73,84.
[9] 武超然,李芳.基于方法研究及仿真的汽车零部件流程优化[J].工业工程管理,2014(5):43-51.
