浅析如何提高电子皮带秤瞬时精度
2016-12-15徐文涛
徐文涛
(新疆卷烟厂,新疆 乌鲁木齐 830000)
浅析如何提高电子皮带秤瞬时精度
徐文涛
(新疆卷烟厂,新疆 乌鲁木齐 830000)
流量控制是车间工艺控制的基础,其他一切工艺参数的控制均以流量控制为基本,精准的流量控制能为产品质量提供可靠的保障。随着产品品牌和结构、工艺要求的变化,随着设备使用寿命的减少,对电子皮带秤的计量精度提出了更高的要求,通过分析与改进,可实现电子皮带秤计量精度水平的提升。
流量控制;电子皮带秤;顺时精度
1 电子皮带秤称量原理及流量控制原理
电子皮带秤秤体由支撑架、传动皮带机、秤架、传感器等部件组成。秤体上装置有荷重传感器、信号放大器、光电传感器、速度传感器、传动主电机、挂码机构及调偏机构等部件。
称量原理:烟叶、烟梗、烟丝或梗丝等物料通过限量管下落至电子皮带秤的称量皮带上,随皮带向前运转,当其通过电子皮带秤有效称量段时,其重量通过输送皮带和称量托辊施加到荷重传感器上,传感器感受负荷压力产生电压信号,经放大器处理送入PLC数据采集系统。通过检测称量段上的单位长度重量q(kg/m),同时测速装置检测出皮带运行速度v(m/s),经过PLC运算得出瞬时流量和累积量并进行显示。瞬时流量为:Q=3600×q×v(kg/h);累积量为:G=∫q×v×dt(kg)
流量控制原理:平时所说的流量控制为瞬时流量控制,由上述公式可以看出,瞬时流量主要由单位长度上的物料重量和皮带速度决定,由于物料厚度由下料口的托辊高度决定,为固定厚度,所以当设定流量一定时,皮带秤会通过调整皮带速度来调整流量;同时,下料口进料情况(主要由高低位光电开关和提升带频率决定)也影响着物料流量控制的准确度。
2 存在的问题
以每十分钟为单位进行流量超标统计,每批次统计3次(30分钟),对部分工序、部分牌号的平均偏差进行统计(见表1、表2),发现主要存在以下问题:(1)部分电子皮带秤所有牌号瞬时流量波动相对较大。(2)部分电子皮带秤部分牌号瞬时流量波动相对较大。(3)电子皮带秤瞬时流量波动,会导致后续加香加料控制系统频繁调整,因而影响加料精度。
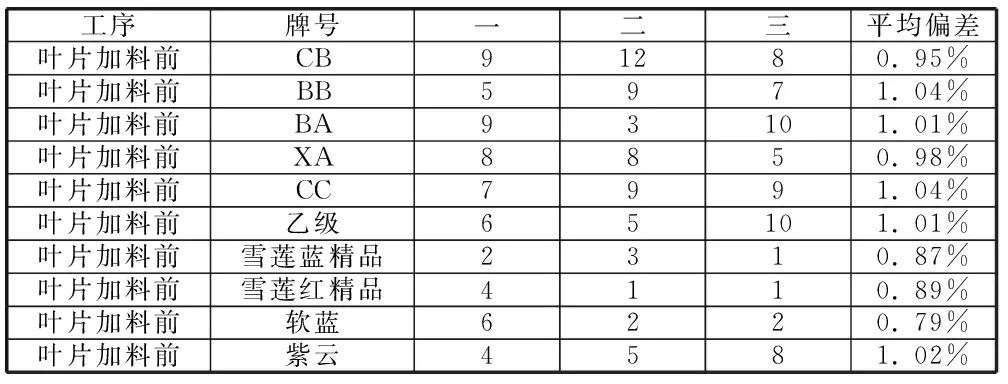
表1 叶片加料前数据统计

表2 烘丝前数据统计
3 原因分析
通过数据采集分析及现场观察,发现主要以叶片加料及烘丝前电子皮带秤波动频率及波动幅度相对较大,且叶片加料工序带有薄片的牌号比不加薄片的牌号波动频率及波动幅度较大,分析原因主要有以下几方面:(1)烟叶结构多样化,有的烟叶加有薄片。(2)来料的烟叶中存在结块现象。(3)提升带频率调整不当。(4)电子皮带秤流量计算程序仍然有优化的空间。(5)有部分电子皮带秤托辊较脏或轴承转动不畅。
4 制定措施
针对以上原因,通过实践,以下措施可有效解决问题:(1)根据产品牌号的不同,总结出生产不同牌号时各自牌号适合的喂料机提升带电机的运行频率。(2)调整叶片加料前及烘丝前落料器高低探料光电开关位置,并在程序中取消供料的间隔时间采用高频次供料来保证限量管中料位高度的稳定性。(3)优化电子皮带秤流量计算程序,提高流量控制精度。在原来简单的取单位时间内的堆栈平均值的基础上,增加数据平滑程序。此程序是由豪尼公司开发,专门用于对波动较大的数据处理。其原理是将一连串的输出数据先进行压栈,计算出前后数据的变化速率,乘以一个经验系数(豪尼公司推荐为0.333),所得数值表示数据的变化方向和变化速度,再加上下一个出栈数据计算出平滑数据。计算公式为:采集量=(本参量-前量)*平滑率+前量。将其核心程序移植到电子皮带秤的控制程序中,并编写接口程序。(4)检查保养所有电子皮带秤托辊,加强日常保养及卫生清洁工作。
5 效果检验
改进后,对所有电子皮带秤进行数据统计,部分表格如下:

部分工序活动前后对比表

部分工序活动前后对比柱状图
通过对活动前后的各工序电子皮带秤瞬时流量的对比分析,可以看出,无论是波动频率还是波动幅度,比之前都有很大提高,电子皮带秤瞬时流量偏差超值的问题基本得到解决。
徐文涛(1985-),男,汉族,天津人,本科,新疆卷烟厂,自动化。
TB937
A
1671-1602(2016)20-0015-01