焊接用热轧盘条表面氧化铁皮结构优化
2016-12-14吕建勋蒋艳菊邓国光朱江
吕建勋,蒋艳菊,邓国光,朱江
(本溪钢铁集团北营公司棒线材研究所,辽宁本溪117017)
焊接用热轧盘条表面氧化铁皮结构优化
吕建勋,蒋艳菊,邓国光,朱江
(本溪钢铁集团北营公司棒线材研究所,辽宁本溪117017)
本溪钢铁集团北营公司生产的H08A盘条所制焊条在下游客户使用过程中,出现焊接烟尘量较大问题。检测分析结果表明,盘条母材表面氧化铁皮结构异常是导致焊接烟尘量大的主要原因。通过优化轧制工艺,调节盘条冷却温度及冷却速度,加快盘条在900~800℃区间及600~450℃区间的冷却速度,在不影响盘条正常组织的前提下,合理改善表面氧化铁皮结构,消除内层Fe3O4,增大FeO比例,降低焊条使用时的焊接烟尘量,改善了焊接作业环境。
热轧盘条;氧化铁皮;Fe3O4;冷却速度;焊接烟尘
盘条氧化铁皮的结构组成对盘条的保护及使用性能有着重要作用,尤其在下游细拉为焊条的生产过程中,需要对氧化铁皮进行酸洗或机械除鳞,若氧化铁皮结构合理,则清除过程比较顺利,不仅清除成本低,同时可以避免未除净的氧化铁皮夹带润滑粉遗留在焊条中。据客户反映,采用本溪钢铁集团北营公司(以下简称本钢北营公司)生产的H08A盘条所生产的焊条在使用过程中焊接烟尘量较大。经检测发现,盘条母材表面氧化铁皮结构出现异常,而在Φ2.5 mm试样表面也存在未除净的氧化铁皮。因此,对氧化铁皮的形成机理及结构异常原因进行了分析,确定出造成焊接烟尘量较大的主要原因,并制订了具体改进措施,以杜绝此类问题再次发生。
1 试验分析
客户反馈,本钢北营公司生产的规格为Φ6.5 mm的H08A盘条在后续拉拔至Φ2.5 mm过程中,虽
然拉拔效果良好,但成品焊条在焊接过程中产生的焊接烟尘量偏多,对焊接作业环境造成影响。盘条拉拔后有黑色油性物质附着在表面,相关人员到现场取样并进行试验分析,分析过程及结果如下。
1.1 宏观形貌
将盘条母材及拉拔至Φ2.5 mm的试样用浓盐酸酸洗20 min,酸洗后效果见图1。
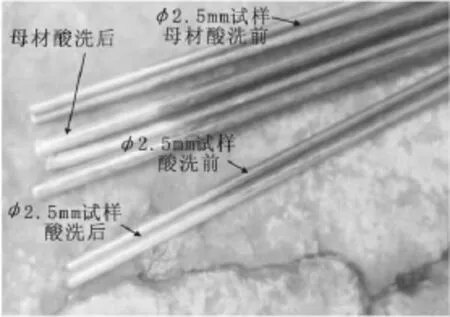
图1 盘条母材及拉拔至Φ2.5 mm试样酸洗后照片
从图中可以看出,酸洗一端表面大部分呈光亮状,但仍有少量黑色物质存在,说明试样表面黑色物质并非盘条表面油类,疑似氧化铁皮未除净,酸洗后残留黑色物质疑为润滑粉(Ca系)熔化后残留所致,不易被酸腐蚀。
1.2 金相检测分析
一般正常的热轧盘条的氧化铁皮结构为三层:内层是疏松的FeO,中间层为致密的Fe3O4,最外层是柱状结晶的Fe2O3。氧化铁皮的三层物相组织中,FeO易酸洗,Fe3O4致密性强,起到耐锈蚀作用,但不易酸洗[1]。将该批盘条所制试样用光学显微镜进行进一步观察分析,见图2。从图2(a)可见,盘条母材组织为正常F+P,盘条表面氧化铁皮出现四层结构,在正常氧化铁皮与基体之间存在额外的一层4~6 μm厚的氧化层;从图2(b)可见,经过机械除鳞,拉拔至Φ2.5 mm试样表面仍留有6 μm厚的氧化铁皮,可见这层氧化铁皮为母材表面内层氧化铁皮,不易清除。氧化铁皮为高温氧化产物,在高温区服从抛物线氧化定律。在570℃以下,氧化速度较慢且主要发生结构的转变,即FeO→Fe3O4+Fe[2],见图3。由此推断,图2(b)中试样表面6 μm厚的薄层为570℃以下FeO分解所产生的Fe3O4,在下游除鳞过程中难以除净,为证实这一推断,还需进行成分分析。
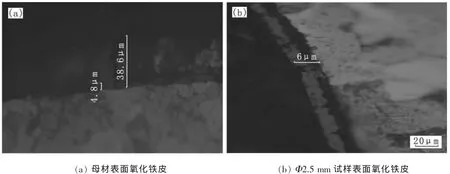
图2 金相图
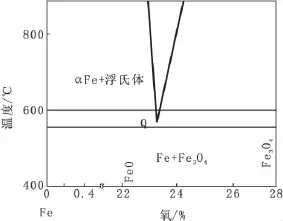
图3 铁氧系相图
1.3 电子显微镜分析
Φ2.5 mm试样表面及表面测试点A、B的扫描电镜图片见图4,A、B点成分见表1。由图4和表1可以看出,盘条拉拔后试样表面存在大量的Ca系物质,B点处Fe含量为51.1%,氧含量较多,为30.9%,有氧化铁皮残留。A点处物质为润滑粉在拉拔过程中受盘条形变发热而熔化后凝固在未除净的氧化铁皮缝隙中。一方面,Fe3O4呈黑色,结构致密,与铁结合性强不易除净,Fe含量相对较少[3],高温氧化铁皮(FeO)在冷却到570℃时会发生
FeO→Fe+Fe3O4的转变过程,冷却速度快慢直接影响氧化铁皮在室温的相结构和分布,低冷却速率情况下会造成FeO内层中有Fe3O4析出。故造成此次焊接烟尘量大的主要原因为润滑粉凝固在试样表面6 μm厚Fe3O4中不易清除所致。

图4 扫描电镜图片
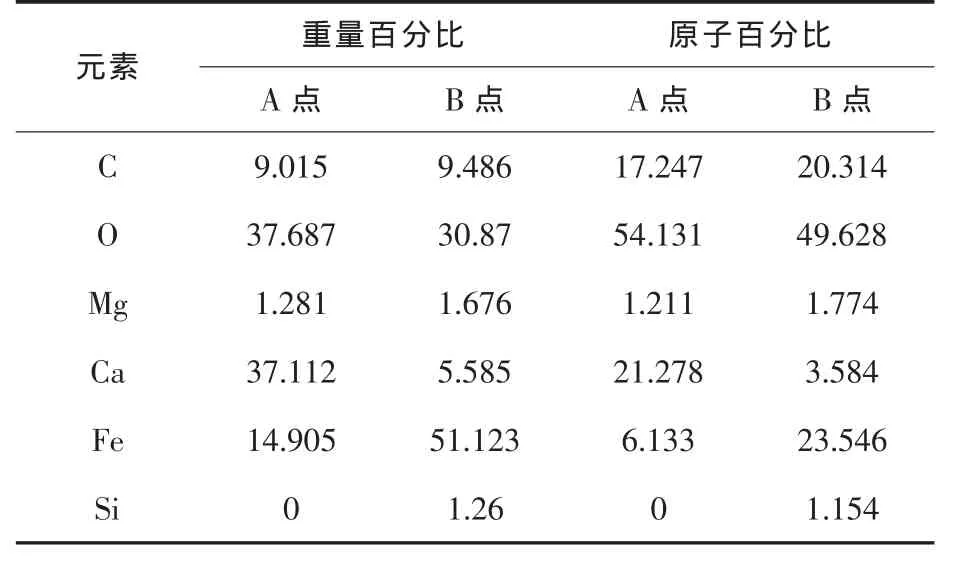
表1 A、B点成分%
2 工艺优化
针对以上分析结果,进行了轧制工艺调整,主要在吐丝温度及斯太尔摩风冷线控冷两方面进行改进,并进行生产跟踪。整改后的工艺方案如下。
2.1 吐丝温度
为了避免氧化铁皮过厚而致使后期清除不彻底,考虑到由吐丝机到盘条进入第一个保温罩间存在一定温差,将吐丝温度由(940±10)℃下调至(920±10)℃,可以缩短盘条在氧化铁皮形成区间900~800℃的停留时间,目的在于减小氧化铁皮生成量,同时又不影响盘条在铁素体区的停留时间以免造成强度偏高。
2.2 斯太尔摩风冷线冷却控制
风机、风门控制情况见表2,保温罩开启情况见表3。

表2 风机、风门控制情况

表3 保温罩开启情况
当风冷辊道速度为0.25 m/s时,前四个保温罩开启,第一架风机开启50%风量,以加快盘条在900~-800℃区间冷却速度,减少氧化铁皮生成量。然后打开后四个保温罩,以保证盘条在600~450℃区间冷却速度提高,以减少FeO→Fe3O4+Fe的转变量,避免FeO层与基体间形成Fe3O4层。
3 改进效果
3.1 工艺改进后检测情况
对工艺改进后盘条及客户拉拔至Φ2.5 mm进行光学显微镜及扫描电镜观察,见图5。从图中可以看出,盘条组织正常,表面氧化铁皮为25 μm,基体与FeO层间无明显夹层出现,Φ2.5 mm试样表面有微量氧化铁皮存在,说明工艺调整后盘条表面氧化铁皮得到有效控制,氧化铁皮的相结构与冷却开始温度和冷却速度有关。
3.2 效果
经客户反馈,工艺改进后H08A盘条使用效
果良好,拉拔过程跟之前比无影响,制成焊条在焊接过程中烟尘量由原来的19.1 mg/m3降至现在的13.0 mg/m3,客户对此批盘条给予了满意的评价。

图5 工艺改进后检测图片
4 结论
(1)H08A盘条表面氧化铁皮相结构异常,靠近基体表面出现Fe3O4层导致焊接烟尘量增大。
(2)加快盘条在900~800℃与600~450℃的冷却速度,可防止Fe3O4层的出现,有效改善氧化铁皮结构。
[1]崔海涛,刘靖.控冷工艺对高碳钢氧化铁皮厚度的影响[J].河北冶金,2013(4):47-49.
[2]王克杰.低碳钢盘条氧化铁皮形成机理及其控制研究[J].天津冶金,2012(5):1-4.
[3]蒋柯,韩静涛.20MnSi氧化铁皮成分和结构研究[J].轧钢,1999专辑:117-119.
(编辑 袁晓青)
Optimization of Microstructure of Oxidized Scales on Surface of Hot Rolled Wire Rods for Welding
Lv Jianxun,Jiang Yanju,Deng Guoguang,Zhu Jiang
(Steel Bars and Wire Rods Research Institute of Beiying Company of Benxi Iron&Steel Group Corporation,Benxi 117017,Liaoning,China)
There was the problem that heavy weld fumes occurred in welding by downstream customers when using welding rods made by H08A wire rods produced by Beiying Company of Benxi Iron&Steel Group Corporation.According to the analytical results by detection,the abnormal microstructure of the oxidized scales on the surface of the base wire rods was the major cause leading to heavy weld fumes.So some corresponding measures was taken,which includes adjusting the cooling temperature and cooling velocity for wire rods,increasing the cooling velocity for wire rods between 800℃and 900℃and between 450℃and 600℃by optimizing the rolling process and suitably improving the microstructure of the oxidized scales on the surface of wire rods to eliminate the intimal Fe3O4and increase the proportion of FeO providing that the normal microstructure of wire rods was not influenced.As a result,the amount of weld fumes was decreased and the working environment was improved.
hot rolled wire rod;oxidized scale;Fe3O4;cooling velocity;weld fume
TG335
A
1006-4613(2016)06-0057-04
2016-01-09
吕建勋,助理工程师,2012年毕业于山东大学材料科学与工程学院材料成型专业。E-mail:jianxun900519@126.com
