如何简易监控散货船建造的关键区域节点
2016-12-14陈斌军
章 锐,陈斌军
(舟山长宏国际船舶修造有限公司,浙江舟山 312000)
如何简易监控散货船建造的关键区域节点
章 锐,陈斌军
(舟山长宏国际船舶修造有限公司,浙江舟山 312000)
以舟山长宏国际船舶修造有限公司在建LR船级的63.5K散货船为例,讲述船厂如何采取简单有效的监控方法控制散货船建造的关键区域节点,以期在别的散货船建造中能参考借鉴,举一反三,提高生产质量和效率。
散货船;关键区域;建造公差监控
0 引言
船舶在航运时,由于受力情况复杂,局部会产生较大的应力,这些区域被称为“关键区域”,这些区域的应力应该得到有效的传递和释放,这就涉及关键区域的节点的控制问题,建造公差监控(Construction Monitoring,CM)由此而来。散货船是三大主流民用船型之一,国内散货船的设计与建造水平已逐步接近行业先进水平,其关键区域节点的监控也具有较强的代表性。选择合适的监控方法,能大幅提高生产效率,减少节点返修工作量,且能提高报验速度。
1 一般散货船的CM控制点
通常散货船的CM控制点位于以下几个区域[1],图1中,A为底边舱斜板下口与内底板处;B、C为舷侧肋骨上、下趾端处;D为舱口端梁趾端处;E为舱口围纵围壁板端部趾端处;F、G为横舱壁底墩前后壁板与内底肋板处;H、I为横舱壁与底墩前后壁板处;J、K为横舱壁与顶墩前后壁板处。
2 CM点的控制方法
船厂对CM点的控制通常采用检验线法、内卡样板法和外卡样板法。
2.1 检验线法
在装配前向理论线一侧偏移定量的数据(通常是100 mm),做一条参照线,并敲上样冲点,再用尺将该线反映到结构的另一侧,并敲上样冲。待反面构架安装时,先根据样冲弹出清晰的粉线,结合换算过的理论数据进行装配安装。
2.2 内卡样板法
按照理论对齐的状态,做出1:1的样板,在端部可测量的地方,直接通过调整样板间隙来进行装配,理论对位时,样板三边无间隙。为了保证准确,样板通常采用薄合金板(2 mm~3 mm),并需经过船检的检验认可。
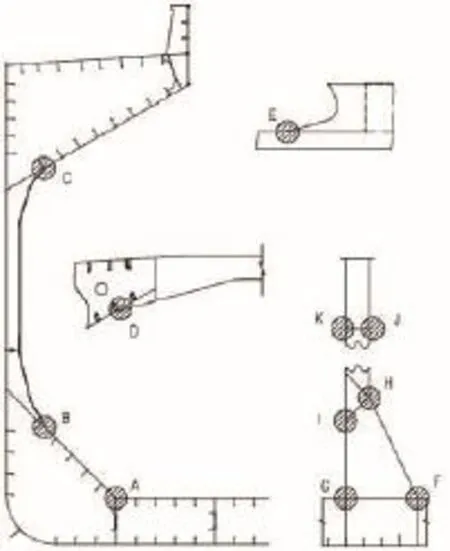
图1 控制点布置
2.3 外卡样板法
按照理论对齐的状态,做出1:1的样板,在相交但不可接触的地方,结合样板上的标记与钢板的检验线(通常距理论线100 mm)间隙来进行装配,理论对位时,样板的标记与基板理论线对位,且样板与零件无间隙。材质同内卡样板。
3 各CM点的最佳方法
通过实船验证,在A、H、I、J、K节点处,由于其节点端部均可接触测量,所以采用内卡样板法最为简便,可避免繁琐的划线程序及换算过程。装配时直接调整为样板三边接触无间隙即视为中心对齐。以A节点为例。图2为换算依据(θ=45°)。
根据图2中公式可求得公差范围,同一节点不同位置的公差范围可以在《建造公差监控图》[2]中查得,如表1所示。

图2 换算步骤

表1 节点A公差范围
现场装配时通过内卡样板控制a的±值在公差范围内即视为满足要求,理论对齐状态a为0,各状态如图3所示。

图3 样板状态
节点验收时,将节点的实际测量数据填写至记录表中,记录表样式见图4。

图4 测量记录表
通过实船验证,在B、C、D、E、G节点处,由于其节点为十字接头,且端部无法接触,不能使用内卡样板,所以推荐采用检验线法。装配时,结合准确划制的参照线,自参照线量取经过计算的数
值L以确定结构的装配位置,以B节点为例。图5为换算依据(L=100±a1)。
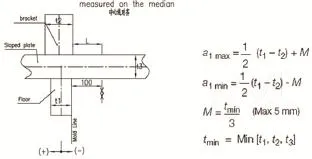
图5 十字接头换算
同样,公差范围可以在《建造公差监控图》中查得,如表2所示。
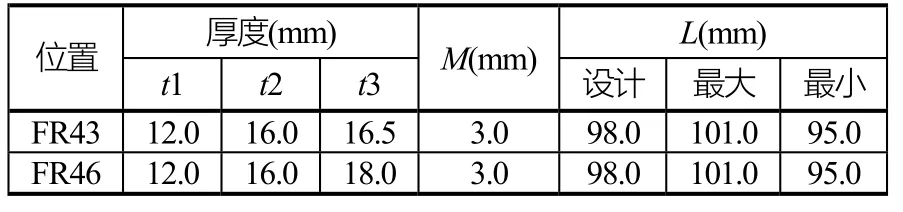
表2 节点B公差范围
节点验收时,将节点的实际测量数据L填写至记录表中,记录表样式见图6。

图6 测量记录表
通过实船验证,在F节点处,由于端部不可接触且不是十字节点,内卡样板和检验线法均不能适用此处,最好的方法是采用外卡样板,通过样板结合检验线的方法来确定结构的对位。
换算依据同A节点,公差范围在《建造公差监控图》中查得,如表3所示。
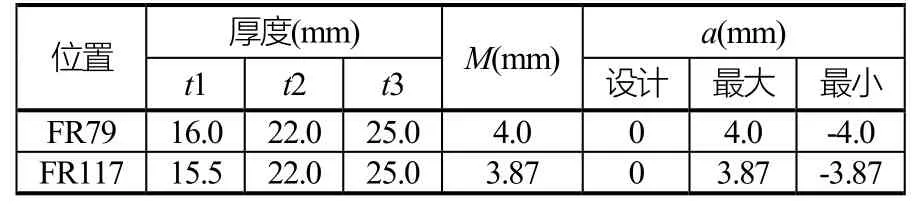
表3 节点F公差范围
现场装配时通过外卡样板结合检验线,控制a的±值在公差范围内即视为满足要求,理论对齐状态a为0,各状态如图7所示。

图7 样板状态
节点验收时,将节点的实际测量数据填写至记录表中,记录表样式如图8所示。

图8 测量记录表
4 不对位的处理方法
本文所述的各类CM监控方法重点关注各节点的装配阶段,即在装配时严格按照对位要求进行装配,这样在后续焊接、翻运等施工环节结束后,在报验船检时,其准确度才有保证。一旦出现有不对位的情况,应结合对应船型的《建造公差控制图》,按照其节点的对位方式,计算相应节点的实际偏差距离。按照规范[3],如果在公差范围内,可不必处
理。如果超出公差范围,但中心线偏差a在(tmin/3, tmin/2)时,可增加15%的焊脚高度,但如果a>tmin/2时,需重新开刀装配,开刀距离不小于50a。
5 其他注意事项
1)对于A节点采用内卡样板法时,在旁桁材在艏艉货舱有收缩时,注意样板的摆放要与中横剖面平行(即平行于肋板)。
2)对于需要采用检验线法的节点,须在装配划线时划制并反拨到光面,敲好洋冲点。
3)建造时可以用新做的木头样板装配,报验时用铝合金。样板的种类由CM控制点数量决定,而同一节点样板的数量由板厚差异决定,设计人员应特别注意。制作样板时可对差异小于2 mm的样板进行合并(须经验船师认可),以减少管理难度和制作成本。
4)设计人员应注意,为简化现场监控难度,CM记录数据尽量设置为现场实测数据,尽量避免角度换算等,实在需要换算的,考虑实测值乘以(或除以)固定数值,便于现场作业人员记录。
6 结论
根据节点形式选择合适的CM控制方法,即有利于提高生产质量和效率,又能减少返修成本。以上仅做抛砖引玉作用,供广大船人参考。
[1]中国船级社.船体结构建造监控指南[S].2008.
[2]章锐.64KBC《建造公差监控图》[Z].2014.
[3]LR.Shipright Construction Monitoring[S].2004.
对照ABS规范公式,会发现这两个公式和ABS的一个公式是一样的。
ABS没有规定端部受剪面积,但是规定了腹板高度和厚度的比例要求,以及腹板高度和跨距要求。在驳船的规范中规定了腹板端部允许的最大剪切应力[8]不允许超过8.65 kN/cm2。实际上这些规定就已经把允许的最小剪切面积和刚度的要求隐含在其中了。由于篇幅所限,这里不再推导。
4 结论
综上所述,无论是DNV的计算公式还是ABS的计算公式,仅仅是计算了屈服强度,只有DNV的强梁的公式校核了剪切强度。因此,还需要通过其他手段来校核屈曲强度。在设计时,仅仅满足规范的公式是不够的,还需要使用其他有效的手段,比如有限元,来做进一步的校核。但是,船级社的
公式为提供了初始设计的依据。
参考文献:
[1]陈可越.船舶设计手册 结构分册[M].北京: 中国交通科技出版社, 2007.
[2]DNV.DNV Rules for Classification of Ships-ts301[S].2012.
[3]刘志刚.GM-Lift半潜式平台立柱的结构设计与强度分析研究[D].上海交通大学.2006.
[4]冯国庆.船舶结构疲劳强度评估方法研究[D].哈尔滨工程大学.2006.
[5]胡学明, 严刚.船体结构加强的实践[J].湖南交通科技, 2008(3): 143-146.
[6]ABS.ABS Rules for Building and Classing Steel Vessels[S].2012.
[7]吴漪.基于共同规范的散货船结构强度研究[D].上海交通大学.2008.
[8]ABS.ABS Rules for Building and Classing Steel Barges[S].2012.
How to Easily Monitor Critical Areas of Bulk Carrier Construction
Zhang Rui, Chen Bin-jun
(Zhoushan Changhong International Shipyard Co., Ltd., Zhejiang Zhoushan 312000, China)
The paper illustrates how the shipyard monitors the critical areas of bulk carrier construction by taking the LR 63.5K bulk carrier built in Zhoushan Changhong International Shipyard as an example.Hope the paper provide a good reference for building other bulk carriers, which can draw
for other cases from the paper.It is help for improving the production quality and efficiency.
bulk carrier; critical area; construction monitoring
TP31
A
10.14141/j.31-1981.2016.02.011
章锐(1986—),男,工程师,研究方向:生产设计。
