基于304L不锈钢的YAG激光焊接效率评估
2016-12-13琚子来黄曼曼
琚子来,黄曼曼
(唐山工业职业技术学院,河北唐山063020)
基于304L不锈钢的YAG激光焊接效率评估
琚子来,黄曼曼
(唐山工业职业技术学院,河北唐山063020)
要想了解焊接接头性能,其关键在于了解激光与物质的相互作用、熔炼需要控制的工艺参数,以及对凝固过程效率的掌控。研究了304L不锈钢焊接速度对不同工艺过程效率的影响。通过提高焊接速度来改变304L奥氏体不锈钢板的焊道。采用新颖的半经验方法,在测量熔池体积的基础上,通过实验结果预测掺入钕钇铝石榴石激光焊接过程中Nd的熔化效率。无量纲参数模型是用于评估各种类型的可测量的控制参数,这些参数与各种可用的模型有良好的协调性。
304L不锈钢;YAG激光焊接;效率评估
0 前言
YAG激光焊接工艺一般用于微型工业产品的焊接。焊接的基本要素为流程效率和热影响区。而基板材料对能量的吸收决定了激光焊接过程的性能,同时也受工艺参数、激光入射功率密度和基体金属表面条件类型等因素的影响。在激光焊接过程中,激光束的能量要保持在低于工件的汽化温度下。激光焊接整个过程中的效率是通过用热量熔化基体材料作为基础。不同类型激光焊接过程的效率可视为一个可控制的变量函数,其中激光能量传递效率、熔化效率、耦合效率、过程效率的激光功率和焊接速度是重要的工艺参数,而衬底材料吸收的功率量则取决于焊接速度。
相关文献表明,通过改变工艺参数可以对电弧、气体保护钨极电弧焊接及激光焊接工艺过程的总效率进行计算分析。本研究的目的是探究掺钕钇铝石榴石激光焊接在不同效率下焊接速度的快慢,验证无量纲参数方程在其他焊接过程和开发中是否适用。
1 流程效率的估算
激光焊接工艺的特性取决于焊接速度、激光功率、脉冲持续时间、光束角、熔融池的几何尺寸、热特性、处理效率等。在研究中发现可以通过增大衬底材料的熔化功率来提高焊接过程的总效率。
1.1能量传递效率
能量转移效率即为工件吸收热量和入射激光能量的比率,这在本研究中是一个很重要的因素。激光提供给工件的能量主要用于将其熔化。实验通过量热技术来测量CO2激光焊接过程中能量转移的效率。在一些文献中报道了直接测量能量传递效率的方法。该试验通过绘制输出电压的时间信号来确定基板吸收的总能量ECAL。曲线下的面积可以通过积分来计算,然后乘以量热计校准常数(0.598 W/V),得出计算能量传递效率的计算式

式中ηe为能量转移效率;ECAL工件吸收的总能量(单位:J);P为激光输出功率(单位:W);t为激光的时间(单位:ms)。
激光焊接过程中吸收的能量取决于在焊接池腔和转移到基板上的净能量。试验过程中所吸收的激光能量和环境热损失即为转移到基底材料中的能量。与此同时内部反射的激光射线数量和熔池形状决定了材料对能量的吸收效果。当焊缝熔深接近到一个更大的深度时,浅焊缝会吸收小部分激光能量同时深焊缝吸收大部分的能量,如图1所示。

图1 深孔渗透与浅孔渗透
式(2)为能量传递效率、焊缝熔深与激光束的吸收、锁孔尺寸、入射激光光束角之间的关系。在这种方法中相对于焊接速度和激光功率,键孔的尺寸决定了常数和胎圈的尺寸。

式中ηe为能量转移效率;rk为锥半径;d为渗透的深度。
使用材料独立模型可以预测熔化焊接过程的效率,可参考式(3)

式中A为焊缝横截面面积(单位:mm2);v为焊接速度;q0为激光输出功率(单位:W);δh为熔化晗(单位:J/mm3);α为热扩散率(单位:mm2/s)。
在计算过程中可以使用估计能量传递效率和焊缝的横截面面积方法来计算式(3)中的未知量。制备金相检测式样的实验结果可以确定焊缝的截面面积。
1.2熔化效率
第二个焊接过程中可测量的参数是熔化效率。它的定义为能量,用来描述从能量传递到工件熔池的量。该能量的一小部分被用于熔化基体材料,其余部分是由不同的热传递方式散发到周围环境中。工艺参数、热流几何和热物理特性三者都会影响融化效率。预估钨极惰性气体保护电弧焊接和二氧化碳激光焊接熔化效率时通常采用无量纲参数Ry和Ch。
1999年提出了熔化效率和无量纲参数Ch、Ry的比值,即式(4)

式中ηm为融化效率;A为焊缝横截面面积(单位:mm2);v为焊接速度(单位:mm/s);δh为熔化晗(单位:J/mm3);ηe为能量转移效率;q0为激光输出功率(单位:W)。
无量纲参数Ry可以有效估算焊接过程中的熔化效率,它是热输入和焊接速度的非线性函数。若知道熔化工件所需要的能量,则可以估算出转移到工件上的能量。若知道热输入气体金属电弧焊接过程中熔化的物质,则可以利用半经验方程(5)来预测融化效率
式中ηm为融化效率;v为焊接速度(单位:mm/s);ΔHf为熔化潜热(单位:J/mm2);ηe为能量转移效率;t为激光时间(单位:ms);q0为激光输出功率(单位:W)。
在电弧焊接过程中建议用二维和三维来对预测的熔化效率进行热流分析,见式(6)、式(7)

式中ηm为融化效率;v为焊接速度(单位:mm/s);α为扩散速度(单位:mm2/s);w为焊缝宽度(单位:mm)。
在电弧焊接过程中可以通过电源装置与基板材料间的传递来估计熔化效率,见式(8)

在式(8)中,电压和电流产生能量的效率可以替代pi。通过最佳拟合曲线得到的Ch和Ry的关系,见式(9)

式中ηm为融化效率;α为热扩散率(单位:mm2/s);pi为传递到金属的功率(单位:W)。
半经验方程式(9)用于预测掺钕钇铝石榴石激光焊接过程中Nd的熔化效率。熔化效率会受到工艺参数、热流几何和基础金属热物理性质的影响。
1.3耦合效率
耦合效率是一个无量纲的术语,用来描述焊接接头的热源效率,可以理解为焊接所吸收的能量与激光源的比值。焊接所吸收的能量可以由量热计,热电偶,测定熔融池区域来测量。通过无量纲参数,归一化速度(NS)和归一化功率(NP)来计算耦合效率,给出式(10)。其定义的基础就是焊接过程中所吸收金属的功率。

通过考虑所有类型的损失和能量平衡方程来计算材料所吸收的能量。计算CO2焊接过程无量纲参数之间的关系时可以使用式(11)。

式中NS为归一化速度;v为焊接速度(单位:mm/s);w为焊缝宽度;Tm为熔化温度(单位:K);pab为金属所吸收的激光功率(单位:W);ηc为耦合效率。
通过代热物理性能、焊接速度、焊接宽度来计算基板材料吸收过程中的耦合效率和功率。
1.4流程效率
流程效率是所有焊接过程中的主要测量参数。描述了工件到焊接熔池过程中输送的总能量。流程效率的定义为能量转移效率和融化效率乘积。

式中ηc为耦合效率;ηm为融化效率;ηp为流程效率。
流程效率取决于焊缝尺寸、激光源类型、热物理特性和材料特性。
2 实验程序
本实验选择304L奥氏体不锈钢作为钕不同效率的研究对象:掺钕钇铝石榴石激光焊接过程。试验期间使用的热物理性能和工艺参数见表1~表3。
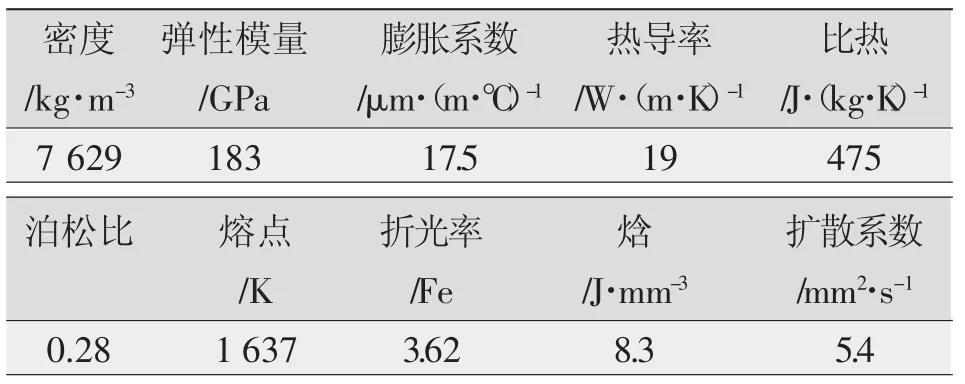
表1304 L不锈钢的热物理性质

表2 化学成分%
为避免失真,采用电火花加工机切割线,将样品切成30 mm×50 mm的矩形试样。平板上的珠是通过对应表中0.5 mm厚度改变焊接速度(2~10 mm/s)制造的。实验装置如图2所示。

表3 工艺参数和材料机械性能

图2 实验装置和试样安装
将焊接样品进行横向切割,且横截面的表面已经进行金相检查。用电解刻蚀技术观察焊接接头的显微组织。制备金相检验的样品如图3a和图3b所示。利用光学显微镜和图像分析仪测量焊缝尺寸。通过物理观察金相检验制备的样品发现,穿透深度越大,增大焊接速度就越低。焊接速度为10 mm/s时渗透深度最大。

图3 制备金相检验和渗透焊道宽度和深度测量样品
3 结果和讨论
图4为焊接速度对衬底材料吸收功率的影响。随着焊接速度的加快材料吸收的总功率也会跟着增加,产生的主要热量用于维持熔池的温度。当焊接速度大于7 mm/s,或者小于4 mm/s时,大量的功率被吸收到熔融材料中了。掺钕钇铝石榴石激光源是高度反光的金属材料,其波长为1.064 μm,抛光的不锈钢表面的反射率是在室温下约98%,并降低了表面温度的上升。当平行的激光光线渗透度是[10]时,304L不锈钢材料的熔池具有85%的反射率。

图4 在不同的焊接速度下样品的净热吸收量
损失到周围环境中的热量是所吸收的激光能量的10%。通过激光输出量热法可测得所得到的能量转移效率为87%。用材料模型和激光反射方法计算不同的焊接速度所对应的能量传递效率。用材料无关模型和激光反射法计算得到的结果分别为13%和28%。这两个模型得到的结果如图5所示。研究人员通过不同的熔化效率模型,提出了能量传递效率的变化,所得结果如图6所示。

图5 不同焊接速度下的变异能量转移效率
通过使用图像分析仪观察尺寸不同的熔池的熔化效率比其他方法的估计值要高。通过观察热输入能源供应的产品,可以得到能量转移效率和脉冲频率成正比的结论。随着焊接速度减小,熔化效率会提高,这与热输入、热扩散率、薄板厚度、焊缝几何和焓的计算熔化效率等工艺参数的选择有关。

图6 焊接速度对应的熔化效率
钨电极惰性气体保护焊、电弧焊、等离子弧焊过程的最大传热效率理论值分别为37%、44%和48%。使用半经验方法获得熔化的最大效率和最小效率:掺钕钇铝石榴石激光焊接过程分别是37%和68%。从上述结果可以发现,熔化效率随焊接速度、焊接熔池体积的增加而增加。用于传输远离局部热融化所用的时间越少,基板材料融化的速度就越快。这是由于能量中很大一部分被焊接熔池所吸收。在激光焊接中,基板材料的光束耦合是高度依赖于材料特性,光学反射率值会因为不同的材料而不同。计算二氧化碳激光焊接速度高低时均可利用耦合效率式(6)。通过图7可以发现在激光焊接过程中,焊接速度扮演着重要的角色,因为耦合效率会随着随焊接速度的增加而增加。传导和锁眼激光焊接的耦合效率为15%~65%。

图7 耦合效率与焊接速度的变化
钕的耦合效率:掺钕钇铝石榴石激光焊接获得的实验结果是38%到55%。通过分析钕的归一化速度和功率参数来计算效率:在掺钕钇铝石榴石激光焊接的容许范围内可以求得激光焊接效率。加速光子密度水平、焊接速度和峰值功率的脉冲或者改善表面吸收率等相关条件可以提高耦合效率。
使用材料独立模型和反射法可以计算流程效率。通过反射法和材料独立模型计算得到最大流程效率分别是9.05%和9.05%。图8和图9描述了流程效率随焊接速度的增加而变化的趋势,材料独立模型比反射法效果更好。这是由于多次反射的激光射线主要用在了熔化基板材料。材料独立模型主要通过考虑热机械和材料的性能,而反射法是基于小孔内部反射和深度。从反射法得到的结果显示,浅焊接区吸收能量的同时深度超过1 mm的深焊缝会吸收更多能量。这项研究显示,当使用半经验方法进行计算时流程效率随焊接速度的增加而增加,反射法则与之相反。
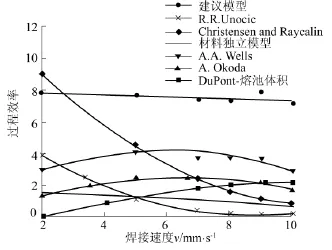
图8 焊接速度对过程效率的影响(反射法)

图9 焊接速度对过程效率的影响(独立模型)
4 结论
流程效率是焊接过程中重要的可测量参数。它取决于加工和操作参数、材料的热机械和化学性质、表面条件和激光电源。焊接速度对任何类型的效率都会产生影响。当焊接速度在7 mm/s以上时,熔化材料所需的电量较高,焊接速度带走的传导热量较低。此研究中可以发现半经验方法预测效率要高于其他所有模型。若焊缝无缺陷,在选定的焊接范围内可以计算出速度。也可以尝试研究脉冲持续时间、气体流速和焦点位置对流程效率的影响,设计出有效的方法计算效率。
[1]宋刚.镁合金低功率激光—氩弧复合焊接技术的研究[D].辽宁:大连理工大学,2006.
[2]刘达樊.CO2激光-MIG复合热源焊接熔滴过渡的行为分析[D].黑龙江:哈尔滨工业大学,2006.
[3]吕高尚.激光—电弧复合焊接不锈钢的研究[D].辽宁:大连交通大学,2004.
[4]张旭东,陈武柱.激光-电弧同轴复合焊炬[P].中国专利:CN1446661.
Page 74
并且能够著减少焊接缺陷,说明LL焊接质量优于AL。

图75 号样品微观硬度
4 结论
应用激光电弧复合焊接技术对退火态AA5754铝合金的焊接性能进行研究。
(1)在以电弧焊为主导作用的复合焊接中,焊接速率与熔池深度呈现正相关性,焊缝热影响区较宽,且焊缝缺陷较多。
(2)在以激光为主导作用的复合焊接中,焊接效率更高,且低电弧电流有助于增强焊接稳定性,改善焊缝形状,降低焊接缺陷。
(3)激光电弧复合焊接对于AA5754合金来说是一种有效工艺,适用于在工业生产中进行铝合金焊合。
[1]朱加雷,崔志芳,焦向东.高强度管线钢激光电弧复合焊接技术研究现状[J].电焊机,2014,44(5):115-119.
[2]王威,王旭友,秦国梁,等.铝合金激光—小功率脉冲MIG电弧复合热源焊接特性分析[J].焊接学报,2011(10):37-40,61,115.
[3]许良红,田志凌,彭云,等.高强铝合金的激光-MIG复合焊接的实验研究[J].稀有金属,2011(5):773-779.
[4]王承伟,曲仕尧,王新洪,等.铝合金激光焊接的研究现状和发展趋势[J].金属加工,2012(8):38-40.
Efficiency evaluation of YAG laser welding based on 304L stainless steel
JU Zilai,HUANG Manman
(Tangshan Industrial Vocational Technical College,Tangshan 063000,China)
To understand the welding joint performance,the key is to understand the interaction between laser and material,the controlling process parameters during melting,and the control of solidification process efficiency.The effect of 304L stainless steel welding speed on different process efficiency is studied.Change 304L austenitic stainless steel weld bead by improving the welding speed.New semi-empirical method is used,on the basis of measuring the volume of molten pool,through experimental results predicted with neodymium yttrium aluminum garnet laser welding process of the melting efficiency of Nd.Dimensionless parameter model is used to evaluate the various types of control parameters which can be measured,these parameters have good coordination with a variety of available models.
304L stainless steel;YAG laser welding;efficiency evaluation
TG456.7
A
1001-2303(2016)03-0093-06
10.7512/j.issn.1001-2303.2016.03.20
2015-01-17;
2015-04-03
琚子来(1981—),男,河北丰南人,讲师,硕士,主要从事材料加工工程方面的研究工作。
