仿人思想在水泥篦冷机环节的开发与应用
2016-12-10师留刚夏中清杨中强梁晓林
师留刚,夏中清,杨中强,梁晓林
仿人思想在水泥篦冷机
环节的开发与应用
师留刚11,夏中清22,杨中强33,梁晓林44
针对篦冷机滞后性强、系统非线性、无法直接观测料层厚度等工艺难点,文中提出运用仿人控制的思想,设计基于规则的单控制量仿人智能控制器,并开发相应的软件。该控制器实际运行结果表明,仿人控制器在运行中不仅节省人工投入,实现了自动控制,而且可将篦冷机的风室压力控制在一定范围内,使工况更加稳定。
篦冷机;仿人控制;DCS
熟料的冷却是水泥生产工艺中非常重要的环节,它的主要作用是降低出窑熟料的温度,提高熟料质量,促进热量回收。而这些作用的实现主要依赖于篦冷机的稳定运行[1-2]。在水泥的实际生产中,由于测点有限、工况变化频繁,导致整个冷却系统具有非线性、强耦合、大滞后以及时变性的特点,所以篦冷机的控制是水泥生产中较难突破的热点[3]。目前国内的水泥生产线中,对篦冷机的控制仍采用人工控制方式。
虽然在科学研究中,仿真效果好的算法很多,但在实际工程中,人工控制在很多方面都无法取代[4-6]。在现实中,人类思维不仅可以建立比较明确的先验知识,也可以自主融合各个学科的知识,在理想情况下,可以实现较为稳定并且优秀的控制。如果计算机能够模仿人的控制,就可以在不了解各参数数据特点的情况下进行有效的控制,并通过不断地变换控制策略来实现智能控制[7]。
基于上述现实,笔者以山水集团平阴分公司DCS系统为基础,设计了第三代往复推动式篦冷机风机和篦速自动控制系统。
1 水泥篦冷机工艺分析
在水泥生产过程中,回转窑内的熟料从窑头缓慢滑入篦冷机,这时熟料温度在1 400℃左右。篦冷机从风室向上鼓风,使熟料在篦床内迅速冷却,冷却可以使熟料中的矿物元素迅速结晶并快速稳定。与此同时,冷却熟料风的一部分被送入回转窑和分解炉加以利用,剩余的热风通过余热发电实现能量再利用。
2 篦冷机自动控制系统设计
2.1仿人智能思想
仿人智能控制就是利用人类的经验和知识,运用计算机语言化对人类神经决策系统进行模仿,最早是由重庆大学周其鉴教授、柏崇国教授等提出的。自仿人智能控制提出以来,就开始应用于各个领域,它不需明确参数之间的逻辑关系,只需要依据人类的经验知识,因此这种控制思想也逐步在一些控制中充分显示了它的优越性。
仿人智能控制在控制中一般分为特征模型、特征记忆、特征辨识、控制(决策)模态集合、启发与直觉推理规则几部分。
2.2控制系统整体方案
按照冷却系统控制需求,需要通过OPC从DCS过程站采集数据存储到数据库中,然后优化软件再从数据库中读取数据进行计算,最后再通过OPC写回DCS过程站中,具体框架如图1所示。
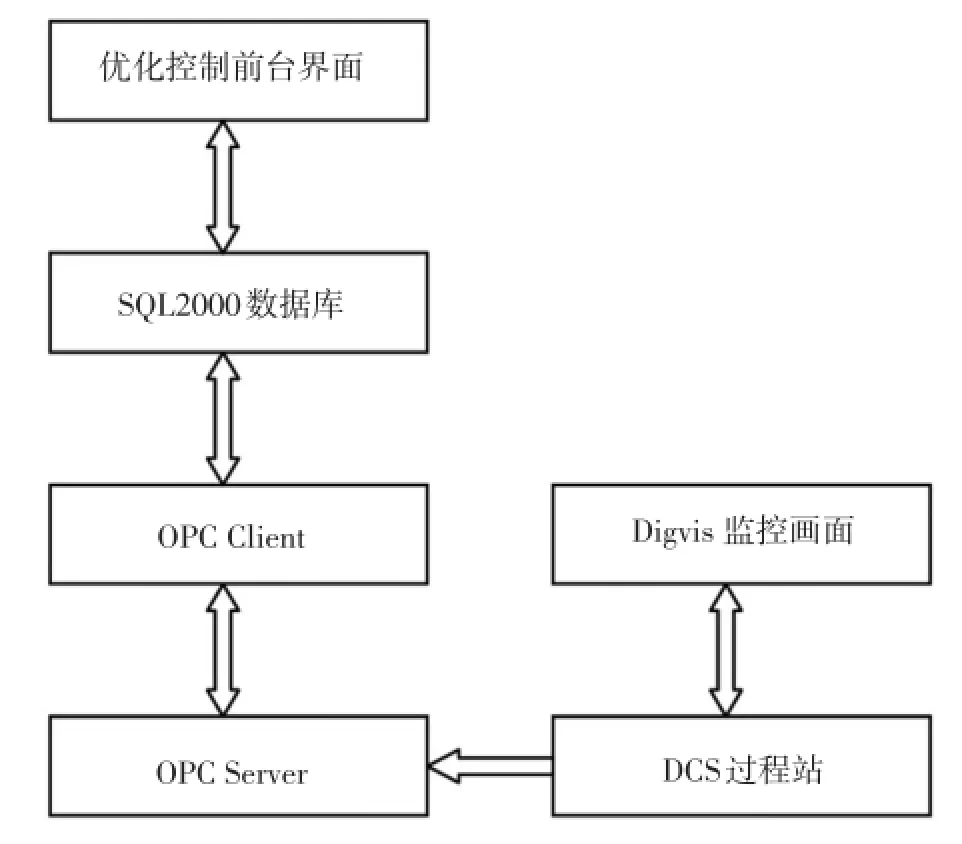
图1 水泥熟料控制系统软件数据交互
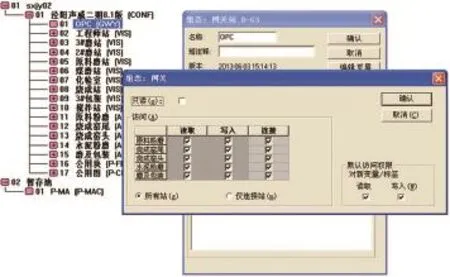
图2 OPC的建立
2.3OPC配置
OPC网关需要在CBF组态软件中进行新建和打开读写权限的操作,具体如图2所示。
2.4数据采集系统和数据库的开发
数据采集系统主要实现DCS与数据的交互,在这过程中,首先确定OPC Sever名称,然后与数据读映射连接,生成OPC Group,表中每个列即OPC Item,然后进行数据通讯。
数据库采用微软公司的SQL SEVER2000数据库,此数据库较为稳定,并支持在WINDOWS上运行与开发,是较为典型的关系型数据库。数据库的记录以表的形式存放。
2.5自动控制系统的开发
根据仿人智能思想的过程,首先必须确定特征模型Φ。在山水平阴水泥厂中,根据篦冷机工作的特点,一风室篦下压力分为很高、较高、稍高、稍低、较低、很低以及掉窑皮7个特征模型,对应的特征记忆量记为设定值+1 000、设定值+700、设定值+500、设定值-200、设定值-400、设定值-600以及篦压9 000Pa等7种。控制的主要变量为篦冷机篦速,主要观测变量只有一个——一风室篦下压力。因此特征辨识主要采取篦压辨识,则特征模型Φ中拥有特征状态和采取的控制决策ψ,如表1。
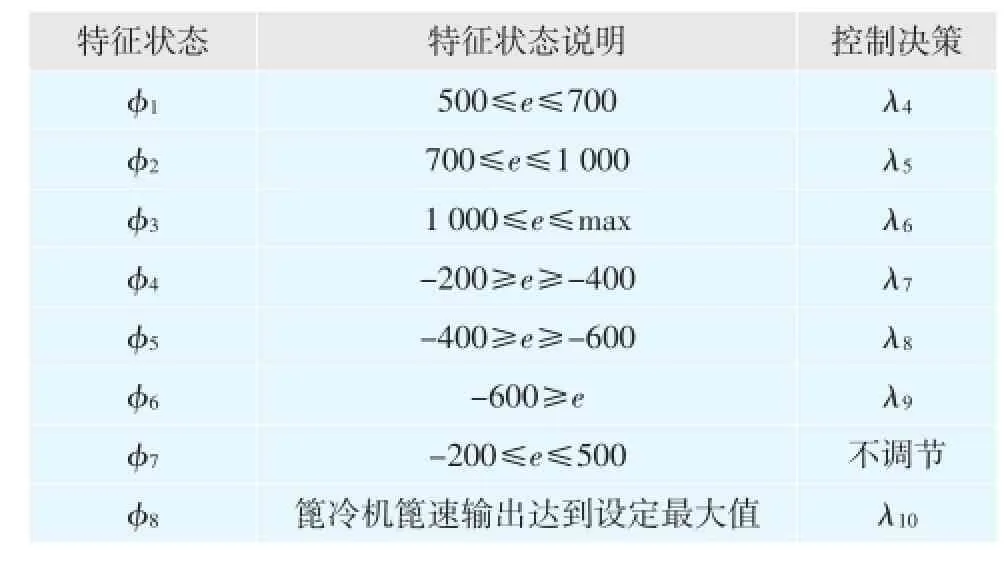
表1 特征状态和控制决策
记忆特征集合设计完后,接下来要完善控制决策集合,即规则库ψ,用ψi:Fi➝IF(条件)THEN(操作)表达。u为控制输出。
在稳定工况下,控制器设计为“超过阈值就动作,小于阈值马上回调”的形式,以正步长1为例,则IF 500≤e≤700 THEN u=λ4;IF 500≥e THEN u=u-λ4
在这种情况下,每次判断每次的动作根据正常工况的7个特征向量,则有6个稳定控制模态操作,依次为:
ψ1:IF 500≤e≤700 THEN u=λ4;
ψ2:IF 700≤e≤1 000 THEN u=λ4+λ5;
ψ3:IF 1000≤e≤max THEN u=λ4+λ5+λ6;
ψ4:IF-200≤e≤-400 THEN u=λ7;
ψ5:IF-400≤e≤-600 THEN u=λ7+λ8;
ψ6:IF-600≥e THEN u=λ7+λ8+λ9。
当输出量达到最大(小)行程时(ψ7或ψ8),以上状态均不起作用,不会再判断,直到有下降情况。当篦压达到max,则直接将篦床速度加快到最大值λ10(这种情况一般掉窑皮的时候才会出现)。当出现掉窑皮的情况时(ψ9),一旦误差比最大值小则运用抑制超调的思想,根据操作经验我们取稳定状态的输出即IF e≤max THEN u=λ1并且之前模态操作下的操作标志位重新清零计算。
2.6软件的整体设计
该自动控制系统的算法部分主要通过VC++6.0编写,将整个自动控制系统软件装到工程师站上,使用者通过密码的认证后就可以启动自动控制软件,在此过程中首先应在篦冷机中制作接口程序(如图3)。
2.7工程应用
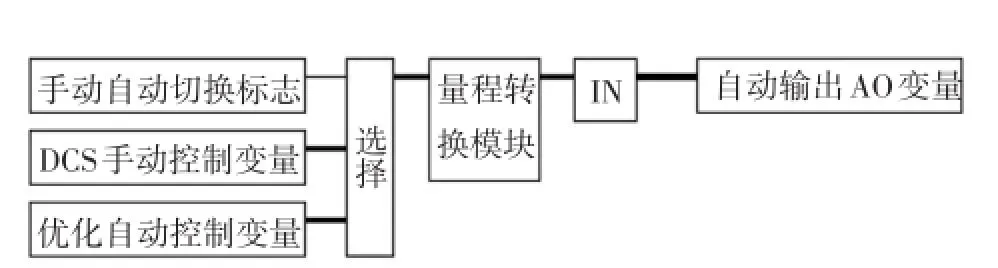
图3 手动自动切换接口

图4 篦冷机手动控制曲线图

图5 篦冷机自动控制曲线图
将该自动控制系统应用到山水平阴水泥厂5 000t/d生产线上,篦冷机一段篦压控制曲线如图4和图5所示。其中图4为手动控制,图5为自动控制。
由图4、图5可以看出,自动状态下,篦冷机篦压波动效果显著减小,有利于工况稳定,从而促进熟料质量变好。
3 结语
本文将仿人智能控制思想运用到水泥生产篦冷机环节的控制上,并根据山水平阴水泥厂的工况人为设定好一系列控制规则,设计了自动控制系统,实现了对篦冷机的自动控制。与原来的人工控制相比,省时省力,并且减少了波动范围,具有一定的使用价值。
[1]范开俊,金晓明.水泥生产生料配料过程控制综述[J].硅酸盐通报,2008,27(4):759-765.
[2]张加良.新型干法水泥生产线烧成与冷却过程控制研究[D].济南:自动化与电气工程学院,2011.
[3]吴姝芹,王孝红,申涛,等.先进控制在熟料冷却系统中的应用[J].中国水泥,2007,(5):55-57.
[4]蒋佩汪,赖旭芝,曹卫华,等.火道目标温度优化设定模型研究及其应用[J].计算机测量与控制,2001,23(10):30-33.
[5]罗健旭,邵惠鹤.软测量建模数据的过失误差侦破——一种基于聚类分析的方法[J].仪器仪表学报,2005,26(3):239-241.
[6]Alexander Fax J,Richard M Murray.Information flow and cooperative control of vehicle formations.IEEE Transactions on Automatic Control. 2004.
[7]张利建.仿人智能控制算法研究[D].青岛:青岛科技大学,2007.
Research and Application of the Human Simulated Intelligence on Cement Cooleerr
TQ172.622.4
A
1001-6171(2016)05-0053-03
通讯地址:1中材装备集团有限公司,天津300400;2北方水泥有限公司,黑龙江佳木斯154002;3济南大学自动化与电气工程学院,山东济南370100;4天津水泥工业设计研究院有限公司,天津300400;
2016-07-06;编辑:吕光
