搅拌摩擦焊在高压封闭电器通电导体中的应用
2016-12-07薛根奇胡延伟宿国友
薛根奇,胡延伟,宿国友
(1.平高集团有限公司焊接技术及压力容器实验室,河南平顶山467001;2.河南平高电气股份有限公司,河南平顶山467001;3.上海航天设备制造总厂,上海200245)
搅拌摩擦焊在高压封闭电器通电导体中的应用
薛根奇1,2,胡延伟2,宿国友3
(1.平高集团有限公司焊接技术及压力容器实验室,河南平顶山467001;2.河南平高电气股份有限公司,河南平顶山467001;3.上海航天设备制造总厂,上海200245)
结合高压封闭电器通电导体材料及结构形式,采用搅拌摩擦焊焊接6063-T6铝合金管材、棒材组成的对带垫板对接焊缝,确定最佳的焊接工艺参数,并按NB/T47014-2011进行焊接工艺评定。在搅拌头转速900 r/min、焊接速度150 mm/min工艺参数条件下可获得性能优良的焊接接头,焊接接头的抗拉强度达到母材的77.2%,焊缝金属导电率达到母材的93%,通电导体回阻电阻6.95 μΩ/m,焊接接头经超声检测未见焊接缺陷,焊缝经剖开、抛光、腐蚀后观察,焊缝根部熔合良好。实验检测结果与高压封闭电器产品的技术要求对比,搅拌摩擦焊焊接的通电导体满足产品的技术要求,在高压封闭电器产品中安装使用效果良好。
搅拌摩擦焊;6063铝合金;通电导体;高压封闭电器
0 前言
搅拌摩擦焊(FSW)技术是一种是高效绿色环保的固相连接技术,通过高速旋转的搅拌头缓慢接触被焊工件,搅拌头轴肩微量压入工件表面而搅拌针插入焊缝,在搅拌头高速旋转与工件摩擦产生的摩擦热作用下,使焊缝材料达到塑性状态,搅拌头前进移动时塑化材料在顶锻力、搅拌力作用下移动到搅拌头的后方,摩擦热与散热达到动态平衡而形成焊缝。近年来国内外各院校及企业对搅拌摩擦焊进行了大量研究[1-4],搅拌摩擦焊在航空航天、汽车工业、轨道交通、船舶制造等领域应用较多,为铝筒等金属的焊接提供了良好的解决方案[5-8]。
通电导体是高压开关封闭电器中的主要零部件,它是封闭电器中的电流载体,通电电流3~8 kA,电压等级35~1 100 kV。通电导体由中空的导电管两端焊接实心导体接头组成,中间导电管直径60~260mm,壁厚10~20mm,长度500~12000mm,两端接头形式根据产品要求而变化,如图1所示。导体接头经机加工并镀银后焊接在导电管两端,焊接过程需要特别注意导体头镀银面的保护,镀银面划伤或飞溅等都会影响通电导体的导电效果,导致整个通电导体报废。

图1 通电导体结构形式
通电导体接头形式一般为锁底Y形接头,采用熔化极氩弧焊(MIG)打底及填充+钨极氩弧焊(TIG)焊重熔(提高表面质量,避免出现针孔缺陷),焊接过程需适当控制热输入,避免导体两端接头温度过高影响镀银层的结合力,焊缝余高用风铣刀或其他方式将其清除并打磨光滑平整,导体表面的粗糙度Ra3.2。
基于搅拌摩擦焊的绿色环保、无烟尘、无辐射、无焊材消耗、产热少、热影响区窄等特点,考虑采用搅拌摩擦焊焊接通电导体。
1 试验材料及设备
1.1 试验材料
先采用10 mm厚板材进行工艺参数试验,再用与通电导体相同的材料φ90×15管6063-T6及φ90棒6063-T6进行试件焊接试验。材料的化学成分符合GB/T3190,实测值如表1所示。

表1 6063化学成分实测值%
1.2 试件接头形式
10板6063采用I形对接接头,无间隙;管棒试件采用与通电导体相同的尺寸和结构形式,焊接接头采用类似带垫板的I形接头,间隙尽量小。
1.3 试验装备及试验参数
(1)试验设备及工装:HT-JM16搅拌摩擦焊设备及专用通电导体焊接工装。
(2)试验搅拌头形式:轴肩直径φ14 mm,圆锥螺丝型搅拌头,搅拌针长度9.7 mm,直径φ3.5 mm。
(3)工艺参数:搅拌头旋转速度800~900 r/min、焊接速度120~140 mm/min。
2 试验结果及分析
2.1 焊接试验结果及分析
不同焊接参数下的焊接接头强度如表2所示。
搅拌摩擦焊参数中,搅拌头转速和焊接速度是两个重要参数,直接决定了搅拌摩擦焊接头的质量和性能。
搅拌头转速直接影响焊接区域的热循环温度,转速过低时焊接峰值温度低,材料流动性差,易形成缺陷;转速过高时焊接峰值温度高,材料流动性好,但焊接接头的热力影响区和热影响区退火严重,也会降低焊接接头性能。
焊接速度是影响焊接热循环的重要参数,是决定焊接接头性能的重要因素。焊接速度高,焊接线能量低,焊接热循环温度低,材料流动性差,对材料转移效率要求高;焊接速度低,焊接线能量高,焊接热循环温度高,材料流动性好,对材料转移效率要求低。
上述两参数若组合不当,不仅焊接接头性能偏低,焊缝中还会出现缺陷。搅拌摩擦焊应用中常见的缺陷有隧道型缺陷、犁沟型缺陷、未焊透、吻接等。
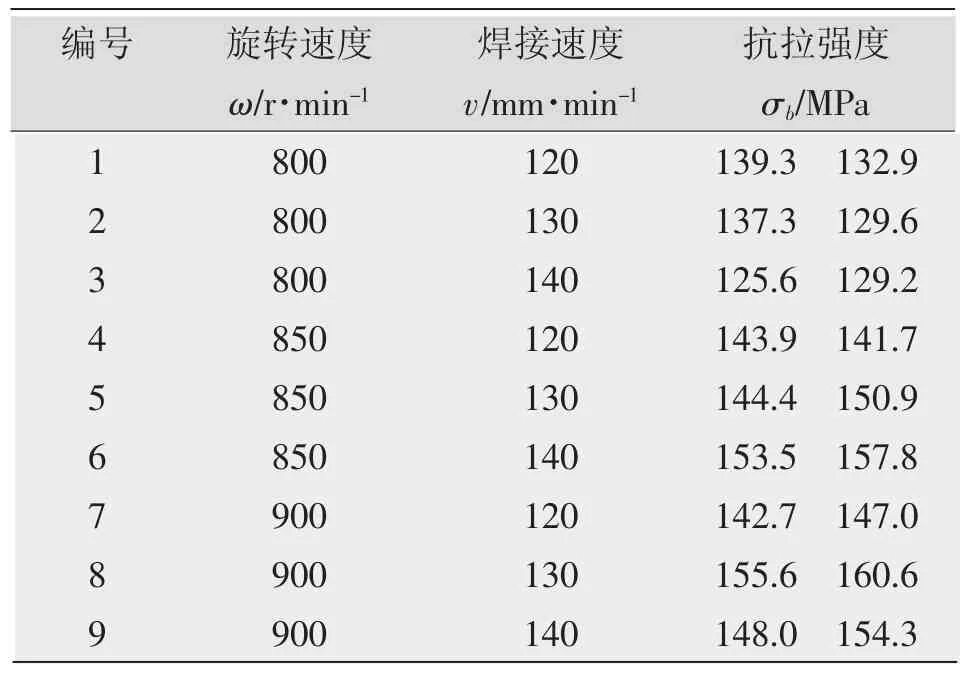
表2 不同焊接工艺下焊缝的抗拉强度
隧道型缺陷存在于焊缝内部,呈隧道状,内壁粗糙不平。造成此类缺陷的原因是:材料温度低,流动性差,搅拌针后方材料不能及时填充,最终形成隧道缺陷。
犁沟型缺陷存在于焊缝表面搅拌针前进侧,内壁粗糙。造成此类缺陷的原因是:材料温度低,流动性差,搅拌针及轴肩后方材料不能及时填充。
未焊透缺陷主要是因为搅拌针长度与接头厚度尺寸差距较大,搅拌针未影响到接头底部材料,从而形成未焊透缺陷。
吻接缺陷的形成主要是因为搅拌针端部距离接头底部尺寸偏大,搅拌针对底部材料影响不充分,造成该部分材料被挤压在一起,但未形成充分结合。
经过设计工艺评审以满足产品使用的要求,确定焊接试验检测项目:焊接工艺评定试验(焊接试件进行拉伸弯曲试验),搅拌摩擦焊焊缝金属的导电率、通电导体的回路电阻、焊缝的熔透解剖型式试验,焊缝金属的金相组织确认。
2.2 焊接工艺评定
按照NB/T47014《承压设备焊接工艺评定》,将FSW焊接的导体分解加工试件进行机械性能试验(拉伸及弯曲试验),工艺评定试样如图2所示。试验结果见表3。

图2 焊接工艺评定试样

表3 导体试件机械性能试验结果
根据GB/T3191 6063 T6,室温下抗拉强度为205 MPa,搅拌摩擦焊均值为158.2 MPa,达到母材的77.2%。面弯及背弯试件未见弯曲裂纹及焊接缺陷。
2.3 焊缝金属的导电率测试
对FSW焊后通电导体的焊缝部位进行导电率测试,并对比MIG焊焊缝的导电率,测试结果如表4所示。

表4 焊缝导电率检测结果
根据测试结果,6063-T6通电导体母材部分导电率为58.5%IACS,近焊缝处导电率为58.3%IACS。焊缝处导电率平均为54.6%IACS,达到本体FSW的93%;MIG焊接导电管焊缝的导电率平均为28.7% IACS,导电率约为本体的51%。FSW焊缝导电率与母材相近是因为没有填加焊丝,焊缝金属组织及成分与母材接近。MIG焊采用ER5356焊丝,导电率低于6063。
导体的回路电阻分别为6 μΩ、5.6 μΩ,导体回路电阻小于产品性能(产品的要求回路电阻小于10 μΩ)。
2.4 通电导体的回路电阻测试
用回路电阻测试仪分别测量FSW、MIG焊接的通电导体的回路电阻,测量设备型号Y2FHL-300,计量编号ER-16-0109,通电导体回路电阻测量值
如表5所示。

表5 通电导体回路电阻测试结果
2.5 焊缝的熔透解剖及无损检测
超声波检测FSW的导体焊缝,未发现焊缝内部缺陷,再进行解剖、抛光、腐蚀查看焊接的宏观熔透效果,如图3所示。

图3 导体FSW焊缝熔透情况
根据导体FSW焊缝结构形式,焊缝相当于垫板的焊缝,要求焊缝熔深10 mm,焊缝截面呈酒杯形,焊缝完全熔透。
2.6 搅拌擦摩擦焊焊缝表面低凹处理
搅拌摩擦焊时,由于顶锻压力使焊缝表面低于母材表面约0.5 mm,而高压封闭电器通电导体要求母材与焊缝表面平齐光滑,表面粗糙度要求为Ra3.2。为保证焊缝表面通电导体的接头,预留0.5 mm,导电管端部30 mm采用胀形0.5 mm后加工相关的装配对接直口及坡口焊缝打磨处理。焊接及处理后的导体如图4所示,开始在生产中安装应用。

图4 FSW焊接的通电导体
3 结论
(1)采用搅拌摩擦焊对φ90mm×12.5mm 6063-T6铝合金管及φ90 mm 6063-T6铝合金棒进行通电导体焊接工艺评定,焊接接头为带垫板的I形对接接头,焊缝抗拉强度158.2 MPa,达到母材强度的77.2%。
(2)通电导体的焊缝金属导电率为54.7%IACS,达到母材的93%,完全焊透,通电导体的整体回阻电阻为6.95 μΩ/m。
(3)搅拌摩擦焊焊接通电导体,经解剖根部焊接良好,未见焊接缺陷,通电导体单件电管进行胀形处理,焊后打磨处理。
(4)对采用搅拌摩擦焊焊接的通电导体进行工艺评定、焊缝金属导电率测试、导体回路电阻测试、单件胀形及表面处理,达到产品的性能要求。该焊接产品在高压封闭电器产品中使用良好。
[1]邱宇,郭晓娟,李光,等.5083铝合金的搅拌摩擦焊研究[J].电焊机,2014,44(4):58-59.
[2]董继红,佟建华,郭晓娟,等.30 mm 7A05铝合金搅拌摩擦焊接头组织及力学性能[J].焊接学报,2012,33(4):65-68.
[3]张欣盟,杨景宏,王春生,等.搅拌摩擦焊技术及其应用发展[J].焊接,2015(1):29-32.
[4]夏罗生,朱树红.2519铝合金搅拌摩擦焊工艺研究[J].金属铸锻焊技术,2010,39(6):144-146.
[5]王永景,陈文静,许莉,等.铝合金搅拌摩擦焊接头性能研究[J].热加工工艺,2014,43(17):179-184.
[6]简波,倪淑凤,康占祥,等.搅拌摩擦焊接大厚度铝合金法兰框的应用研究[J].航空制造技术,2014(5):105-108.
[7]何广忠,王锋袁,李军,等.搅拌摩擦焊技术在高速动车组铝合金厚板焊接上的应用研究[J].热加工工艺,2014,44(3):206-211.
[8]栾国红,郭德伦.搅拌摩擦焊技术在中国的发展和推广应用[J].航空制造技术,2014(17):70-75.
Application of friction stir welding technology in current-carrying conductor of high-voltage gas insulated switchgear
XUE Genqi1,2,HU Yanwei2,SU Guoyou3
(1.Welding Technology and Pressure Vessel Laboratory of Pinggao Group Co.,Ltd.,Pingdingshan 467001,China;2.He′nanPinggaoElectricCo.,Ltd.,Pingdingshan467001,China;3.ShanghaiEquipmentFactoryofAerospace,Shanghai 200245,China)
Combined with the materials and structural forms of high-voltage Gas Insulated Switchgear(GIS)current-carrying conductor,lock butt joint of 6063-T6 aluminum alloy welded by friction stir welding.Experiments determined the best welding process parameters and welding procedure,the welding procedure was evaluated by NB/T47014-2011.High quality welded could be gotten at travel speed of 140 mm/min and rotation speed of 900 r/min,the weld metal with 74%strength and 93%conductivity of the base material,the resistance ofcurrent-carryingconductorwelded byFSWwas6.95 μΩ/m.Noweldingdefects were found in weldingjointbyultrasonic testing.Welding joint was observed after spilling,polishing and etching,the root of lock butt joint was fused well.The experimental results compared to the technicalrequirements ofhigh-voltage GISproducts,the conductor welded byfriction stir weldingsatisfied the requirements ofthe products, the conductor was installed in high-voltage GISand the application effect was good.
friction stir welding;6063 aluminum alloy;current-carrying conductor;high-voltage gas insulated switchgear
TG453
A
1001-2303(2016)09-0012-04
10.7512/j.issn.1001-2303.2016.09.03
2016-03-07;
2016-05-16
薛根奇(1971—),男,河南郏县人,高级工程师,硕士,主要从事焊接工艺及设备自动化技术推广应用研究工作。
