高强桥梁钢Q420qE焊接接头性能控制
2016-12-07郭占山王凤会杨建炜雍岐龙
张 熹,刘 宏,郭占山,王凤会,杨建炜,雍岐龙
(1.钢铁研究总院,北京100081;2.首钢技术研究院,北京100043;3.北京市新一代可循环钢铁流程技术重点实验室,北京100043)
高强桥梁钢Q420qE焊接接头性能控制
张 熹1,2,3,刘 宏2,郭占山2,王凤会2,杨建炜2,雍岐龙1
(1.钢铁研究总院,北京100081;2.首钢技术研究院,北京100043;3.北京市新一代可循环钢铁流程技术重点实验室,北京100043)
对首钢生产的50 mm规格Q420qE高强桥梁钢进行了最高硬度试验、斜Y坡口冷裂纹敏感性试验、CTS试验及焊接接头热输入适应性试验。试验结果表明:不预热进行焊接,Q420qE钢板最高硬度为255 HV10;预热50℃后,最高硬度237 HV10,钢材淬硬倾向不明显;预热50℃以上可以避免焊接冷裂纹;气体保护焊、埋弧焊分别在14~16 kJ/cm、30 kJ/cm焊接热输入范围内,焊接接头性能满足要求。
Q420qE;高强桥梁钢;焊接接头;性能控制
0 前言
随着公路、铁路建设的迅速发展,大跨度、大节段成为钢结构桥的发展趋势,这一趋势促使桥梁制造业对钢材的需求向着高强化、特厚化方向发展,Q420强度级别高强桥梁钢正在逐步替代传统的Q370桥梁钢,而且在沪通大桥等国家重点项目上Q500级别桥梁钢也将在国内实现首次工程应用。随着桥梁钢强度级别的提高,桥梁焊接钢结构在服役过程中对裂纹等缺陷更加敏感,发生低应力脆断的危险性提高,特别是焊接接头,由于经历了焊接热循环的作用,焊接热影响区晶粒显著粗化,并形成淬硬组织,为了保证焊接钢结构桥的安全性,焊接接头的缺陷控制和韧性保障显得尤为重要[1-4]。近年来首钢承接了白沙沱长江大桥、孟加拉帕德玛大桥等重点工程Q420qE钢板的供货,为了保障工程质量,首钢对Q420qE钢板的配套焊接技术进行了研究,为同类用户的施工提供参考。
1 试验钢板成分及性能
采用首钢生产的50mm规格Q420qE钢板,其化学成分及力学性能见表1和表2;所用焊材与母材为等强匹配,分别为京雷焊材生产的GFL-71Ni气体保护药芯焊丝,保护气体CO2;伊萨生产的φ4.0 mm OK Autrod 12.34埋弧焊丝+OK FLUX10.62焊剂。

表1 钢材化学成分%

表2 钢板力学性能
钢材焊接热影响区的硬度和冷裂纹倾向与其化学成分密切相关。50mm规格Q420qE的Ceq、Pcm分别为0.39%,0.16%,远低于临界值0.40%,0.20%,表明该钢材焊接性优良,冷裂倾向不明显。
2 焊接冷裂纹敏感性评定试验
通过最高硬度试验、斜Y坡口冷裂纹敏感性试验、CTS试验对50 mm厚Q420qE进行冷裂纹敏感性评价。试验采用京雷焊材生产的GFL-71Ni气体保护药芯焊丝,焊丝直径1.2 mm,保护气体为CO2。试验时环境温度15℃,相对湿度30%。
2.1 最高硬度试验
试验用钢板的加工及硬度测定按GB 4675.5-2008《焊接性试验—焊接热影响区最高硬度试验方法》标准进行。焊接工艺参数如表3所示,最高硬度打点位置如图1所示,硬度试验载荷10 kg。

表3 最高硬度试验焊接工艺参数

图1 焊接热影响区硬度测定点位置
试验结果如表4所示,该钢板在环境温度15℃下不预热焊接,焊接热影响区最高硬度为255 HV10;预热50℃后焊接热影响区最高硬度降至237 HV10。其热影响区最高硬度远低于临界值350 HV10,表明该钢板淬硬倾向不明显。

表4 Q420qE最高硬度试验结果
2.2 斜Y型坡口焊接裂纹试验
斜Y坡口焊接裂纹试验按GB4675.1-84《斜Y坡口焊接裂纹试验方法》进行,试样尺寸示意如图2所示。分别进行不预热、预热50℃两个条件下的试验,从而确定该钢板的最小预热温度。每个试验条件焊接试样2块,焊接工艺参数如表5所示,焊后将试样静置48 h后进行裂纹率测定。

图2 斜Y型坡口焊接裂纹试板示意
试验结果见表6。由表6可知,50 mm厚Q420qE不预热条件下,表面裂纹率、断面裂纹率、根部裂纹率均为100%,裂纹均在焊缝处,如图3所示;预热
50℃时表面裂纹率、断面裂纹率、根部裂纹率均为0%,即采用GFL-71Ni气体保护焊丝,焊前预热50℃以上可避免焊接冷裂纹的出现。

表5 斜Y坡口试验焊接工艺参数

表6 斜Y坡口焊接裂纹试验结果

图3 不预热条件下冷裂试样照片
2.3 CTS试验
CTS焊接裂纹试验按EN ISO 17642-2:2005《金属材料焊接性破坏性试验焊接接头冷裂试验电弧焊工艺》进行,CTS试样尺寸示意如图4所示。试验时先将试样用直径12 mm的螺栓固定好,12 h后进行拘束焊缝的焊接,为避免拘束焊缝开裂,焊前预热100℃;试验焊缝焊接前,将试板预热到50℃,焊接时将试样呈船型焊位,与水平呈45°,如图4所示,第一道试验焊缝焊好后立即将试板搬运到冷却池中,试板与焊缝末端相反的一侧边缘浸入水里,浸入深度60±5 mm,确保冷却池的水温低于30℃,保持试板在冷却池中,直到降至室温,将试样从冷却池中取出。试板从冷却池中取出48 h后,允许进行第二道焊缝的焊接。第二道焊缝的焊接、冷却与第一道相同。第二道焊缝冷却至室温后,放置48 h以上再进行金相及硬度试验。

图4 试验过程示意
焊接工艺参数见表7,焊后将试样静置48 h后进行裂纹率测定及硬度测定,硬度测定位置如图5所示,CTS试样及金相检验试样如图6所示。

表7 CTS试验焊接工艺参数

图5 CTS试验硬度位置示意

图6 CTS试样及金相检验试样
试验结果见表8,由表8可知,50mm厚Q420qE预热50℃后焊接,CTS金相检验结果判定为不裂,
热影响区硬度均值242HV10,焊缝硬度均值224HV10,母材硬度均值为187 HV10。

表8 CTS试验结果
3 焊接热输入适应性试验
3.1 气体保护焊焊接工艺试验
为确定首钢50 mm厚Q420qE钢板气体保护焊工艺适应性,对试验钢板进行平板对焊试验,焊接坡口形式如图7所示。试验采用京雷焊材生产的直径为φ1.2 mm GFL-71Ni气体保护药芯焊丝,保护气体为CO2,焊前预热80℃,层间温度小于等于180℃,填充焊道焊接热输入14~16 kJ/cm,焊接工艺参数如表9所示。焊接接头宏观金相照片如图8所示,未出现明显焊接缺陷。

图7 平板对接试板尺寸及坡口形式

图8 气体保护焊焊接接头宏观照片

表9 气体保护焊焊接工艺参数
焊接接头力学性能如表10、表11所示。焊接接头力学性能结果表明,在14~16kJ/cm焊接热输入下施焊,焊接接头各位置-40℃冲击功大于47 J,焊接接头强度大于540 MPa,且富余量很大。

表10 气体保护焊焊接接头冲击性能结果

表11 气体保护焊焊接接头拉伸、冷弯性能结果
焊接接头硬度结果见图9,结果表明在14~16kJ/cm
焊接热输入下施焊,热影响区未出现软化现象。

图9 焊接接头硬度分布
3.2 埋弧焊焊接工艺试验
为确定首钢50 mm厚Q420qE钢板埋弧焊工艺适应性,对试验钢板进行平板对焊试验,焊接坡口形式如图7所示。本试验采用直径φ4.0 mm的伊萨OK Autrod 12.34焊丝配合伊萨OK FLUX10.62焊剂进行试验,焊前预热80℃,层间温度控制在180℃以下,焊接热输入30 kJ/cm,焊接工艺参数如表12所示。焊接接头宏观金相照片如图10所示,未出现明显焊接缺陷。
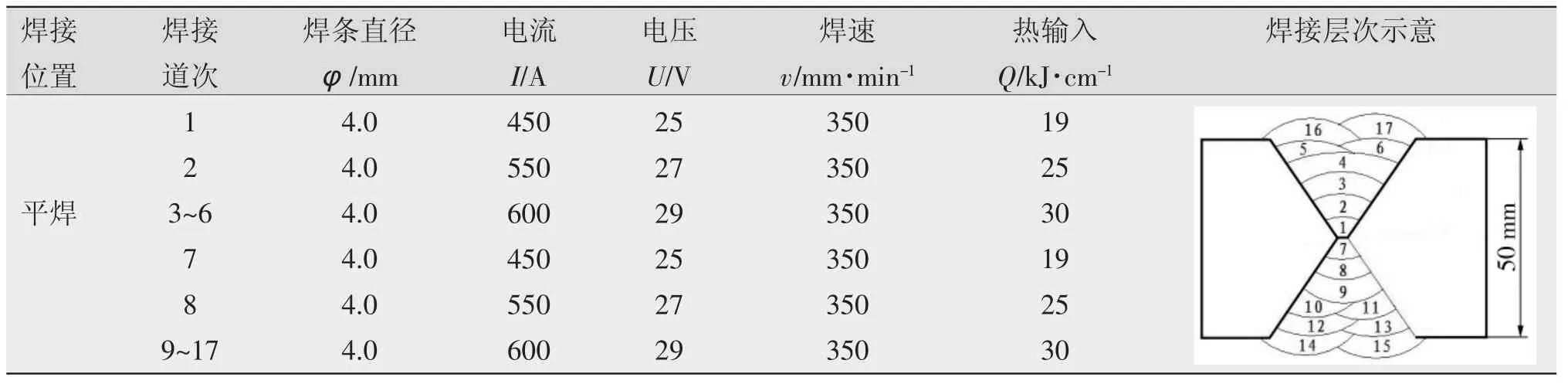
表12 埋弧焊焊接工艺参数

图10 埋弧焊焊接接头宏观照片
焊接接头力学性能如表13、表14所示。焊接接头力学性能结果表明:在30 kJ/cm焊接热输入下施焊,焊接接头各位置-40℃冲击功大于47 J,焊接接头强度大于540 MPa,且富余量很大。

表13 埋弧焊焊接接头冲击性能结果

表14 埋弧焊焊接接头拉伸、冷弯性能结果
焊接接头硬度结果如图11所示,结果表明在30 kJ/cm焊接热输入下施焊,热影响区出现一定程度的软化现象,但焊接接头抗拉强度满足要求。

图11 埋弧焊焊接接头硬度分布
4 结论
(1)首钢50 mm厚Q420qE钢板Pcm为0.16%,室温15℃不预热条件下焊接,热影响区最高硬度255 HV10,预热50℃后焊接,热影响区最高硬度237 HV10,两种试验条件下最高硬度试验结果远低于临界值350 HV10,表明该钢板淬硬倾向不明显。
(2)斜Y型坡口冷裂纹敏感性试验及CTS试验结果表明,首钢50mm厚Q420qE采用直径1.2mm的GFL-71Ni气体保护焊丝焊接,焊前预热50℃以上可避免焊接冷裂纹的出现。
(3)对接接头气体保护焊试验结果表明,采用φ1.2mm的GFL-71Ni气体保护焊丝,在14~16kJ/cm焊接热输入下施焊,焊接接头冲击、拉伸、冷弯满足标准要求,且富余量很大,焊接热影响区未出现软化现象。
(4)对接接头埋弧焊试验结果表明,采用伊萨生产的直径φ4.0 mm伊萨OK Autrod 12.34焊丝配合伊萨OK FLUX10.62焊剂,在30 kJ/cm焊接热输入下施焊,焊接接头冲击、拉伸、冷弯满足标准要求,且富余量很大,热影响区出现一定程度的软化现象,但焊接接头抗拉强度满足要求。
[1]苗张木.钢箱梁焊接接头CTOD断裂韧性评定[J].焊接学报,2006(4):77-80.
[2]柴亮.南京大胜关长江大桥Q420qE钢焊接工艺评定试验[J].电焊机,2012,42(9):77-89.
[3]魏振鑫.新型桥梁高强钢Q420qE与Q370qE钢的焊接及应用[J].工程建设,2012(3):58-70.
[4]袁少威,许少普,刘庆波,等.80 mm桥梁用抗层状撕裂Q420qE-Z35钢板的试制[J].中国冶金,2013(6):26-29.
Performance control of Q420qE high strength bridge steel joint
ZHANG Xi1,2,3,LIU Hong2,GUO Zhanshan2,WANG Fenghui2,YANG Jianwei2,YONG Qilong1
(1.Central Iron and Steel Research Institute,Beijing 100081,China;2.Shougang Research Institute of Technology,Beijing 100043,China;3.Key Laboratory of New Generation Recycling Process for Iron&steel Production Technology,Beijing 100043,China)
In this article,the weld ability of 50 mm Q420qE steel plates were evaluated by max hardness test,cold crack sensibility test,CTStestand heatinput adaptabilitytest.The results indicated thatthe heataffected zone's maxhardness ofQ420qE steel plate was 255 HV10with nopreheat;afterpreheat50℃,theheataffectedzone'smaxhardnesswas237HV10.Theplatequenchinghardenabilitywas notobvious,the 50 mm plate could avoid cold crack at condition that preheat temperature was above 50℃.At the condition that GMAW heat input range from14 kJ/cmto16 kJ/cm,and SAWheat input at 30 kJ/cm,the properties ofweld joint satisfied standard.
Q420qE;high strength bridge steel;weld joint;property control
TG457.11
A
1001-2303(2016)09-0001-06
10.7512/j.issn.1001-2303.2016.09.01
2016-03-07;
2016-05-18
张熹(1980—),男,天津人,工程师,硕士,主要从事钢铁材料焊接技术的研究工作。
