低碳钢薄板激光焊数值模拟及工艺
2016-11-23贾剑平张幸福毕凯强
贾剑平,刘 丹,张幸福,彭 亮,毕凯强
低碳钢薄板激光焊数值模拟及工艺
贾剑平,刘丹,张幸福,彭亮,毕凯强
(南昌大学机电工程学院,江西南昌330031)
在试验基础上,考虑了材料导热系数、对流换热系数、热焓等参数随温度的变化,通过有限元软件ANSYS建立激光薄板焊接的热源模型,模拟激光焊焊接过程,研究其温度场分布。对比试验和模拟结果,得出其焊缝形状基本一致。同时分析焊接电流、脉宽、频率对熔池熔深、熔宽的影响,结果显示,熔深、熔宽与电流成正比,与脉宽和频率成反比。对焊缝组织进行研究,发现焊缝主要由珠光体和铁素体构成,材料性能满足焊接要求。
激光焊;ANSYS;数值模拟;金相分析
0 前言
激光亮度极高又能定向发光,将其聚焦于材料表面可以迅速熔化母材形成完美的焊缝,激光能量集中,所以被认为是理想的焊接热源。作为一种焊接方法,激光焊属于非接触式焊接。激光焊具有深宽比大、热影响区小、焊接速率高、可靠性好、聚焦后的光斑直径小等特点[1],但其焊接成本高、激光利用率低、装夹要求高,也是激光焊不能普遍适用的原因[2]。
Q235-A因其良好的焊接性能,是一种应用较广泛的低碳钢。但其在焊接过程容易出现热裂纹、冷裂纹、过热区脆化等问题,因此研究焊接性能显得尤为重要[3]。
在此主要研究激光焊接参数对低碳钢的焊缝成形的影响,并应用ANSYS软件对激光焊焊接过程温度场进行模拟,得到焊接温度的分布规律和变化曲线,再通过金相分析,进一步了解其焊缝的组织性能。该研究为低碳钢激光焊的应用提供参考。
1 试验研究
试验选用材料Q235-A,材料尺寸50mm×40mm× 1 mm,焊接前对试样表面进行除锈处理,即用砂纸仔细打磨试样表面,并用丙酮和酒精擦洗干净以清除试样表面油污等杂质。试验使用JHM-1GY-300F型激光焊接机。最大输出功率300W,激光波长1.06μm,保护气体流量15 L/min。
试验参数:电流150~210A、焊接速度200mm/min、脉宽2~4 ms、离焦量0 mm、光斑直径0.4 mm、频率10~20 Hz。试验采用单因素法对1 mm厚度的薄钢板进行焊接试验安排。通过改变激光参数(激光功率(电流)、脉宽和频率)对Q235-A钢材料进行研究。焊接试验参数如表1所示,实验结果如图1所示。

表1 焊接试验安排

图1 焊缝
2 焊接模拟
2.1有限元模型的建立
激光焊是一个快速加热、快速冷却的过程。由于焊缝位于试件的中间,根据对称性可对其一半宽度建立模型,在焊缝区域选择较密的网格划分,用扫描方式划分网格,该区域选用8节点三维单元solid70,过渡区域网格较焊缝区大,选用20节点六面体单元solid90,在远离焊缝区域网格更为疏松,这样的建模方法可以减少运算时间,提高工作效率,同时保证计算精度。建立模型大小为100 mm× 20 mm×1 mm,有限元模型如图2所示。模型建立后,需要定义材料属性,焊件的热物性参数如表2所示。
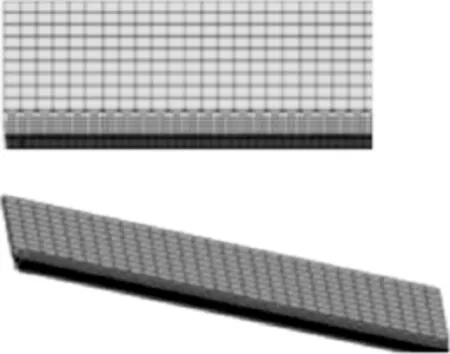
图2 焊件有限元模型

表2 材料热物性参数
2.2热源模型
试验材料为薄板,高斯热源就满足焊接热源加载的要求。激光器的激光光斑的功率密度近似为高斯函数分布,数学表达如下

式中q为加载区域的表面热流密度;qmax为热源加热斑点中心的最大热流;c为高斯热源参数。材料的热吸收率为0.54[4]。
2.3边界条件
在t=0时,材料温度与周围环境温度相同,设为20℃。在加热过程中由于巨大的温度梯度,热量以对流、辐射的形式进行交换[5]。将模型的对称面设置为绝热边界条件,其他表面设置为换热边界条件[6]。
2.4结果和分析
(1)温度场分析。
模拟试验所做的七组参数,得出温度分布曲线。选第3组试验参数模拟结果进行温度场分析,得出在焊接到5 s、15 s、29 s时的温度分布云图,如图3所示。由图3可知,热导焊焊接低碳钢时,由于激光焊的加热半径小,温度过于集中,所以温度梯度变化大,热影响区小。在光斑直径移动的同时,熔池也随着光斑移动,焊后区域以空冷方式冷却。随着热源的移动,焊接逐渐进入准稳态,其温度场分布呈现一定的规律。同时温度场的等温线呈椭球形,在热源前方的等温线密集,熔池形成迅速,热源后面等温线疏松,温度梯度较小,其熔池形状如图4所示,为近似半球状,与热导焊焊接特性一致。
(2)参数对熔池大小的影响。
在试验后统一测量7组试验所得焊缝的熔深、熔宽,同时将模拟所得熔池的熔深、熔宽测量后进行相互比较,如表3~表5所示。

表3 电流变化对熔深、熔宽的影响
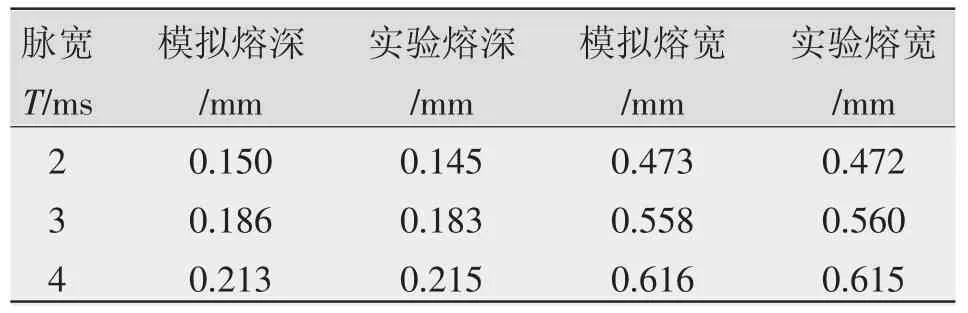
表4 脉宽变化对熔深、熔宽的影响

表5 频率变化对熔深、熔宽的影响

图3 温度分布云图

图4 熔池形状
由上述对比表可看出,模拟结果与焊接结果基本吻合。由表3可知,随着激光器电流从150 A增大到210 A,焊缝熔宽和热影响区逐渐变宽,熔深随电流的增大而加深,这是因为电流决定YAG脉冲激光器的输出能量大小,电流增大,单脉冲激光能量增大,导致熔深增大,焊缝宽度和凹陷也会更显著。由表4可知,随着脉宽增大,热影响区明显越大,焊缝熔深、熔宽增加,焊缝凹陷也增加。脉宽即单脉冲能量加载的时间,脉宽增加表示加大热源作用时间,因此熔池的熔深、熔宽均会变大。由表5可知,当频率在2~3 ms变化时,频率的增高会减小焊缝熔深和熔宽。但在提高频率的同时,焊缝会变得更加平整和光滑。
3 金相分析
选择两组试验对其焊缝进行镶嵌、打磨、抛光、腐蚀等,然后分析试样,观测结果。熔池形状如图5所示,可看出与模拟结果熔池基本一致,进一步验证了数值模拟的正确。熔池金相如图6所示,分析可知金相组织主要由珠光体和铁素体构成,但在焊后母材由于加热熔化会出现粗大的焊缝柱状晶,可明显看出母材和焊缝金属存在熔化区、加热区和未熔化区三种区域,如图7所示。

图5 熔池形状

图6 Q235-A金相组织

图7 焊后金相
观察焊接接头成分,可以看出焊接过程中的热循环是否合理,判断其焊接接头性能[7]。焊接热影响区的金相成分如图8所示。焊接过程温度太高,母材金相中出现的小黑点属于金属氧化导致,氧化造成奥氏体晶界呈网状分布金粒粗化,影响母材性能。

图8 金相成分
4 结论
(1)运用有限元软件ANSYS对Q235-A薄板激光焊过程进行数值模拟,得出模拟结果与试验结果基本相符。模拟较为准确地表达了焊缝区域温度场的分布变化情况和分布规律。
(2)分别考虑焊接电流、脉宽、频率对焊缝形状的影响,为进一步的焊接试验提供依据。
(3)对焊缝金属进行金相分析发现,焊缝组织由铁素体和珠光体构成,塑性韧性好,接头性能良好。
[1]耿平,杨玉玲,张多.18-8型奥氏体不锈钢低功率Nd:YAG激光焊接研究[J].激光与红外,2007,37(1):34-36.
[2]孙守礼,吴丰顺,孙智富.不锈钢报班的焊接质量及控制[J].武汉汽车工业大学学报,1996,18(1):62-65.
[3]赵松岩.Q235B和Q345R钢板材的焊接性分析[J].农业装备与车辆工程,2013(02):58-60.
[4]姜泽东,陈保国,史维琴.304不锈钢薄板脉冲激光焊焊接热过程数值分析[J].热加工工艺,2011(13):148-150.
[5]韩国明,李建强,闫青亮.不锈钢激光焊温度场的建模与仿真[J].焊接学报,2006(03):105-108+118.
[6]贾剑平,陈建平,刘云龙,等.水下局部干法T型坡口焊接过程的有限元分析[J].热加工工艺,2013(01):190-192 +195.
[7]陈建平.局部干法水下焊接工艺及焊缝质量研究[D].江西:南昌大学,2013.
Numerical simulation and process of laser welding on low carbon steel sheet
JIA Jianping,LIU Dan,ZHANG Xingfu,PENG Liang,BI Kaiqiang
(Mechanical Electronic EngineeringCollege,NanchangUniversity,Nanchang330031,China)
Considering of the change of material parameters such as the enthalpy,thermal conductivity,coefficient of convection along with the temperature,the heat source model of laser weld is established based on experiment and used to simulate the laser welding process by applying the finite element software ANSYS.The comparison between results of experiment and simulation shows that they have same weld bead.Then the influence of weld pool of current,pulse width,frequency on the width and depth is analyzed.The results show that the width and depth of weld pool are proportional to welding current,and are inversely proportional to pulse width and frequency.Through analyzing the organization of weld,it's found that the organization is composed of ferrite and pearlite.The characteristics of materials meet the requirement of welding.
laser welding;ANSYS;numerical simulation;metallographic analysis
TG456.6
A
1001-2303(2016)01-0098-04
10.7512/j.issn.1001-2303.2016.01.23
2014-07-06
江西省教育厅科研项目(CJJ13070)
贾剑平(1966—),男,湖南宁远人,教授,博士,主要智能机器人与视觉的研究。
