异种钢小直径管斜45°固定加障碍焊接
2016-11-23杨军军丁颖杰宋玉强
杨军军,丁颖杰,宋玉强
异种钢小直径管斜45°固定加障碍焊接
杨军军1,丁颖杰1,宋玉强2
(1.南车四方车辆有限公司,山东青岛266031;2.中国石油大学(华东),山东青岛266555)
从材料的规格及焊接性入手,分析异种钢小直径管斜45°固定加障碍焊接工艺所涉及的焊接方法、焊接材料、焊接设备的选择,以及焊接参数的确定;拟定出合理的焊接工艺:打底焊、填充焊以及封面焊,根据障碍情况及操作难度,对每层焊缝进行分段焊接;从焊前准备、焊接操作、焊后检验等角度详细介绍该焊接工艺。
碳钢;不锈钢;斜45°固定;障碍;焊接工艺
0 前言
异种钢小直径管斜45°固定加障碍焊接是安装工程中的技术难题,在石油化工行业、发电厂的管道安装中以及在铁路装备制造中应用十分广泛,焊接质量的好坏直接关系到安全生产。要解决这些技术难题,必须采取特殊且合理有效的工艺施焊,才能保证焊接合格率达到100%[1]。以“青岛市第十三届技能大赛”焊工实作试题为模型,制定了合理的小直径管斜45°固定加障碍焊接工艺,具有较强的应用价值。其焊接模型如图1所示。
1 试验材料和设备
1.1试验材料
试验材料:碳钢及不锈钢,其规格如表1所示;焊条;焊丝;99.99%氩气。

表1 碳钢及不锈钢规格Tab.1Specifications of carbon steel and stainless steel
1.2试验设备
逆变式TIG弧焊机、焊枪、打磨机、毛刷等。
2 焊接方法及焊接参数
2.1焊接性分析
Q235为低碳钢,12Cr18Ni9Ti为奥氏体不锈钢,两种成分、组织性能不同的金属材料焊接时存在的问题比同种金属焊接复杂很多。异种钢接头部位实质上是成分与组织变化的过渡区,集中了各种矛盾[2]:焊缝化学成分稀释;形成凝固过渡层、碳迁移过渡层;残余应力;奥氏体焊缝可能会形成延迟裂纹[3],焊后一般不需要热处理。在选择焊接方法及焊接参数时必须考虑上述问题,以提高焊缝性能。
2.2焊接方法、焊接材料及焊接参数的选择与确定
焊接方法要选择熔合比小、稀释率低的焊接方法,常用的有钨极氩弧焊和焊条电弧焊等;焊接材料的选择则要考虑焊接接头使用要求、稀释作用、碳迁移、残余应力及抗裂性等因素;焊接参数的选择应考虑小电流、高电压、高焊速等。综合各种因素,选择的焊接方法、焊接材料及焊接参数如表2所示。
钨极氩弧焊:垂直陡降外特性弧焊电源;直流正接;铈钨极,锥形端部,伸出长度5~6 mm。

图1 焊接模型Fig.1Welding model

表2 焊接方法、焊接材料及参数Tab.2Welding methods and welding parameters
2.3焊缝空间位置的划分
试验焊缝为斜45°固定圆周焊缝,按空间位置将焊缝划分为仰焊缝、立焊缝及平焊缝。将焊缝比作一个“钟表”,焊缝与“时间”对应关系如图2所示。

图2 焊缝空间分布Fig.2Spatial distribution of weld
3 管对接斜45°固定加障碍焊接工艺
3.1焊接准备
(1)坡口加工。焊接接头形状主要是保证焊接接头最薄弱的位置不存在较大的应力集中[4],因此对薄壁小管异种钢施焊时必须采用适当的坡口形式;碳钢及不锈钢的坡口形状及尺寸如图3所示。

图3 坡口形状及尺寸Fig.3Shape and size of groove
(2)焊前清理。将坡口表面及其20 mm范围内的铁锈、水分、油污等杂质清理干净,如图4所示。

图4 焊前清理Fig.4Preweld cleaning
(3)管件对接。管件在焊接之前先进行点固焊定位对接,所采用的焊接方法、焊接材料与正式焊接相同;对接定位焊点数不得超过两处,每段长度小于等于10 mm,且定位焊不得在6点和12点位置;定位点固焊在2点和10点的位置。
(4)管内保护:用铝箔纸将对接好的管件两端密封好;在不锈钢管侧,氩气管通入两端密封好的对接管,如图5所示;管内保护,氩气气体流量5L/min。
(5)管件装配。按照图1所示的模型对管件进行装配;上下两根障碍管距离对接管件的距离都为30 mm;障碍管与对接管保持一条直线,如图6所示。
3.2打底焊
打底焊采用两半圆自下而上焊接,12点是终点焊位置;根据障碍情况、操作位置、习惯等因素,需要分段焊接,如图7所示。焊接前按照表2中的焊接参数调整好焊接电流和气体流量。打底焊的其他参数情况:焊接速度根据熔池的大小决定,焊速均匀;钨极左右摆动幅度0.5 mm,焊缝高度2 mm;焊接过程中,焊枪与管件轴线保持垂直,与焊缝表面夹角75°~85°,如图8所示。每段焊缝的具体操作要点如下:

图5 管内氩气保护Fig.5Tube argon protection

图6 管件装配Fig.6Pipe assembly

图7 打底焊焊缝分段Fig.7Backing weld segmentation
(1)第一段焊缝。焊枪前倾,在5点位置起弧,待形成熔孔后开始添加焊丝,沿顺时针方向焊接,在7点位置形成熔孔后熄弧,如图9所示,熄弧后气体保护延时3~5 s;由于此段焊缝处于仰焊位置,并且是单面焊双面成形,因此采用内填丝添加焊丝,如图8所示;焊丝要深入熔池内,保证背面焊缝成形,但不能与钨极碰撞,以防夹钨。

图8 焊枪角度关系及内填丝Fig.8Torch angle relations and internal filler wire

图9 打底焊第一段焊缝效果Fig.9Effect of the first paragraph seam of backing weld
(2)第二段焊缝。焊枪后倾,在7点位置倒退约3 mm位置起弧,顺时针方向焊接,待电弧移动至第一段焊缝末端熔孔时添加焊丝,以保证接头平整、熔合良好;在9点位置形成熔孔后熄弧,熄弧后气体保护延时3~5 s;此段焊缝位于立焊下半段,仍然采用内填丝方法添加焊丝。
(3)第三段焊缝。9点位置至11点位置,起弧、熄弧方法与第二段焊缝焊接相同;与第二段焊缝不同的是:焊枪前倾,采用外填丝方法添加焊丝。
(4)第四段焊缝。11点位置至12点位置,平焊位置;操作要点与(3)相同。
(5)第五段焊缝。焊枪前倾,5点位置倒退3 mm处起弧,逆时针方向焊接,待电弧移至熔孔后添加焊丝,在3点位置形成熔孔后息弧,气体保护延时3~5 s;位于立焊位置下半段,焊缝左半圈已焊接完,采用外填丝方法添加焊丝。
(6)第六段焊缝。焊枪前倾,3点位置倒退3 mm处引弧,逆时针方向焊接,待电弧移至熔孔后添加焊丝,在1点位置形成熔孔后熄弧,气体保护延时3~5 s;位于立焊位置上半段,采用外填丝方法添加焊丝。
(7)第七段焊缝。焊枪前倾,1点位置倒退3 mm处引弧,逆时针方向焊接,电弧移至熔孔后添加焊丝,在12点后压住第四段焊缝3~5 mm处熄弧,气体保护延时3~5 s;位于平焊位置,采用外填丝方法添加焊丝。
3.3填充焊
填充焊同样采用两半圆自下而上焊接,12点是终点焊位置;按照钟表对应关系将第二层焊缝分为六段焊缝,如图10所示。

图10 填充焊焊缝分段Fig.10Filled weld segmentation
将焊接电流调至82 A,1~4段焊缝顺时针方向焊接,5~6段焊缝逆时针方向焊接,每段焊缝的起弧、熄弧、焊枪与管件轴线及焊缝表面的角度、焊缝高度等操作要点与打底焊相同。
填充焊与打底焊的区别:(1)钨极摆动幅度大小。打底焊0.5 mm,填充焊2 mm;(2)起弧时不再形成熔孔,形成熔池后再添加焊丝,全部采用外填丝方法;(3)填丝速度要快,不易被氧化。
3.4封面焊
封面焊同样采用两半圆自下而上焊接,12点为终焊点位置,根据“时间”对应关系,将焊缝分成两段,如图11所示;焊条电弧焊过程中,焊条左右摆动幅度2 mm,焊后余高小于等于2 mm;焊接之前将填充焊焊缝清理干净,后续的焊接热可以起到保证预热温度的作用,此时要特别注意层间温度的控制[5]。

图11 封面焊焊缝分段Fig.11Cover weld segmentation
将焊接电流调至74 A,封面焊采用短弧焊;起弧后稍作停顿,形成熔池后停弧,而后在停弧位置1/3处再起弧进行焊接,周而复始最终形成整条焊缝。焊接过程中,焊条与钢管轴线保持垂直,焊条与低碳钢母材夹角不能太小,以防焊缝与低碳钢侧未熔合[6],焊条与焊缝位置关系如图12所示。
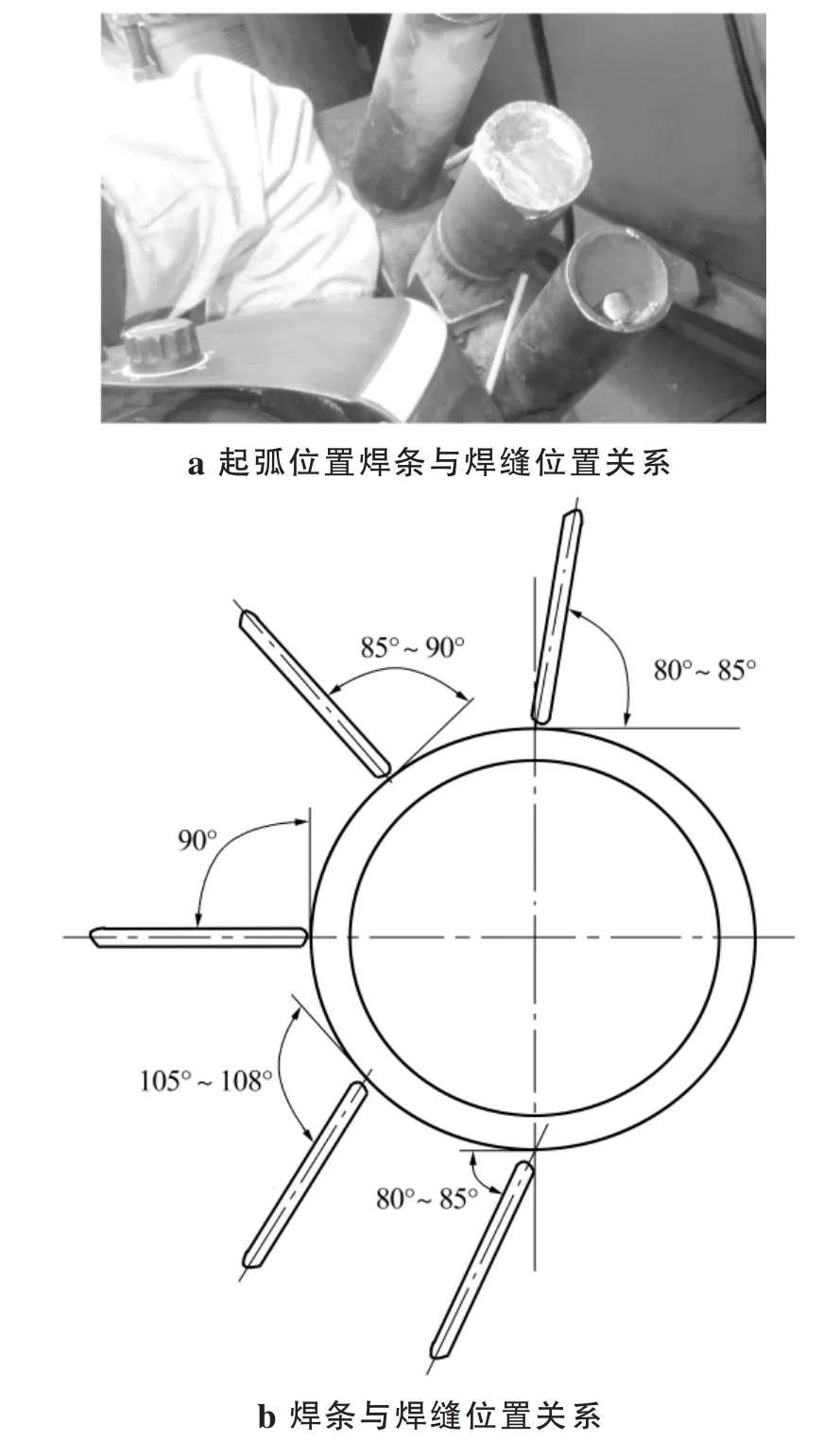
图12 封面焊焊条与焊缝位置关系Fig.12Positional relationship between the electrode and the weld of cover weld
(1)第一段焊缝。在5点位置起弧,沿顺时针方向焊接,12点位置熄弧;此段焊缝包含了仰焊、立焊及平焊位置。
(2)第二段焊缝。在5点位置倒退3 mm处起弧,沿逆时针方向焊接,焊至12点位置时继续焊接,压住第一段焊缝5~6 mm处熄弧;包含立焊和平焊位置。焊接完成后,将焊缝表面熔渣清理干净,管对接各层焊缝效果如图13所示。

图13 管对接各层焊缝Fig.13Effect of each seam
4 焊接检验
(1)外观检查。焊缝表面未出现咬边、未熔合、夹杂等缺陷;焊缝背面成形良好。
(2)无损检测。进行X射线衍射拍片,焊缝内部未出现气孔、裂纹等缺陷。
(3)断口检验。在对接环形焊缝中心处切割深0.5 mm的槽,然后将其压断;观察断口处的形貌;检查是否出现气孔、裂纹、未熔合等缺陷;断口检验的照片如图14所示。通过断口检验,焊缝内部未出现气孔、裂纹、未熔合等缺陷。
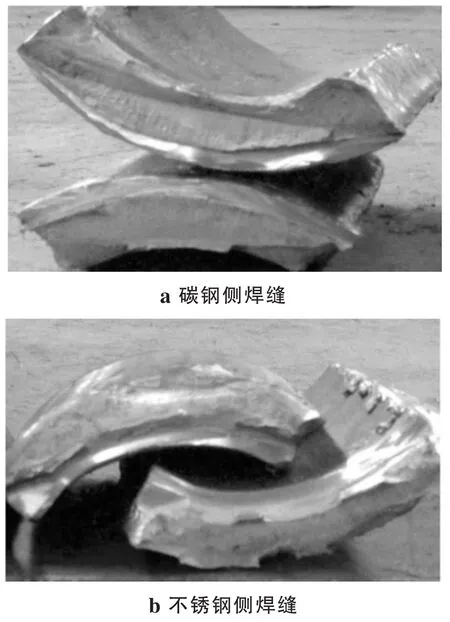
图14 断口检验照片Fig.14Fracture test photo
5 结论
(1)制定了合理的异种钢小直径管斜45°固定加障碍焊接焊接工艺,采用打底焊、填充焊及封面焊,每层焊缝分段焊接。
(2)焊缝成形良好,无咬边、未熔合及夹渣等缺陷;无损检测,焊缝内部未出现气孔、裂纹等缺陷;断口检验,未出现气孔、裂纹及未融合等缺陷。
(3)解决工程实际中的技术难题;在企业技师培训及学生实训中评价较高。
[1]杨云兰.薄壁小管异种钢焊接工艺的分析[J].机电工程技术,2004,33(11):75-76.
[2]雷毅.金属焊接[M].青岛:中国石油大学出版社,2011.
[3]潘正军.20#碳钢与316L不锈钢异种钢的焊接[J].广东造船,2005(3):26-29.
[4]章应霖,杨厚君,吕文广,等.电站F/A异种钢接头早期失效及其防治措施[J].武汉水利电力大学学报,1998,31(1):83-87.
[5]于启湛,史春元.耐热金属的焊接[M].北京:机械工业出版社,2009:311-332.
[6]冯砚厅.超临界机组金属材料焊接技术[M].北京:中国电力出版社,2010:121-124.
Welding of dissimilar steel pipes of small diameter fixed 45°with obstacle
YANG Junjun1,DING Yingjie1,SONG Yuqiang2
(1.CSRSifangCo.,Ltd.,Qingdao 266031,China;2.ChinaUniversityofPetroleum(EastChina),Qingdao266031,China)
This paper obtains from the material specifications and weldability,and analyzes the selection method about welding methods,welding materials,welding equipment of dissimilar steel pipes of small diameter fixed 45°with obstacle,and also determines the welding parameters.Works out the reasonable welding technology:backing welding,filler and cover welding,according to the obstacles conditions and the difficulty of operating,piecewise welding seam on each floor.Analyzes the weld technology from welding preparation,welding operation and welded inspection etc in detail.
carbon steel;stainless steel;fixed of oblique 45°;barriers;welding technology
TG457.11
B
1001-2303(2016)01-0087-05
10.7512/j.issn.1001-2303.2016.01.21
2015-01-23;
2015-04-16
杨军军(1988—),男,山西襄汾人,硕士,主要从事焊接工艺方面的研究工作。
